TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025016040
公報種別
公開特許公報(A)
公開日
2025-01-31
出願番号
2023119046
出願日
2023-07-21
発明の名称
強度部材の製造装置および強度部材の製造方法
出願人
城山工業株式会社
代理人
個人
主分類
B21D
47/00 20060101AFI20250124BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】ハニカム構造の強度部材の製造コストを削減すること。
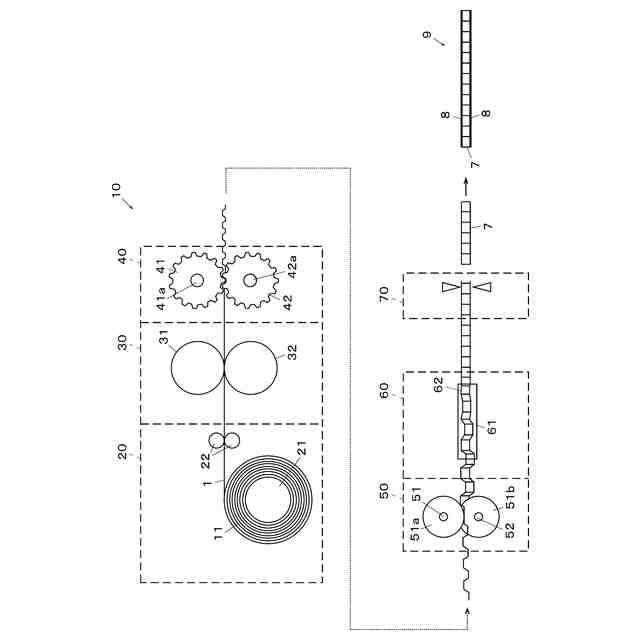
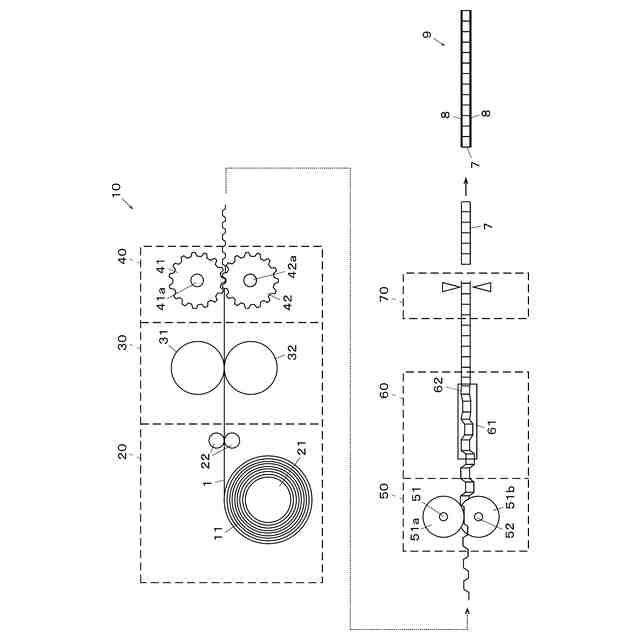
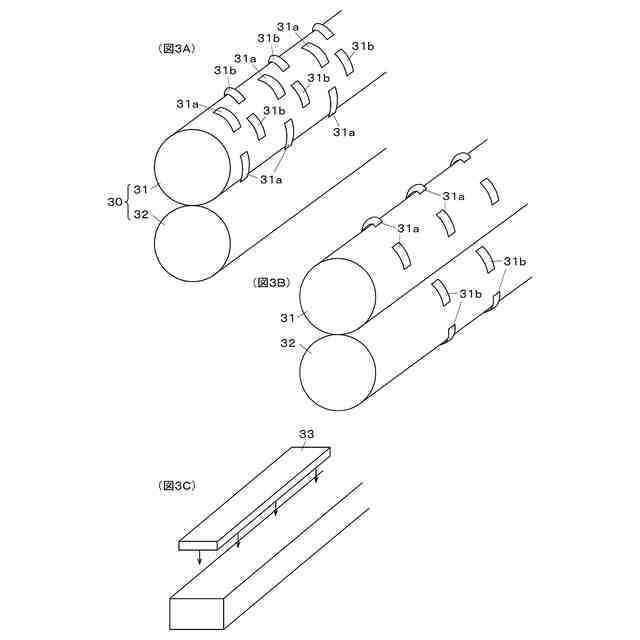
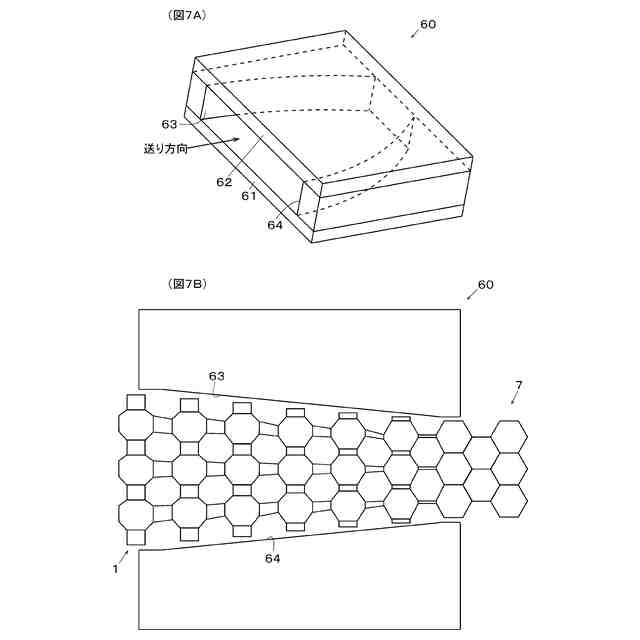
【解決手段】板材(1)に対して、製造目的のハニカム構造の強度部材(9)の形状に応じた位置にスリット(2)を形成するスリット形成部(30)と、スリット(2)が形成された板材(1)の搬送方向に沿って波型に板材(1)を加工する波型加工部(40)と、波型加工済みの板材(1)の折り線部(4,6)に沿って板材(1)の厚さ方向から折り曲げ部材(51a,52a)で押して板材(1)を折り曲げてハニカム構造の強度部材(7)を作成する折り曲げ部(50,60)と、を備えた強度部材の製造装置(10)。
【選択図】図2
特許請求の範囲
【請求項1】
未加工の板材を搬送する搬送部と、
搬送部で搬送される前記板材に対して、製造目的のハニカム構造の強度部材の形状に応じた位置にスリットを形成するスリット形成部と、
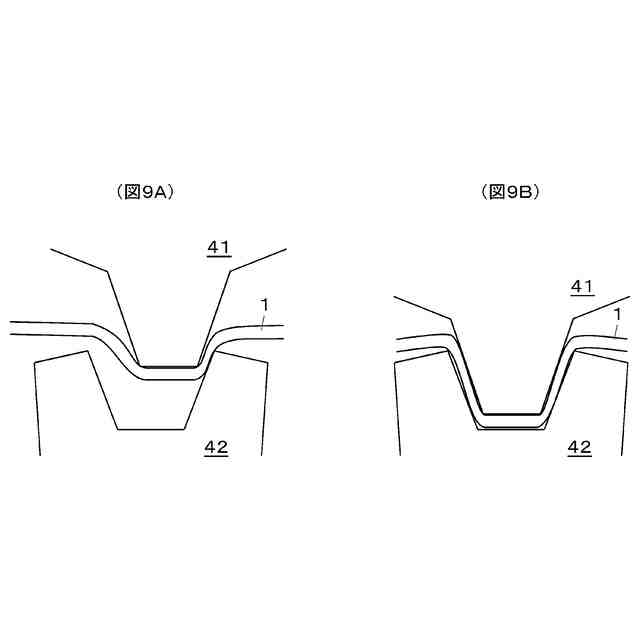
スリットが形成された前記板材に対して、板材の厚さ方向の凹凸を交互に形成することで、板材の搬送方向に沿って波型に前記板材を加工する波型加工部と、
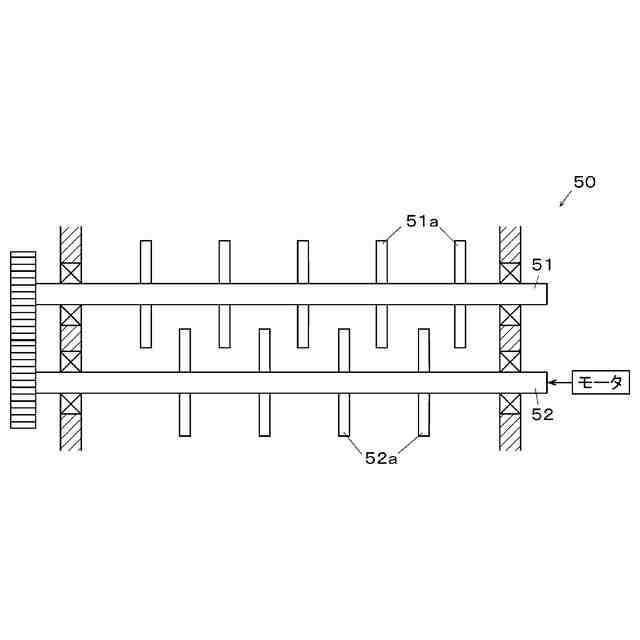
