TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024123323
公報種別
公開特許公報(A)
公開日
2024-09-12
出願番号
2023030631
出願日
2023-03-01
発明の名称
金型及び打ち抜き方法
出願人
ニデック株式会社
代理人
個人
,
個人
主分類
B21D
28/24 20060101AFI20240905BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】加工対象ごとに打ち抜く位置を変更可能であり、且つ、コンパクトな構成の金型を提供する。
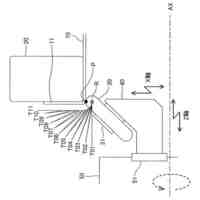
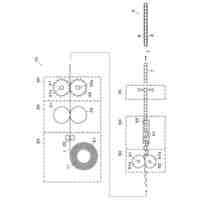
【解決手段】金型は、ダイと、軸線に沿って移動するパンチとによって、加工対象に打ち抜き加工をするための金型である。金型は、軸線を中心として回転可能な回転部と、軸線が延びる方向である軸線方向から見て、回転部とダイとの間で、軸線を囲んで環状に並ぶ複数のパンチと、回転部を、軸線を中心として回転させる回転駆動部と、軸線方向に移動することにより回転部を軸線方向に移動させる軸方向移動部と、を有する。回転部は、パンチ側の端面上の一部に第1逃し部を有する。第1逃し部は、パンチの回転部側の一部を収容可能な形状を有する窪みである。回転駆動部は、回転部を、軸線を中心として回転させることにより、軸線方向から見て、複数のパンチのうち一部のパンチの回転部側の端部と重なる位置に第1逃し部を位置付ける。
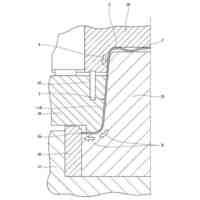
【選択図】図1
特許請求の範囲
【請求項1】
ダイと、軸線に沿って移動するパンチとによって、加工対象に打ち抜き加工をするための金型であって、
前記軸線を中心として回転可能な回転部と、
前記軸線が延びる方向である軸線方向から見て、前記回転部と前記ダイとの間で、前記軸線を囲んで環状に並ぶ複数の前記パンチと、
前記回転部を、前記軸線を中心として回転させる回転駆動部と、
前記軸線方向に移動することにより前記回転部を前記軸線方向に移動させる軸方向移動部と、
を有し、
前記回転部は、
前記パンチ側の端面上の一部に第1逃し部を有し、
前記第1逃し部は、
前記パンチの前記回転部側の一部を収容可能な形状を有する窪みであり、
前記回転駆動部は、
前記回転部を、前記軸線を中心として回転させることにより、前記軸線方向から見て、前記複数のパンチのうち一部のパンチの前記回転部側の端部と重なる位置に前記第1逃し部を位置付ける、
金型。
続きを表示(約 1,500 文字)
【請求項2】
請求項1に記載の金型において、
前記回転部における前記窪みの側面は、
前記回転部を前記軸線方向から見て、周方向の一側に位置する側面部及び前記周方向の他側に位置する側面部を有し、
前記周方向の一側に位置する側面部及び前記周方向の他側に位置する側面部のうち少なくとも一方の側面部は、第1傾斜面を有し、
前記第1傾斜面は、
前記窪みの開口に向かうにつれて、他方の側面部から離れる方向に傾く面である、
金型。
【請求項3】
請求項2に記載の金型において、
前記複数のパンチの前記端部は、
前記回転部の前記窪み内に収容された状態で、前記窪みの前記第1傾斜面と対向する部分に第2傾斜面を有し、
前記第2傾斜面は、
前記パンチの前記回転部側の先端に向かうにつれて、前記周方向に隣り合うパンチから離れる方向に傾く面である、
金型。
【請求項4】
請求項3に記載の金型において、
