TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025028469
公報種別
公開特許公報(A)
公開日
2025-03-03
出願番号
2023133304
出願日
2023-08-18
発明の名称
曲がり矯正装置及び矯正プログラム
出願人
日本ゲージ株式会社
代理人
個人
,
個人
主分類
B21D
3/10 20060101AFI20250221BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】 ワークの押し込みを何度も繰り返し行い、最終的に曲げを矯正するようにしていたため、手間と時間がかかること。
【解決手段】 この曲り矯正装置では、矯正するワーク毎に振れ量に対する押込量との関係を平方根の三次式で近似する。ワーク単位で、式の定数を決定し、これを制御部の記憶部に記憶させておく。特定のワークの矯正を行う場合、当該ワークの情報を入力することで当該ワークに用いる三次式が記憶部から読み出され、読み出された三次式の変数にセンサーにより計測された振れ量を代入する。これにより押込量計算部において必要な押込量が算出される。パンチはこの押込量だけワークWを押し込むように制御される。
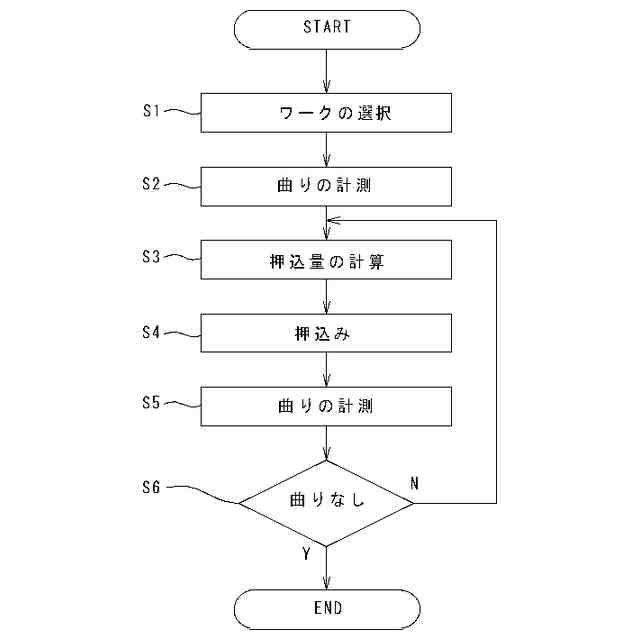
【選択図】 図5
特許請求の範囲
【請求項1】
ワークの両端を受け座に載せて当該ワークの振れ量を計測する計測手段と、
当該計測手段により計測した振れ量に対する前記ワークの押込量をワークごとに設定した平方根の3次式を含む計算式により計算する押込量計算手段と、
ワーク毎に前記計算式の定数を記憶する記憶手段と、
押込量計算手段により計算した押込量だけ前記ワークを押込むパンチ手段と、
を有する曲り矯正装置。
続きを表示(約 70 文字)
【請求項2】
前記平方根の3次式は、