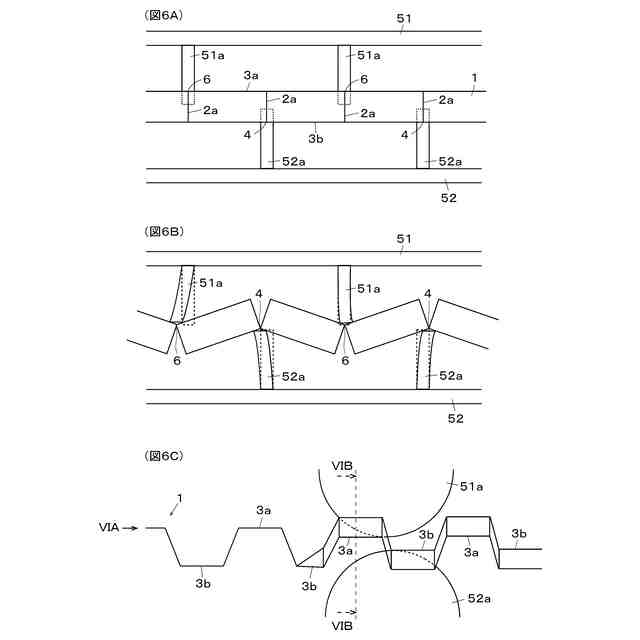
波型加工済みの前記板材に対して、前記スリットの延長上の折り線部に沿って板材の厚さ方向から折り曲げ部材で押すことで前記板材を折り曲げてハニカム構造の強度部材を作成する折り曲げ部と、
を備えたことを特徴とする強度部材の製造装置。
続きを表示(約 700 文字)
【請求項2】
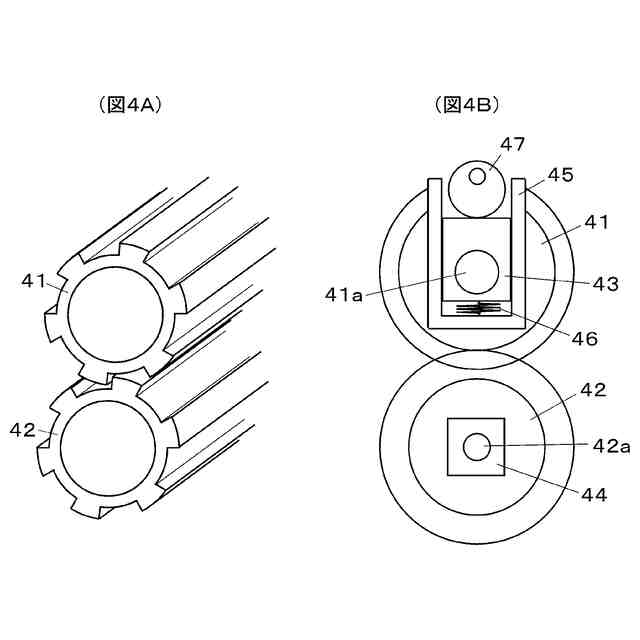
前記板材の厚さ方向に沿って、前記板材を挟んだ位置に配置される一対の成型ロールを有する前記波型加工部、
を備え、
前記一対の成型ロールの少なくとも一方は、前記板材の厚さ方向に沿って相対移動可能であり、
製造目的のハニカム構造の強度部材に応じて、前記一対の成型ロール間の厚さ方向の間隔が設定される
ことを特徴とする請求項1に記載の強度部材の製造装置。
【請求項3】
前記板材の厚さ方向に対して、前記板材を挟んで対向して配置された一対の折り曲げ軸と、
前記折り曲げ軸に対して支持されて、通過する前記板材に厚さ方向から接触して押す折り曲げ部材であって、前記板材の幅方向に沿って移動可能に支持された前記折り曲げ部材と、
を備えたことを特徴とする請求項1に記載の強度部材の製造装置。
【請求項4】
順次搬送されてくる未加工の板材に対して、製造目的のハニカム構造の強度部材の形状に応じた位置にスリットを形成するスリット形成工程と、
スリットが形成された前記板材に対して、板材の厚さ方向の凹凸を交互に形成することで、板材の搬送方向に沿って波型に前記板材を加工する波型加工工程と、
波型加工済みの前記板材に対して、前記スリットの延長上の折り線部に沿って板材の厚さ方向から押すことで前記板材を折り曲げてハニカム構造の強度部材を作成する折り曲げ工程と、
前記折り曲げ工程で作成された前記強度部材を予め定められた位置で分断する分断工程と、
を実行することを特徴とする強度部材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、補強材や建材、壁材等に使用可能な強度部材の製造装置および強度部材の製造方法に関し、特に、軽量で高強度の性質を持つハニカム構造の強度部材の製造装置および製造方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
