TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025049970
公報種別
公開特許公報(A)
公開日
2025-04-04
出願番号
2023158514
出願日
2023-09-22
発明の名称
トングの製造方法
出願人
株式会社田辺金具
代理人
弁理士法人牛木国際特許事務所
主分類
B21B
1/00 20060101AFI20250327BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】圧延工程を自動化した製造装置によるトングの製造方法を提供することを目的とする。
【解決手段】本発明のトングの製造方法は、素材金属板8を保持して移動する第1の保持搬送機17とロール圧延機3を備える素材圧延装置1を使用したトングの製造方法であって、ロール圧延機3は、上ロール18と、上ロール18に対向して配置された下ロール19と、を有し、第1の保持搬送機17は、上ロール18と下ロール19の隙間に素材金属板8を搬送し、素材金属板8が上ロール18と下ロール19により挟まれ、第1の保持搬送機17が往復動すると共に、上ロール18と下ロール19が回転することにより素材金属板8が圧延加工される。
【選択図】図1
特許請求の範囲
【請求項1】
素材金属板を保持して移動する保持搬送機とロール圧延機を備える素材圧延装置を使用したトングの製造方法であって、
前記ロール圧延機は、上ロールと、前記上ロールに対向して配置された下ロールと、を有し、
前記保持搬送機は、前記上ロールと前記下ロールの隙間に前記素材金属板を搬送し、
前記素材金属板が前記上ロールと前記下ロールにより挟まれ、
前記保持搬送機が往復動すると共に、前記上ロールと前記下ロールが回転することにより前記素材金属板が圧延加工されることを特徴とするトングの製造方法。
続きを表示(約 720 文字)
【請求項2】
前記上ロールは、回転軸方向から見た場合に真円形状を有し、
前記下ロールは、回転軸方向から見た場合に真円形状を有し、
前記上ロールの圧延面部は、前記回転軸方向と直交する方向から見た場合に、外方向に僅かに凸の円弧形状を有し、
前記下ロールの圧延面部は、前記回転軸方向と直交する方向から見た場合に、外方向に僅かに凸の円弧形状を有することを特徴とする請求項1に記載のトングの製造方法。
【請求項3】
前記素材圧延装置が、前記保持搬送機と前記ロール圧延機を制御する制御装置を備え、
前記制御装置により、前記保持搬送機の往復動の回数、速度、移動距離、前記上ロール及び前記下ロールの回転速度、回転回数、回転角度が設定されることを特徴とする請求項1に記載のトングの製造方法。
【請求項4】
前記保持搬送機が往復動している間は、前記素材金属板が前記上ロールと前記下ロールに接していることを特徴とする請求項1に記載のトングの製造方法。
【請求項5】
前記素材金属板の形状を検出する画像センサを備え、
前記圧延加工後に前記画像センサにより前記素材金属板の形状を検出することを特徴とする請求項1に記載のトングの製造方法。
【請求項6】
前記保持搬送機が往復動している間に、前記上ロールと前記下ロールとの間隔が変化することを特徴とする請求項1に記載のトングの製造方法。
【請求項7】
ロール圧延機が、前記上ロールを前記下ロールに近づく方向と離れる方向にさせる移動装置を備えることを特徴とする請求項1に記載のトングの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、食品や食材のような把持対象物を把持して取り出すトングの製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
従来、本願出願人は、特許文献1に記載のようなトングを製造しているが、弾性弯曲状部(5)の厚みを薄くするため、製造工程において圧延加工を行っている。圧延加工は、回転可能に配設された上下2つのロールの間に弾性弯曲状部(5)となる部分を複数回通し、薄く加工するものである。
【先行技術文献】
【特許文献】
【0003】
特許第4022924号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、弾性弯曲状部(5)を所定の厚さにまで薄くするためには、1つのトングを製造するために上下に配設されたロールの間を数回~数十回通す必要があった。そのため、多くのトングを製造する場合には、手作業で圧延加工を行うと非常に多くの時間がかかっていた。
【0005】
