TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025036845
公報種別
公開特許公報(A)
公開日
2025-03-17
出願番号
2023143439
出願日
2023-09-05
発明の名称
対象材検出器の異常判定システム及び異常判定方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B21C
51/00 20060101AFI20250310BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】製造ラインにおける対象材検出器の異常の発生を精度良く判定し得る対象材検出器の異常判定システム及び異常判定方法を提供する。
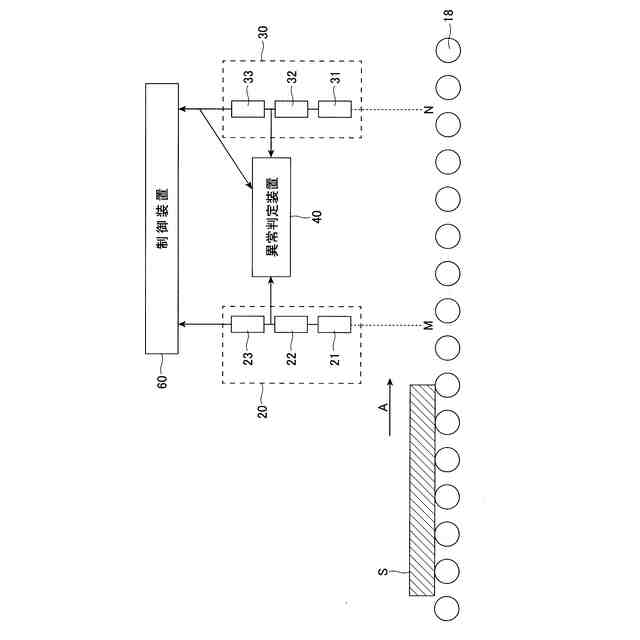
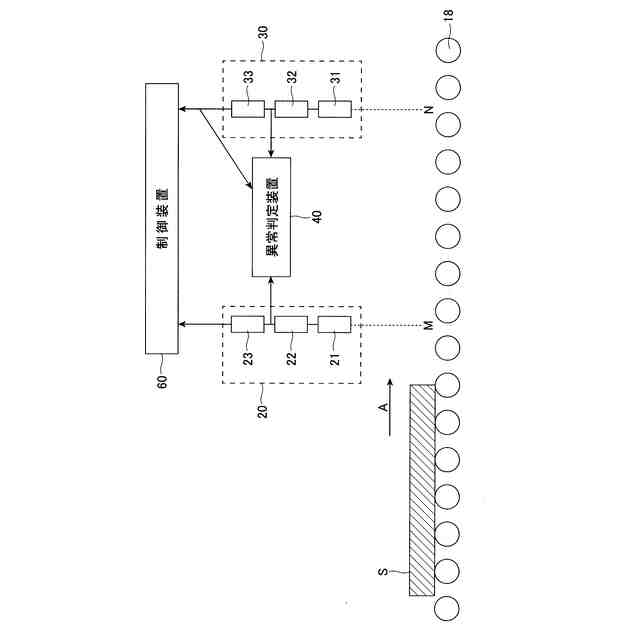
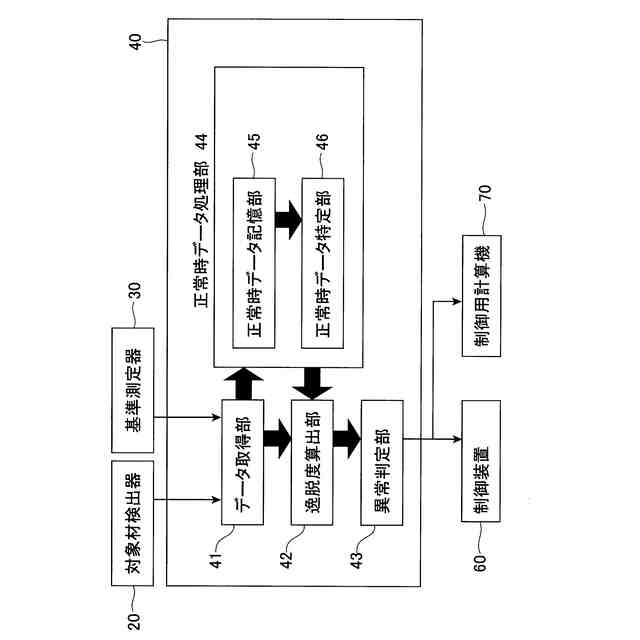
【解決手段】製造ラインにおいて、搬送される対象材Sの赤外放射を検知することにより対象材の先端及び尾端の位置を検出する対象材検出器20の異常を判定するシステムであって、対象材を冷却する冷却装置のない同一の搬送区間に対象材検出器と共に設けられ、対象材の赤外放射を基準放射強度として測定する基準測定器30と、対象材検出器の異常を判定する異常判定装置40と、を備え、異常判定装置は、操業時、対象材検出器にて検知される赤外放射強度及び基準測定器にて検知される基準放射強度に基づく基準データを操業時データとして取得するデータ取得部と、予め取得した正常時データに基づいて操業時データの逸脱度を算出する逸脱度算出部と、逸脱度に基づいて対象材検出器の異常を判定する異常判定部と、を有する。
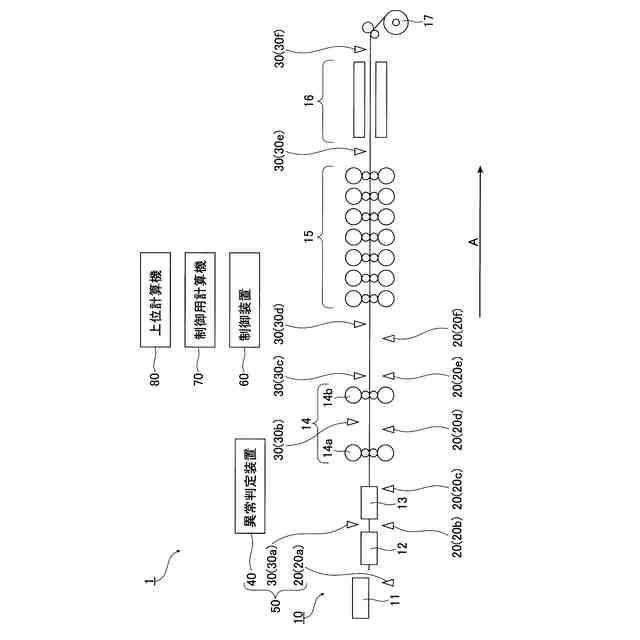
【選択図】図3
特許請求の範囲
【請求項1】
製造ラインにおいて、搬送される対象材が発する赤外放射を検知することにより前記対象材の先端及び尾端の位置を検出する対象材検出器の異常を判定する対象材検出器の異常判定システムであって、
前記対象材を冷却する冷却装置が配置されない同一の搬送区間に前記対象材検出器と共に設けられ、前記対象材の前記赤外放射を基準放射強度として測定する基準測定器と、