六角形の筒状のパーツが平面充填された構造であるハニカム構造の強度部材が知られている。ハニカム構造の強度部材は、軽量、高強度の強度部材であることが知られており、自動車の補強材や壁材、建築物の建材、鉄道や航空機の外壁や内壁の壁材として、有望な建材である。
ハニカム構造の強度部材の製造方法として、特許文献1に記載の技術が従来公知である。
特許文献1(特開2018―167286号公報)には、平板を波板に加工後、スリットを形成し、スリットの部分で折り曲げると共にカシメて固定することで、ハニカムパネルを作製する技術が記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2018-167286号公報(図1、図4)
【発明の概要】
【発明が解決しようとする課題】
【0004】
(従来技術の問題点)
特許文献1に記載の製造方法では、予め波型に加工された基材を準備しておき、波型の基材に切れ込みを形成して、折り曲げている。特許文献1に記載の製造方法では、波板の作製を別個に行う必要があり、素材である平板からハニカムコアパネルを作製する全体の工程を自動化できない。したがって、大量生産や連続生産が困難であり、コスト削減が困難である問題がある。
【0005】
本発明は、ハニカム構造の強度部材の製造コストを削減することを技術的課題とする。
【課題を解決するための手段】
【0006】
前記技術的課題を解決するために、請求項1に記載の発明の強度部材の製造装置は、
未加工の板材を搬送する搬送部と、
搬送部で搬送される前記板材に対して、製造目的のハニカム構造の強度部材の形状に応じた位置にスリットを形成するスリット形成部と、
スリットが形成された前記板材に対して、板材の厚さ方向の凹凸を交互に形成することで、板材の搬送方向に沿って波型に前記板材を加工する波型加工部と、
波型加工済みの前記板材に対して、前記スリットの延長上の折り線部に沿って板材の厚さ方向から折り曲げ部材で押すことで前記板材を折り曲げてハニカム構造の強度部材を作成する折り曲げ部と、
を備えたことを特徴とする。