前記軸線方向と前記窪みの前記第1傾斜面とがなす角度は、前記軸線方向と前記パンチの前記第2傾斜面とがなす角度よりも大きい、
金型。
【請求項5】
請求項3に記載の金型において、
前記回転駆動部は、
前記回転部を、回転方向の一方または他方に回転させ、
前記回転部における前記窪みの前記周方向の一側に位置する側面部及び前記周方向の他側に位置する側面部は、それぞれ前記第1傾斜面を有する、
金型。
【請求項6】
請求項1から請求項5のいずれか一つに記載の金型において、
前記回転部は、
前記パンチ側の端面上において、前記軸線方向から見て前記複数のパンチの前記端部と重なる部分に、前記パンチの前記端部と接触する接触部を有し、
前記複数のパンチの前記端部は、
前記回転部の前記接触部と接触する被接触部を有し、
前記接触部は、前記軸線方向に垂直な面であり、
前記被接触部は、前記軸線方向に垂直な面である、
金型。
【請求項7】
請求項1に記載の金型において、
前記回転部は、
前記パンチ側とは反対側の端部に、軸線方向に突出する突出部を有し、
前記軸方向移動部は、
前記回転部に対して前記反対側に位置し、
前記回転部側の端面上に第2逃し部を有し、
前記第2逃し部は、
前記回転部の前記突出部を収容可能な大きさを有する窪みであり、
前記軸方向移動部は、
前記軸線方向から見て、前記回転部の前記突出部が前記第2逃し部と重なる位置と、重ならない位置との間を移動可能である、
金型。
【請求項8】
請求項1に記載の金型を用いて加工対象に打ち抜き加工をする打ち抜き方法であって、
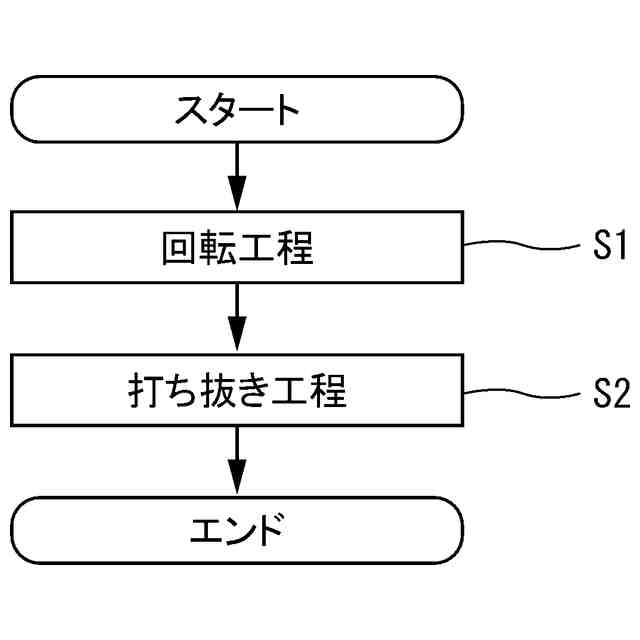
前記回転部を前記回転駆動部によって前記軸線を中心として回転させて、前記軸線方向から見て前記複数のパンチのそれぞれの前記回転部側の端部と重なる位置に、接触部または前記第1逃し部を位置付ける回転工程と、
前記軸方向移動部によって前記回転部を前記軸線方向に移動させて、前記第1逃し部が位置付けられた前記パンチの前記回転部側の一部を前記第1逃し部の前記窪み内に収容し、且つ、前記接触部が位置付けられた前記パンチの前記端部に前記回転部を接触させ、前記接触部が位置付けられた前記パンチによって前記加工対象を打ち抜く打ち抜き工程と、
を有する、
打ち抜き方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金型及び打ち抜き方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
加工対象を打ち抜き加工するための金型が知られている。例えば、特許文献1には、回転体、複数の抜きパンチ、複数の被駆動カム及び複数の駆動カムを有する上型と、抜きダイとを有する抜き加工装置が開示されている。前記抜き加工装置の前記被駆動カムは、抜きダイ側に移動すると、抜きパンチを前記抜きダイ側に押す。前記駆動カムは、回転体が回転すると当該回転体と一体に移動し、複数の被駆動カムを逐次抜きパンチ側に押圧し、前記抜きパンチと前記抜きダイとの間の金属帯板に回転方向に並ぶ複数の通孔を形成する。
【先行技術文献】
【特許文献】
【0003】
特開2013-166172号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、ダイとパンチとで加工対象を打ち抜く工程において、加工対象ごとに打ち抜く位置を変更したい場合がある。この場合、それぞれの位置を打ち抜くために、複数の金型を準備するか、それぞれ別の金型を有する複数の加工ステージを用意する必要があった。この場合、加工装置が大型化するという問題があった。
【0005】
