TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025016003
公報種別
公開特許公報(A)
公開日
2025-01-31
出願番号
2023118980
出願日
2023-07-21
発明の名称
曲げ加工装置及び曲げ加工方法
出願人
株式会社東晃製作所
代理人
個人
,
個人
,
個人
主分類
B21D
7/06 20060101AFI20250124BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
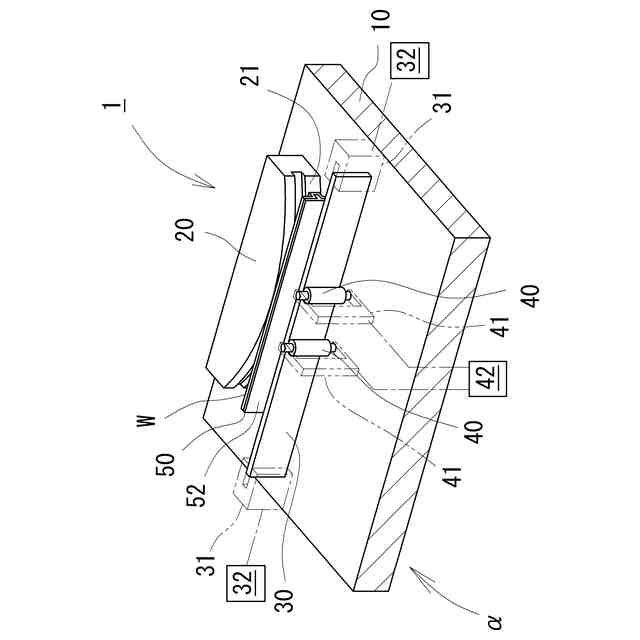
【課題】ワークを固定するためのテンションチャック等を不要とし、精度よく曲げ加工することのできる曲げ加工装置を提供する。
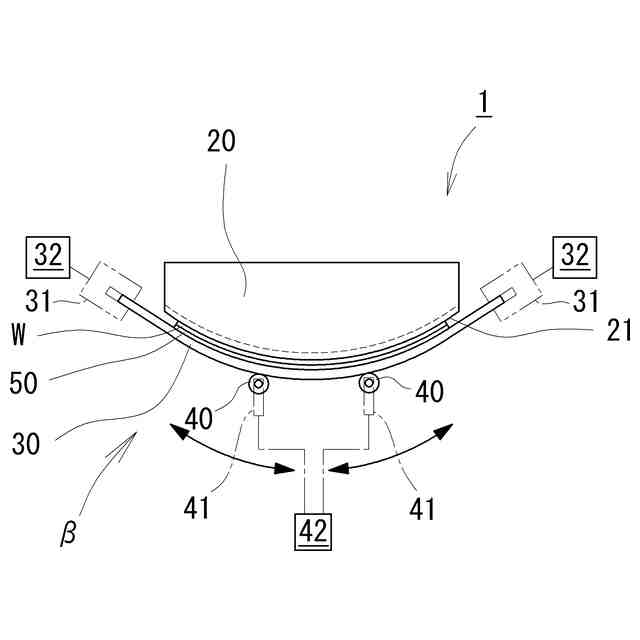
【解決手段】曲げ加工装置1は、湾曲形状成形面21が形成された湾曲形状型部20と、平板形状の通常状態αと、撓むような形状の湾曲状態とに状態変換自在な弾性板部30と、を具備し、弾性板部30がワークWの他側から圧着しながら湾曲状態に状態変換されてワークWが湾曲形状成形面21に倣うように圧着してワークWを所定形状に湾曲させる。
【選択図】図1
特許請求の範囲
【請求項1】
長尺状でかつ長尺方向に延びる軸線が直線状となる形状のワークを所定の方向に撓ませるように湾曲させて曲げ製品を得る曲げ加工装置であって、
ベース部と、
前記ベース部に配置され、前記ワークの両端が自由端である状態で当該ワークの一側の側面が圧接されて当該ワークを前記所定の方向に湾曲させる湾曲形状成形面が形成された湾曲形状型部と、
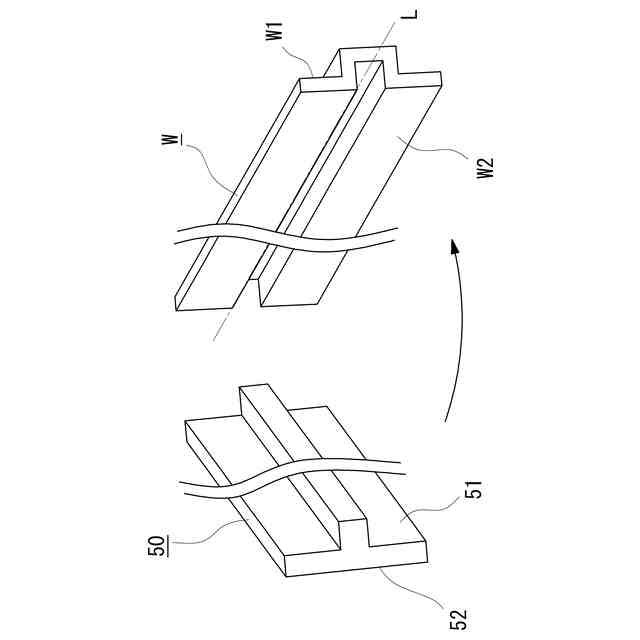
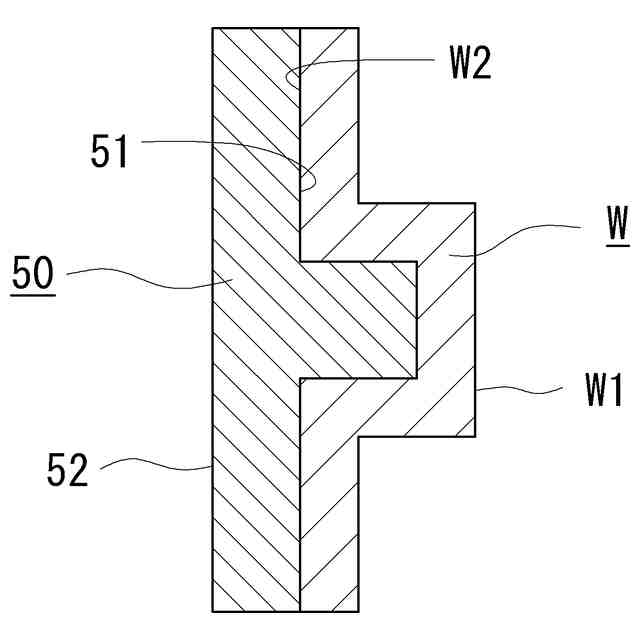
長尺で弾性変形自在な帯板形状であり、弾性変形していない通常状態から弾性変形して撓むように湾曲した湾曲状態へ状態変換自在な弾性板部と、
前記ワークの他側の側面に接触しており、当該ワークの長手方向と一致する方向に長尺である弾性変形自在な弾性直線形状型部と、
を備え、
前記ワークの他側の側面に前記弾性直線形状型部が接触し、かつ、当該ワークの一側の側面が前記湾曲形状型部の湾曲形状成形面に対置している状態において、