【0007】
請求項2に記載の発明は、請求項1に記載の強度部材の製造装置において、
前記板材の厚さ方向に沿って、前記板材を挟んだ位置に配置される一対の成型ロールを有する前記波型加工部、
を備え、
前記一対の成型ロールの少なくとも一方は、前記板材の厚さ方向に沿って相対移動可能であり、
製造目的のハニカム構造の強度部材に応じて、前記一対の成型ロール間の厚さ方向の間隔が設定される
ことを特徴とする。
【0008】
請求項3に記載の発明は、請求項1に記載の強度部材の製造装置において、
前記板材の厚さ方向に対して、前記板材を挟んで対向して配置された一対の折り曲げ軸と、
前記折り曲げ軸に対して支持されて、通過する前記板材に厚さ方向から接触して押す折り曲げ部材であって、前記板材の幅方向に沿って移動可能に支持された前記折り曲げ部材と、
を備えたことを特徴とする。
【0009】
前記技術的課題を解決するために、請求項4に記載の発明の強度部材の製造方法は、
順次搬送されてくる未加工の板材に対して、製造目的のハニカム構造の強度部材の形状に応じた位置にスリットを形成するスリット形成工程と、
スリットが形成された前記板材に対して、板材の厚さ方向の凹凸を交互に形成することで、板材の搬送方向に沿って波型に前記板材を加工する波型加工工程と、
波型加工済みの前記板材に対して、前記スリットの延長上の折り線部に沿って板材の厚さ方向から押すことで前記板材を折り曲げてハニカム構造の強度部材を作成する折り曲げ工程と、
前記折り曲げ工程で作成された前記強度部材を予め定められた位置で分断する分断工程と、
を実行することを特徴とする。
【発明の効果】
【0010】
請求項1,4に記載の発明によれば、板材に対してスリット形成と波型加工と分断と折り曲げとが順に行われており、波型の板材を予め準備する必要のある従来技術に比べて、ハニカム構造の強度部材の製造コストを削減することができる。
請求項2に記載の発明によれば、成型ロール間の間隔を調整して、スリットの位置に応じた微調整をすることができる。
請求項3に記載の発明によれば、折り曲げ部材が軸方向に移動不能な構成に比べて、折り線部の位置で確実に折り曲げることができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