前記対象材検出器の異常を判定する異常判定装置と、を備え、
前記異常判定装置は、
操業時において、前記対象材検出器にて検知される前記対象材の前記赤外放射の赤外放射強度及び前記基準測定器において測定される前記基準放射強度に基づく基準データを操業時データとして取得するデータ取得部と、
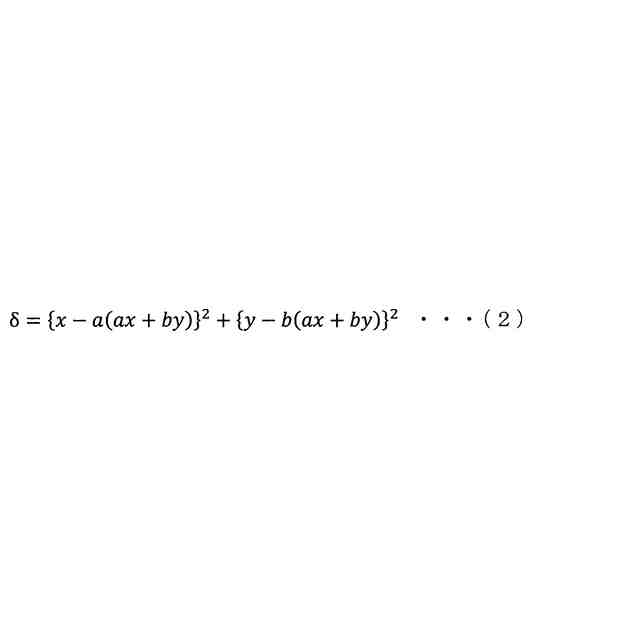
予め取得した前記対象材検出器及び前記基準測定器の正常時データに基づいて前記操業時データの前記正常時データからの逸脱度を算出する逸脱度算出部と、
前記逸脱度に基づいて前記対象材検出器の異常を判定する異常判定部と、
を有する、対象材検出器の異常判定システム。
続きを表示(約 780 文字)
【請求項2】
前記基準測定器は放射温度計である、請求項1に記載の対象材検出器の異常判定システム。
【請求項3】
製造ラインにおいて、搬送される対象材が発する赤外放射を検知することにより前記対象材の先端及び尾端の位置を検出する対象材検出器の異常を判定する対象材検出器の異常判定方法であって、
操業時において、前記対象材検出器にて検知される前記対象材の前記赤外放射の赤外放射強度、及び、前記対象材を冷却する冷却装置が配置されない同一の搬送区間に前記対象材検出器と共に設けられる基準測定器において測定される基準放射強度に基づく基準データを操業時データとして取得するデータ取得ステップと、
予め取得した前記対象材検出器及び前記基準測定器の正常時データに基づいて前記操業時データの前記正常時データからの逸脱度を算出する逸脱度算出ステップと、
前記逸脱度に基づいて前記対象材検出器の異常を判定する異常判定ステップと、
を有する、対象材検出器の異常判定方法。
【請求項4】
前記逸脱度算出ステップにおいて、前記正常時データの主成分分析により特定された主成分に基づいて前記正常時データからの前記操業時データの前記逸脱度を算出する、請求項3に記載の対象材検出器の異常判定方法。
【請求項5】
前記異常判定ステップにおいて、前記逸脱度が予め設定された閾値を超える場合に前記対象材検出器に異常が発生していると判定する、請求項3又は4に記載の対象材検出器の異常判定方法。
【請求項6】