前記通常状態であって長手方向が前記弾性直線形状型部の長手方向と一致した前記弾性板部の一側の側面が、当該弾性直線形状型部における前記ワークが配されている側面とは反対側の側面に圧着しながら前記湾曲状態に状態変換することにより、当該弾性直線形状型部とともに前記ワークが前記湾曲形状成形面に沿うように変形しながら圧着して当該ワークが前記所定の方向に湾曲してなる
ことを特徴とする曲げ加工装置。
続きを表示(約 910 文字)
【請求項2】
前記弾性板部を基準として前記湾曲形状型部の湾曲形状成形面とは反対側に配置されたローラー部を備え、
前記ローラー部が、
前記湾曲状態に状態変換した弾性板部に圧着して、前記弾性板部の長手方向に沿って当該弾性板部の他側の側面上を転動してなる
請求項1に記載の曲げ加工装置。
【請求項3】
長尺状でかつ長尺方向に延びる軸線が直線状となる形状のワークを所定の方向に撓ませるように湾曲させて曲げ製品を得る曲げ加工方法であって、
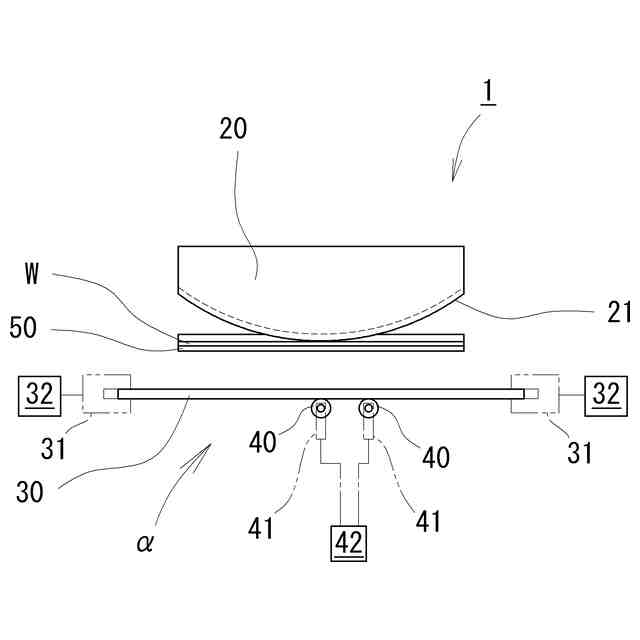
前記ワークの両端が自由端である状態で当該ワークの一側の側面が圧接されて当該ワークを前記所定の方向に湾曲させる湾曲形状成形面が形成された湾曲形状型部に対向するように前記ワークを配置して当該ワークの一側の側面を前記湾曲形状成形面に対置させるとともに、前記ワークの長手方向と一致する方向に長尺である弾性変形自在な弾性直線形状型部と前記ワークの他側の側面とを接触させる準備工程と、
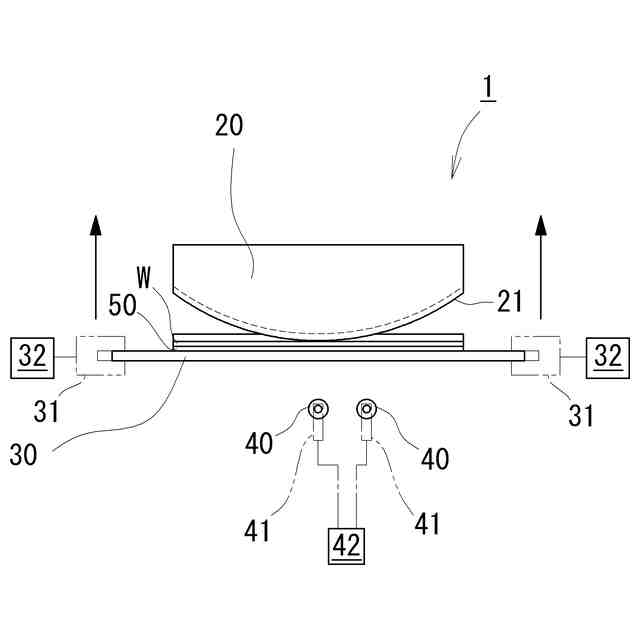
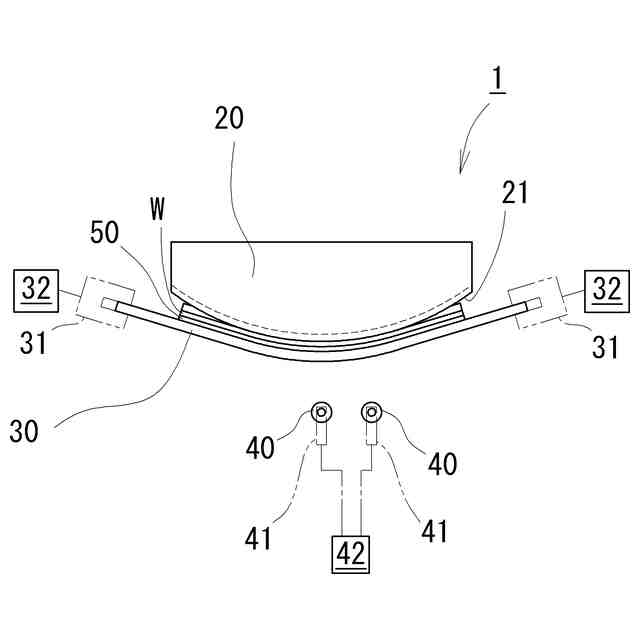
前記準備工程の後に、長尺で弾性変形自在な帯板形状であり、弾性変形していない通常状態から弾性変形して撓むように湾曲した湾曲状態へ状態変換自在な弾性板部を、前記通常状態において当該弾性板部の長手方向を前記弾性直線形状型部の長手方向と一致させた状態で当該弾性板部の一側の側面を、前記弾性直線形状型部における前記ワークが配されている側面とは反対側の側面に圧着しながら前記湾曲状態に状態変換することにより、当該弾性直線形状型部とともに前記ワークを、前記湾曲形状成形面に沿うように変形させながら当該湾曲形状成形面に圧着して当該ワークを前記所定の方向に湾曲させる曲げ加工工程と、