y=a3√x+b√x+cx+d
である請求項1に記載の曲り矯正装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、長尺物のワークの曲がりを矯正するための曲がり矯正装置及び矯正プログラムに関するものである。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
従来から金属棒の曲がりを矯正する装置として、特許文献1に記載されているようなものが知られている。この曲り矯正装置は、長尺物のワークの両端を支持する支持ロールと、当該ワークのうち支持ロールの間の部分を押す加圧ロールとを備えている。ワークは、自動的に送られ且つ支持ロールで支持された状態でその支持部分の中間位置に対して加圧ロールで加圧し、ワークの曲がりを矯正する。
【先行技術文献】
【特許文献】
【0003】
特開平1-278915号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ここで、ワークを曲げ矯正する場合、曲り量を計測してその曲り量に応じて押し込むことで塑性変形をさせる作業となる。具体的には、曲り量の大きいものは多く押し込み、曲り量の小さなものは少なく押し込むことで、狙った範囲で塑性変形させ矯正を行う。また、作業者が手作業で矯正を行う場合、まずワークの振れを測定し、必要となる押し込みの程度は作業者の経験値に基づいて瞬時に判断している。
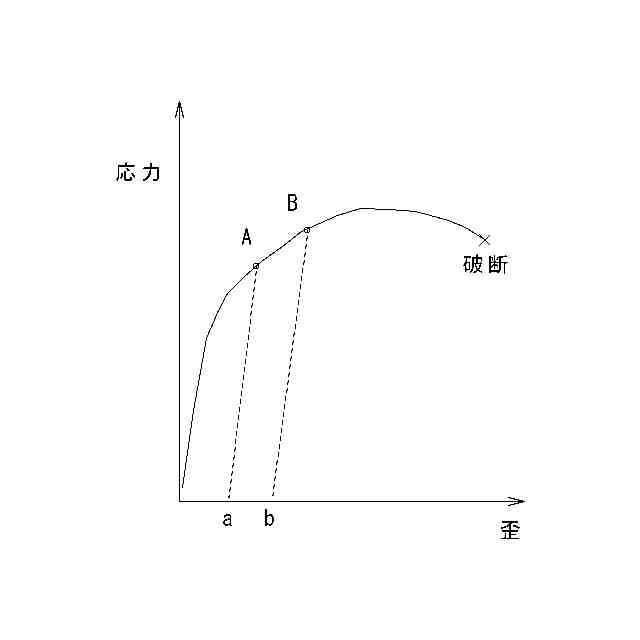
【0005】
また、ワークの曲げ矯正の手順は、ワークの応力-歪線図により説明できる。図8に、一般的な応力-歪線図を示す。ワークにその耐力以上の応力をかけて塑性変形させることで矯正を行うところ、まずAまで応力をかけて離すと線分aの歪が塑性変形として残る。同様に、Bまで応力をかけると線分bの歪が残る。同様に応力を増すとワークの引っ張り強さ付近から次第にクラックが発生し、破断に至る。このように、塑性変形領域では応力と歪の関係は線形ではなく、明らかに非線形の形態を示している。