前記特許文献1には、加工対象に対して異なる位置に逐次通孔を形成しつつ、小型化が可能な構成が開示されている。しかしながら、特許文献1の加工装置は、複数の通孔を連続的に形成する構成を有しているだけであり、加工対象ごとに通孔を形成する位置を変更可能な構成を有していない。したがって、加工対象ごとに打ち抜く位置を変更可能であり、且つ、コンパクトな構成の金型が求められている。
【0006】
本発明の目的は、加工対象ごとに打ち抜く位置を変更可能であり、且つ、コンパクトな構成の金型を提供することである。
【課題を解決するための手段】
【0007】
本発明の例示的な一実施形態に係る金型は、ダイと、軸線に沿って移動するパンチとによって、加工対象に打ち抜き加工をするための金型である。前記金型は、前記軸線を中心として回転可能な回転部と、前記軸線が延びる方向である軸線方向から見て、前記回転部と前記ダイとの間で、前記軸線を囲んで環状に並ぶ複数の前記パンチと、前記回転部を、前記軸線を中心として回転させる回転駆動部と、前記軸線方向に移動することにより前記回転部を前記軸線方向に移動させる軸方向移動部と、を有する。前記回転部は、前記パンチ側の端面上の一部に第1逃し部を有する。前記第1逃し部は、前記パンチの前記回転部側の一部を収容可能な形状を有する窪みである。前記回転駆動部は、前記回転部を、前記軸線を中心として回転させることにより、前記軸線方向から見て、前記複数のパンチのうち一部のパンチの前記回転部側の端部と重なる位置に前記第1逃し部を位置付ける。
【0008】
本発明の例示的な一実施形態に係る打ち抜き方法は、前記金型を用いて加工対象に打ち抜き加工をする打ち抜き方法である。前記打ち抜き方法は、前記回転部を前記回転駆動部によって前記軸線を中心として回転させて、前記軸線方向から見て前記複数のパンチのそれぞれの前記回転部側の端部と重なる位置に、接触部または前記第1逃し部を位置付ける回転工程と、前記軸方向移動部によって前記回転部を前記軸線方向に移動させて、前記第1逃し部が位置付けられた前記パンチの前記回転部側の一部を前記第1逃し部の前記窪み内に収容し、且つ、前記接触部が位置付けられた前記パンチの前記端部に前記回転部を接触させ、前記接触部が位置付けられた前記パンチによって前記加工対象を打ち抜く打ち抜き工程と、を有する。
【発明の効果】
【0009】
本発明によれば、加工対象ごとに打ち抜く位置を変更可能であり、且つ、コンパクトな構成の金型を提供することができる。
【図面の簡単な説明】
【0010】
図1は、実施形態1に係る金型の概略構成を模式的に示す図である。
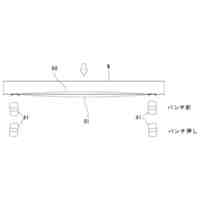
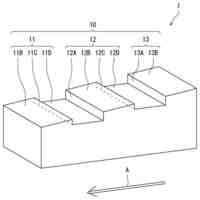
図2は、加工対象の打ち抜き領域の一例を示す平面図である。
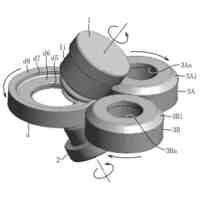
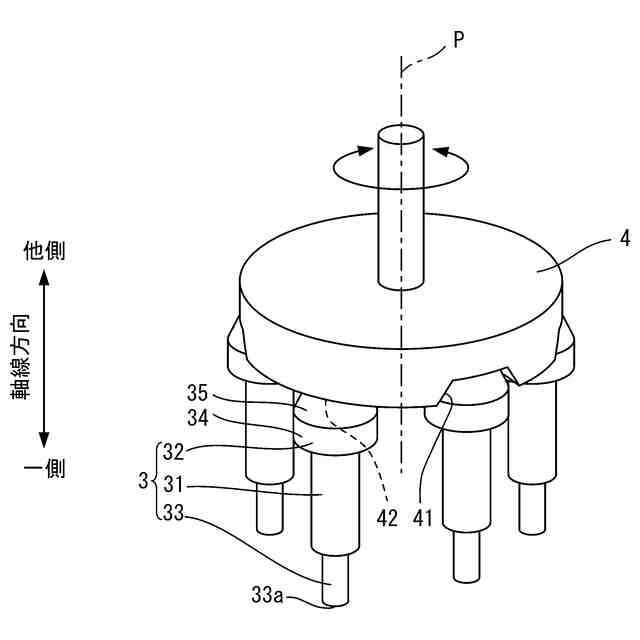
図3は、回転部及び複数のパンチの概略構成を示す斜視図である。
図4は、複数のパンチを回転部から離隔させて示す斜視図である。
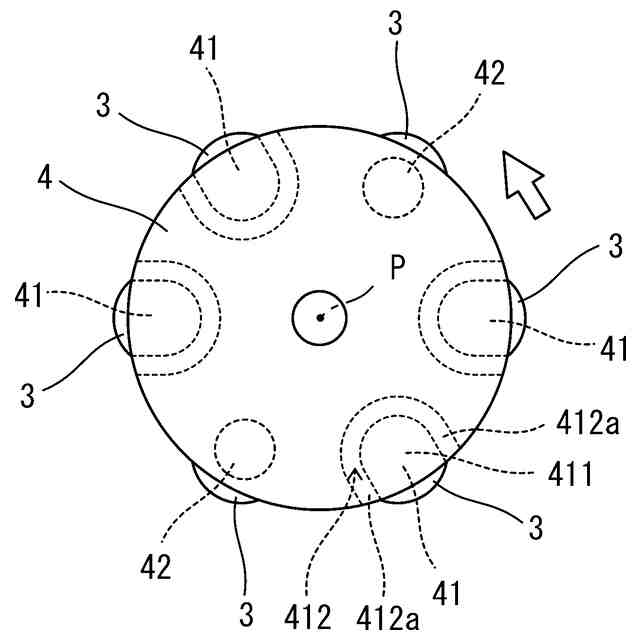
図5は、回転部及び複数のパンチを軸線方向から見た図である。
図6は、回転部を複数のパンチに対して回転させた状態を示す斜視図である。
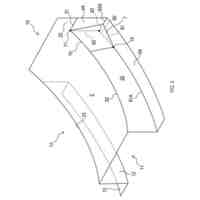
図7は、回転部の第1傾斜面と、パンチの第2傾斜面の関係を説明する図である。