を含むことを特徴とする曲げ加工方法。
【請求項4】
さらに、前記弾性板部を基準として前記湾曲形状型部の湾曲形状成形面とは反対側に配置されたローラー部を、前記湾曲状態に状態変換した弾性板部に圧着させながら前記弾性板部の長手方向に沿って当該弾性板部の他側の側面上を転動させて前記ワークを前記湾曲形状成形面に沿って倣わせる倣い工程を含む
請求項3に記載の曲げ加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、長尺状のワークを所定の方向に撓ませるように湾曲させる曲げ加工装置、及びワークの曲げ加工方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来から、長尺状のワークを所定の方向に湾曲させる曲げ加工装置として、例えば特許文献1に開示されているようなストレッチベンダー機が知られている。このようなストレッチベンダー機にあっては、ワークの両端をテンションチャックに固定し、これをテンションシリンダーにより引張した後、金型に圧接させて曲げ加工を行う。
【先行技術文献】
【特許文献】
【0003】
特開2000-237825号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上述のストレッチベンダー機にあっては、ワークの両端がテンションチャックに固定されるため、当該両端部分は被加工部分とすることができない。また、ワークを引張しながら加工するためにテンションシリンダーが金型周りで旋回するので、広大なスペースを確保する必要がある。
【0005】
そこで本発明は、ワークを固定するためのテンションチャック等を不要とし、精度よく曲げ加工することのできる曲げ加工装置を提供することを目的とする。
【0006】
また本発明は、ワークを固定するためのテンションチャック等を不要とし、精度よく曲げ加工することのできる曲げ加工方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明は、長尺状でかつ長尺方向に延びる軸線が直線状となる形状のワークを所定の方向に撓ませるように湾曲させて曲げ製品を得る曲げ加工装置であって、ベース部と、前記ベース部に配置され、前記ワークの両端が自由端である状態で当該ワークの