【0006】
このような曲げ矯正においては、ワークの振れ量を計測し、その結果に基づいて押し込み量を決定し、これを繰り返すことでワークの曲げ矯正を行っていたが、ワークの振れ量に対してこれを矯正するための適切な押し込み量が経験則で行われていたり、単純な計算に基づいて押し込み量を決定していたりすることで、ワークの押し込みを何度も繰り返し行い、最終的に曲げを矯正するようにしていたため、手間と時間がかかるという問題点があった。本発明は、係る課題を解決するためになされたものである。
【課題を解決するための手段】
【0007】
本発明に係る曲り矯正装置は、ワークの両端を受け座に載せて当該ワークの振れ量を計測する計測手段と、当該計測手段により計測した振れ量に対する前記ワークの押込量をワークごとに設定した平方根の3次式を含む計算式により計算する押込量計算手段と、ワーク毎に前記計算式の定数を記憶する記憶手段と、押込量計算手段により計算した押込量だけ前記ワークを押込むパンチ手段とを有するものである。
【図面の簡単な説明】
【0008】
本発明の実施の形態1に係る曲り矯正装置を示す構成図である。
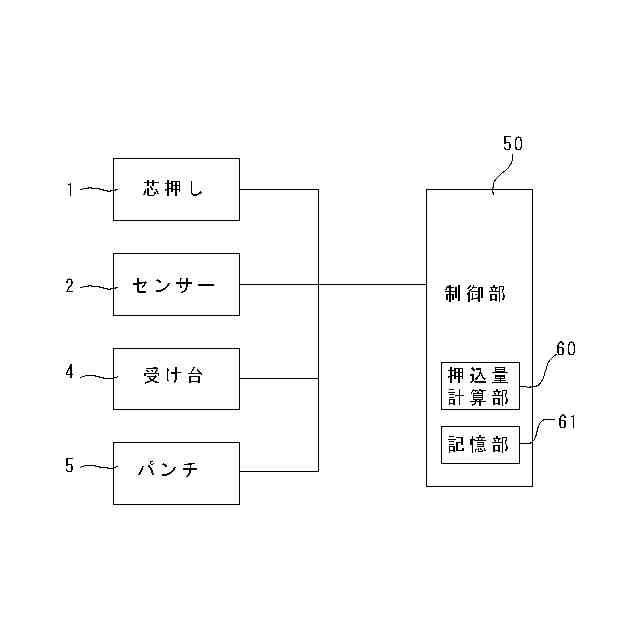
曲り矯正装置のシステム構成図である。
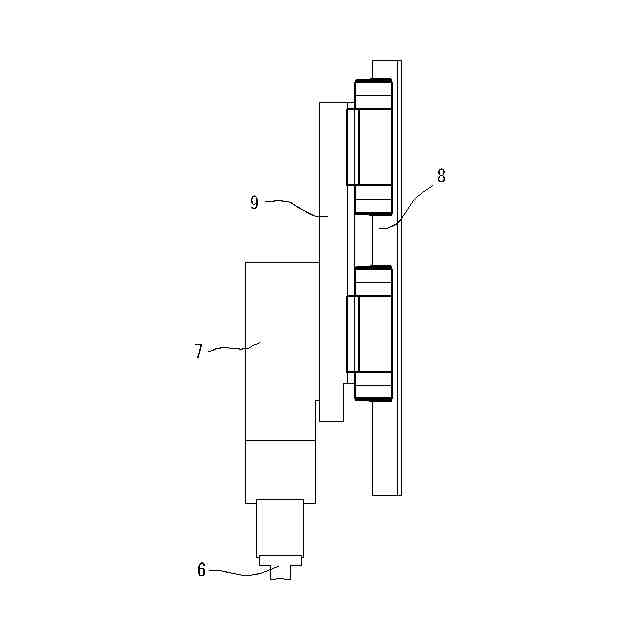
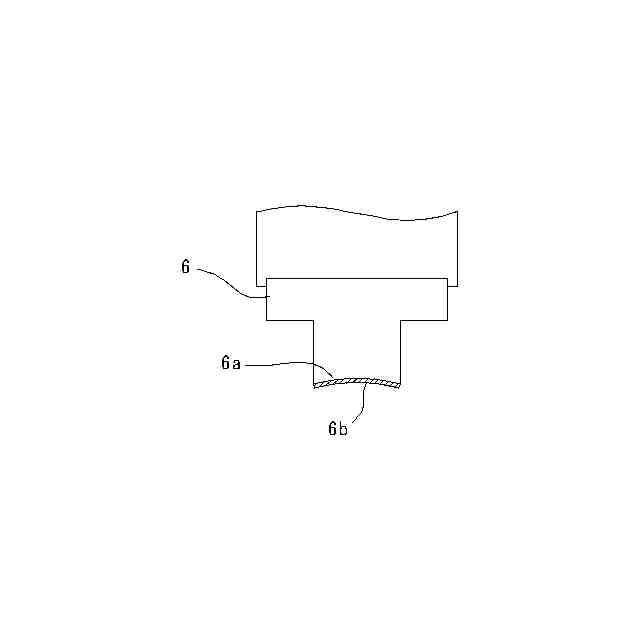
図1に示したパンチを示す構成図である。
図3の一部拡大図である。
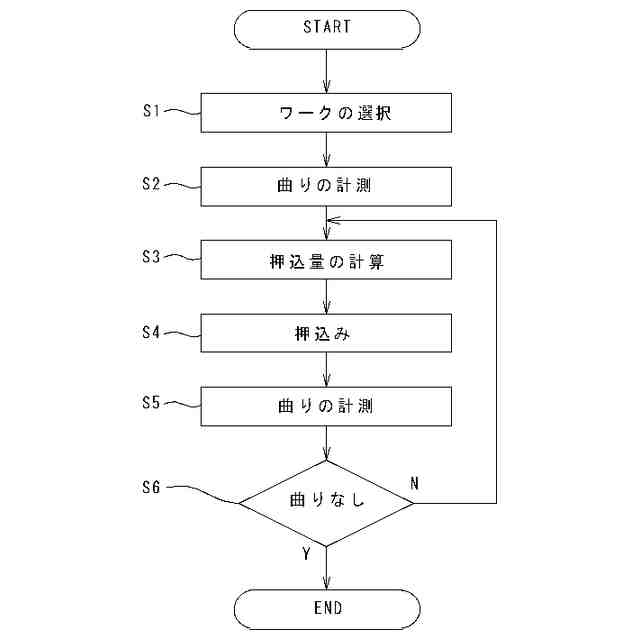
この曲り矯正装置の動作を示すフローチャートである。
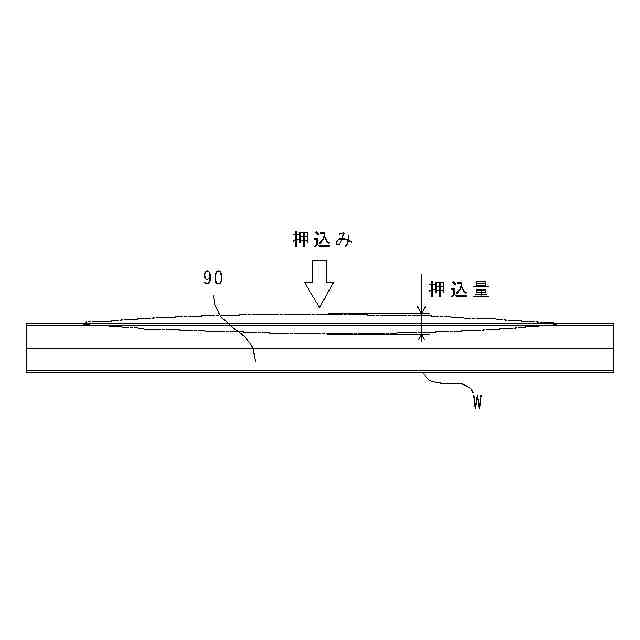