城山工業株式会社
強度部材の製造装置および強度部材の製造方法
2か月前
個人
棒鋼連続引抜装置
1か月前
株式会社プロテリアル
鍛造装置
3か月前
個人
ハゼ折鋼板のハゼ締め装置
6か月前
村田機械株式会社
プレス機械
5か月前
株式会社オプトン
曲げ加工装置
1か月前
トヨタ自動車株式会社
金型装置
3か月前
株式会社不二越
NC転造盤
4か月前
株式会社不二越
NC転造盤
1か月前
日伸工業株式会社
加工システム
5か月前
トヨタ紡織株式会社
プレス金型
7日前
株式会社アマダ
曲げ加工機
1か月前
株式会社TMEIC
監視装置
5日前
日産自動車株式会社
逐次成形方法
2か月前
株式会社カネミツ
筒張出部形成方法
2か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
27日前
株式会社三明製作所
転造装置
3か月前
株式会社不二越
転造加工用平ダイス
21日前
加藤軽金属工業株式会社
押出材の加工装置
1か月前
株式会社吉野機械製作所
プレス機械
2か月前
東洋製罐株式会社
有底筒状体加工装置
2か月前
株式会社カネミツ
歯付円筒体形成方法
2か月前
本田技研工業株式会社
鍛造用金型
1か月前
トヨタ自動車株式会社
熱間鍛造用金型
3か月前
株式会社エナテック
製品分離システム
1か月前
東洋製罐株式会社
有底筒状体加工装置
3か月前
株式会社不二越
転造加工用鋼製平ダイス
5か月前
トックス プレソテクニック株式会社
接合装置
1か月前
大同特殊鋼株式会社
横型鍛造装置
5か月前
日本製鉄株式会社
圧延装置
1か月前
日本製鉄株式会社
圧延装置
1か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
14日前
村田機械株式会社
金型交換装置及び金型検出方法
6か月前
株式会社ヤマナカゴーキン
ダイセット装置
6か月前
トヨタ紡織株式会社
カシメ装置
5か月前
株式会社IKS
滑り止め構造
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