一側の側面が圧接されて当該ワークを前記所定の方向に湾曲させる湾曲形状成形面が形成された湾曲形状型部と、長尺で弾性変形自在な帯板形状であり、弾性変形していない通常状態から弾性変形して撓むように湾曲した湾曲状態へ状態変換自在な弾性板部と、前記ワークの他側の側面に接触しており、当該ワークの長手方向と一致する方向に長尺である弾性変形自在な弾性直線形状型部と、を備え、前記ワークの他側の側面に前記弾性直線形状型部が接触し、かつ、当該ワークの一側の側面が前記湾曲形状型部の湾曲形状成形面に対置している状態において、前記通常状態であって長手方向が前記弾性直線形状型部の長手方向と一致した前記弾性板部の一側の側面が、当該弾性直線形状型部における前記ワークが配されている側面とは反対側の側面に圧着しながら前記湾曲状態に状態変換することにより、当該弾性直線形状型部とともに前記ワークが前記湾曲形状成形面に沿うように変形しながら圧着して当該ワークが前記所定の方向に湾曲してなることを特徴とする曲げ加工装置である。
【0008】
かかる構成にあっては、前記弾性板部を弾性変形させて撓ませるように湾曲させながら前記ワークの一側の側面を湾曲形状成形面に順次圧着させていく。これにより、ワークの両端を引張するテンションチャック等が不要となり、ワークの両端は何ら拘束されない自由端の状態で曲げ加工することができる。したがって、ワークの両端にチャッキング用の保持代を設ける必要もなくなり、ワークの母材において歩留まりが飛躍的に向上する。また、ワークの端部まで精緻にR加工された曲げ製品が得られることになる。なお、弾性直線形状型部および弾性板部は、弾性変形自在な素材で構成されるため繰り返し使用することが可能である。
【0009】
また、前記弾性板部を基準として前記湾曲形状型部の湾曲形状成形面とは反対側に配置されたローラー部を備え、前記ローラー部が、前記湾曲状態に状態変換した弾性板部に圧着して、前記弾性板部の長手方向に沿って当該弾性板部の他側の側面上を転動してなる構成が提案される。
【0010】
かかる構成とすることにより、ワークが適正に湾曲形状成形面に倣いながら圧接されることになり、ワークの曲げ加工の精度をより向上させることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る

 特許ウォッチ
特許ウォッチ