前記異常判定ステップにおいて、前記逸脱度が予め設定された閾値を超える回数が所定回数を超える場合に前記対象材検出器に異常が発生していると判定する、請求項3又は4に記載の対象材検出器の異常判定方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、製造ラインにおける対象材検出器の異常を判定する対象材検出器の異常判定システム及び異常判定方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
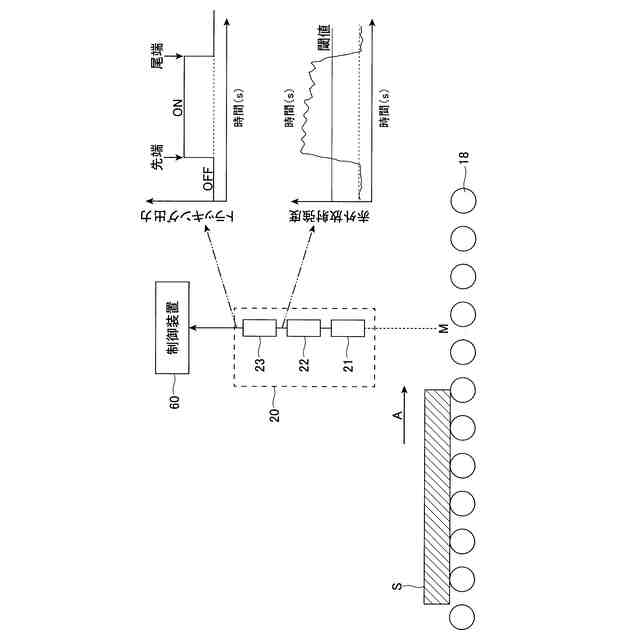
熱間圧延ライン等の製造ラインにおいては、搬送される被圧延材等の対象材の先端及び尾端の位置を検出(トラッキング)するため、製造ラインの所定の位置に対象材検出器(トラッキングセンサ)が設置される。対象材検出器としては、対象材の赤外放射の放射強度を検知するHMD(Hot Metal Detector)が広く用いられている。HMDは、対象材から発せられる400℃以上の温度に相当する赤外放射を検知することにより、対象材の有無を検出する。
【0003】
対象材検出器は、検出位置において対象材の先端が通過した際に、検知される状態がオフ状態からオン状態へ変化する(オン動作を開始する)ため、対象材の先端が通過したことを検出できる。また、対象材検出器は、検出位置において対象材の尾端が通過した際に、検知される状態がオン状態からオフ状態へ変化する(オフ動作を開始する)ため、対象材の尾端が通過したことを検出できる。
【0004】
また、上記したオン/オフ動作により対象材の通過を検出する対象材検出器は、長期間の使用による感度の低下等の要因により誤作動を起こすことがある。対象材検出器が誤作動を起こすと、トラッキングの異常となり、圧延機や冷却装置等の設備の動作や設定計算のタイミングに影響を及ぼし、突発的な製造ラインの停止を引き起こし、場合により設備の損傷を誘発する。
【0005】
従って、対象材検出器の異常を早い段階で把握できれば、対象材検出器の早期の交換等の対応が可能となり、突発的な製造ラインの停止を防止できる。そのため、従来から対象材検出器の異常を早期に把握するための異常判定方法(異常診断方法)が行われてきた。
【0006】
例えば、特許文献1は、圧延ラインに設置されている少なくとも3個所以上のトラッキングセンサ(第1HMD、第2HMD、第3HMD)を用いた異常判定方法を開示する。具体的に、第1移動距離(第1HMDのオン動作開始から第2HMDのオン動作開始までの時間×速度)と第2移動距離(第2HMDのオン動作開始から第3HMDのオン動作開始までの時間×速度)を算出して、トラッキングセンサの異常の有無を判定する方法を開示する。