図8は、回転部の第1逃し部内からパンチが抜き出される様子を説明する図である。
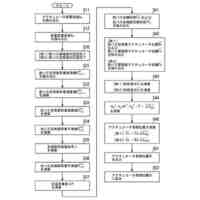
図9は、実施形態1に係る金型を用いた打ち抜き方法を示すフローチャートである。
図10は、加工対象の第1の領域が打ち抜かれた状態を示す平面図である。
図11は、加工対象の第2の領域を打ち抜く場合の複数のパンチに対する回転部の回転位置を説明する図である。
図12は、加工対象の第2の領域が打ち抜かれた状態を示す平面図である。
図13は、加工対象の第3の領域を打ち抜く場合の複数のパンチに対する回転部の回転位置を説明する図である。
図14は、加工対象の第3の領域が打ち抜かれた状態を示す平面図である。
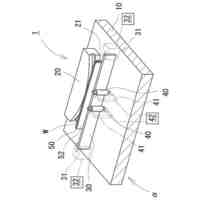
図15は、実施形態2に係る金型の概略構成を模式的に示す図である。
図16は、実施形態2に係る金型の動作を説明する図である。
図18は、実施形態2に係る金型の動作を説明する図である。
図18は、実施形態2に係る金型の動作を説明する図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
22日前
株式会社オプトン
曲げ加工装置
26日前
株式会社不二越
NC転造盤
26日前
株式会社アマダ
曲げ加工機
21日前
日産自動車株式会社
逐次成形方法
1か月前
株式会社吉野機械製作所
プレス機械
2か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
13日前
加藤軽金属工業株式会社
押出材の加工装置
1か月前
株式会社不二越
転造加工用平ダイス
7日前
株式会社エナテック
製品分離システム
21日前
本田技研工業株式会社
鍛造用金型
27日前
東洋製罐株式会社
有底筒状体加工装置
1か月前
トックス プレソテクニック株式会社
接合装置
20日前
日本製鉄株式会社
圧延装置
25日前
日本製鉄株式会社
圧延装置
1か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
今日
株式会社IKS
滑り止め構造
1か月前
三菱重工業株式会社
ひずみ計測方法
1か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
1か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
1か月前
フタバ産業株式会社
パイプの製造方法
1か月前
アイダエンジニアリング株式会社
アシスト絞り成形装置
18日前
日本製鉄株式会社
鋼板の熱間圧延方法
1か月前
株式会社ジーテクト
プレス成形方法およびプレス成形装置
25日前
ユニプレス株式会社
ホットスタンプ製品の製造方法
今日
株式会社コタニ
ローリング鍛造方法及び装置
4日前
日本ゲージ株式会社
可倒式受け座及び曲がり矯正装置
1か月前
日本ゲージ株式会社
曲がり矯正装置及び矯正プログラム
1か月前
フタバ産業株式会社
プレス成形品の製造方法
1か月前
株式会社三五
フランジング工法
11日前
株式会社田辺金具
トングの製造方法
4日前
株式会社不二越
転造加工用平ダイスおよびその製造方法
20日前
株式会社神戸製鋼所
多段圧延機の形状制御方法
2か月前
株式会社アマダ
板金加工方法及び板金加工用金型
1か月前
株式会社東晃製作所
曲げ加工装置及び曲げ加工方法
2か月前
城山工業株式会社
強度部材の製造装置および強度部材の製造方法
2か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