そこで、本発明は以上の問題を解決し、圧延工程を自動化した製造装置によるトングの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明に係るトングの製造方法は、素材金属板を保持して移動する保持搬送機とロール圧延機を備える素材圧延装置を使用したトングの製造方法であって、前記ロール圧延機は、上ロールと、前記上ロールに対向して配置された下ロールと、を有し、前記保持搬送機は、前記上ロールと前記下ロールの隙間に前記素材金属板を搬送し、前記素材金属板が前記上ロールと前記下ロールにより挟まれ、前記保持搬送機が往復動すると共に、前記上ロールと前記下ロールが回転することにより前記素材金属板が圧延加工されることを特徴とする。
【発明の効果】
【0007】
本発明によれば、トングの折曲部の圧延加工を自動で行うことができ、手作業と比較して圧延工程の時間を短縮することができる。
【図面の簡単な説明】
【0008】
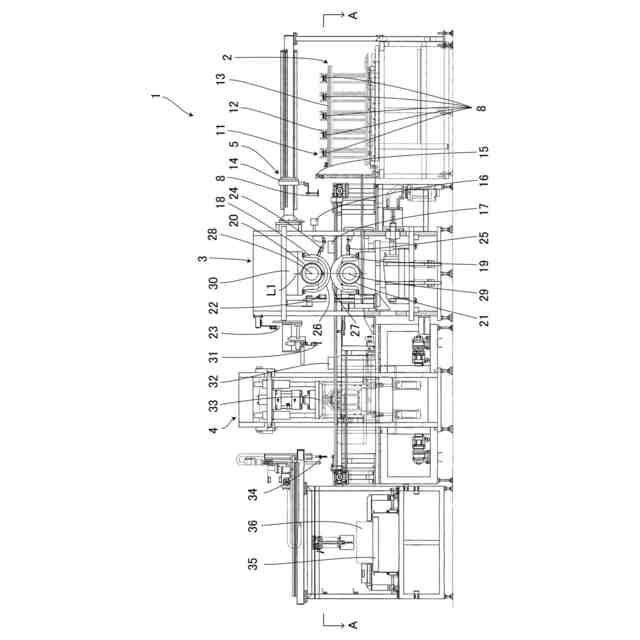
本発明の一実施形態における素材圧延装置の正面図である。
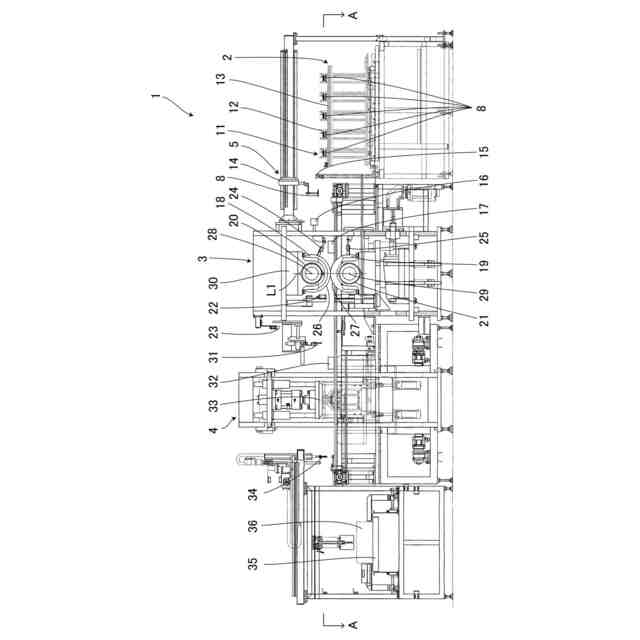
図1のA-A断面図である。
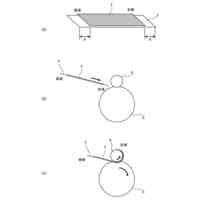
本発明の一実施形態における圧延加工直前の素材金属板と上ロールと下ロールを示す図である。
本発明の一実施形態における圧延加工中の素材金属板と上ロールと下ロールを示す図である。
本発明の一実施形態における(A)第1の保持搬送機が前側に移動した状態の素材金属板と上ロールと下ロールを示す図、(B)第1の保持搬送機が後側に移動した状態の素材金属板と上ロールと下ロールを示す図である。
本発明の一実施形態における制御装置を示す図である。
本発明の一実施形態における表示画面の圧延条件1/2を示す図である。
本発明の一実施形態における表示画面の圧延条件2/2を示す図である。
本発明の一実施形態における表示部を示す図である。
本発明の一実施形態におけるトングの製造工程表を示す図である。
【発明を実施するための形態】
【0009】
以下、本発明における好ましい実施形態について、添付図面を参照して説明する。なお、これらの全図面にわたり、共通する部分には共通する符号を付すものとする。また、以下に説明される構成の全てが、本発明の必須要件であるとは限らない。
【0010】
図1及び図2は、本発明に係るトングの製造方法に使用する素材圧延装置1の一実施形態を示している。素材圧延装置1は、素材供給機2と、ロール圧延機3と、プレスカット機4と、複数の搬送機から構成される搬送装置5と、制御装置6と、を有する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
2か月前
株式会社プロテリアル
鍛造装置
4か月前
トヨタ自動車株式会社
金型装置
4か月前
株式会社オプトン
曲げ加工装置
2か月前
株式会社不二越
NC転造盤
2か月前
トヨタ紡織株式会社
プレス金型
1か月前
トヨタ紡織株式会社
プレス装置
21日前
株式会社西田製作所
パンチャーヘッド
21日前
工機ホールディングス株式会社
ニブラ
14日前
株式会社トラバース
パンチング加工装置
1か月前
株式会社TMEIC
監視装置
1か月前
株式会社アマダ
曲げ加工機
2か月前
日産自動車株式会社
逐次成形方法
3か月前
トヨタ自動車株式会社
打ち抜き加工方法
8日前
株式会社不二越
転造加工用平ダイス
1か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
2か月前
加藤軽金属工業株式会社
押出材の加工装置
2か月前
株式会社吉野機械製作所
プレス機械
3か月前
株式会社カネミツ
筒張出部形成方法
3か月前
トヨタ紡織株式会社
プレス金型装置
21日前
株式会社三明製作所
転造装置
4か月前
トヨタ自動車株式会社
熱間鍛造用金型
4か月前
株式会社エナテック
製品分離システム
2か月前
株式会社カネミツ
歯付円筒体形成方法
4か月前
本田技研工業株式会社
鍛造用金型
2か月前
東洋製罐株式会社
有底筒状体加工装置
3か月前
トックス プレソテクニック株式会社
接合装置
2か月前
日本製鉄株式会社
圧延装置
2か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
1か月前
日本製鉄株式会社
圧延装置
3か月前
トヨタ紡織株式会社
モータコアの製造装置
4か月前
個人
日本刀の製造方法
4か月前
株式会社IKS
滑り止め構造
3か月前
JFEスチール株式会社
板巻き加工品の製造方法
27日前
日産自動車株式会社
金属板の曲げ加工方法
14日前
トヨタ紡織株式会社
パンチ及びプレス金型
13日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