曲り矯正装置の動作を示す説明図である。
曲り矯正装置の動作を示す説明図である。
一般的な応力-歪線図である。
【発明を実施するための形態】
【0009】
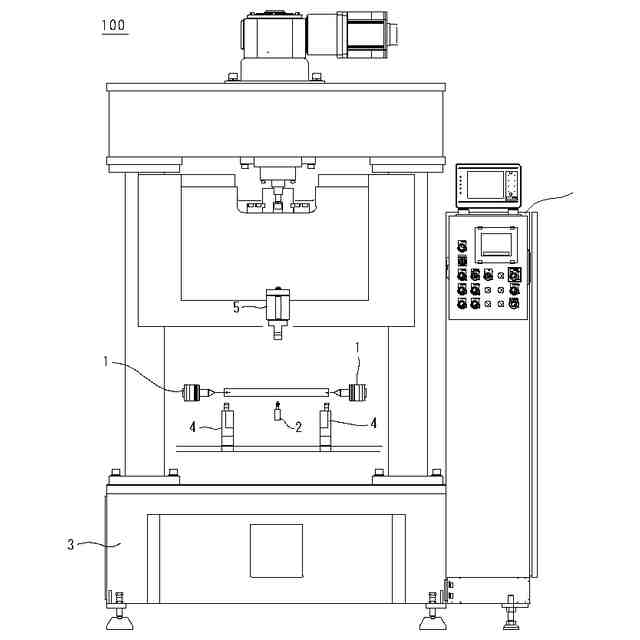
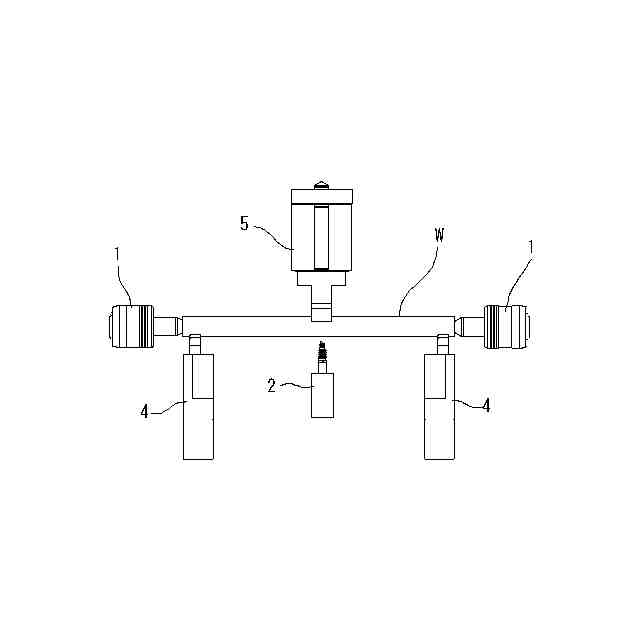
図1は、本発明の実施の形態1に係る曲り矯正装置を示す構成図である。図2は、曲り矯正装置のシステム構成図である。この曲り矯正装置100は、長尺物のワークを左右から回転可能に支持する一対の芯押し1と、当該ワークと共に芯押し1を回転させるサーボモータとを有する。ベッド3上の前記芯押し1と芯押し1との中央位置にはワークWの振れを検出するセンサー2が設けられている。当該センサー2は、例えばタッチプローブや反射型レーザ変位計である。前記芯押し1は先端が円錐形状であり中空パイプのワークWの内側に差し込むことで実質的に軸芯をもってワークWを支持する。一対の芯押し1は、前記サーボモータを配置した芯押し台に設けられ、手動又は自動でワークWの軸方向に送られる(図示省略)。
【0010】
ベッド3上には、前記ワークWの両端近傍を支持する一対の受け座4が配置される。更に、前記ワークWの軸方向であって前記受け座4と受け座4との間の上方位置には、ワークWを押すパンチ5が設けられる。また、曲り矯正装置100では、パンチ5やワークWを動かすためのサーボモータやそのドライバ等を各種のエンコーダやセンサー2の出力信号に基づいて制御する制御装置50を有する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
21日前
株式会社プロテリアル
鍛造装置
2か月前
個人
ハゼ折鋼板のハゼ締め装置
5か月前
村田機械株式会社
プレス機械
5か月前
株式会社オプトン
曲げ加工装置
25日前
株式会社プロテリアル
熱間鍛造用金型
6か月前
トヨタ自動車株式会社
金型装置
2か月前
株式会社不二越
NC転造盤
25日前
株式会社不二越
NC転造盤
3か月前
トヨタ紡織株式会社
金型装置
6か月前
株式会社ゴーシュー
歯車素材
6か月前
日伸工業株式会社
加工システム
5か月前
株式会社アマダ
曲げ加工機
20日前
日産自動車株式会社
逐次成形方法
6か月前
日産自動車株式会社
逐次成形方法
1か月前
A株式会社
接合部材、及び、骨組み構造体
5か月前
株式会社カネミツ
筒張出部形成方法
2か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
12日前
株式会社三明製作所
転造装置
2か月前
株式会社吉野機械製作所
プレス機械
2か月前
株式会社不二越
転造加工用平ダイス
6日前
加藤軽金属工業株式会社
押出材の加工装置
1か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
5か月前
東洋製罐株式会社
有底筒状体加工装置
3か月前
東洋製罐株式会社
有底筒状体加工装置
1か月前
トヨタ自動車株式会社
熱間鍛造用金型
2か月前
本田技研工業株式会社
鍛造用金型
26日前
株式会社エナテック
製品分離システム
20日前
株式会社カネミツ
歯付円筒体形成方法
2か月前
ニデック株式会社
金型及び打ち抜き方法
6か月前
日本製鉄株式会社
圧延装置
24日前
大同特殊鋼株式会社
横型鍛造装置
5か月前
冨士発條株式会社
トリミング装置
6か月前
トックス プレソテクニック株式会社
接合装置
19日前
株式会社不二越
転造加工用鋼製平ダイス
5か月前
日本製鉄株式会社
圧延装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