【0007】
特許文献2は、所定の間隔をおいて2個所に設置されたトラッキングセンサを用いた異常判定方法を開示する。具体的に、上流側のトラッキングセンサがオン動作又はオフ動作を開始した時刻と被圧延材の搬送速度とから下流側のトラッキングセンサがオン動作又はオフ動作を開始する時刻を算出する。そして、その算出されたオン動作又はオフ動作の開始時刻と、実際に下流側のトラッキングセンサがオン動作又はオフ動作を開始した時刻とを比較して、その時間差が許容範囲を超えている場合に、トラッキングセンサが異常であると判定する方法を開示する。
【先行技術文献】
【特許文献】
【0008】
特開平9-218085号公報
特開2011-50990号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、上記の従来技術には、以下の課題が存在する。
【0010】
特許文献1に開示された方法では、少なくとも3個所以上のトラッキングセンサを用いて異常判定を行うため、設備上のコスト面における問題がある。また、特許文献2に開示された方法では、所定の間隔をおいて2個所に設置されたトラッキングセンサの間で、被圧延材の搬送速度が変化する場合に、上流側と下流側のトラッキングセンサにおけるオン動作又はオフ動作の時間差が変化することになり、時間差についての許容範囲を大きく設定する必要があるため、異常判定の精度に問題がある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
24日前
個人
ハゼ折鋼板のハゼ締め装置
5か月前
株式会社プロテリアル
鍛造装置
3か月前
村田機械株式会社
プレス機械
5か月前
株式会社オプトン
曲げ加工装置
28日前
トヨタ自動車株式会社
金型装置
3か月前
株式会社不二越
NC転造盤
28日前
株式会社不二越
NC転造盤
3か月前
日伸工業株式会社
加工システム
5か月前
日産自動車株式会社
逐次成形方法
1か月前
株式会社アマダ
曲げ加工機
23日前
株式会社カネミツ
筒張出部形成方法
2か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
15日前
株式会社吉野機械製作所
プレス機械
2か月前
株式会社三明製作所
転造装置
2か月前
加藤軽金属工業株式会社
押出材の加工装置
1か月前
株式会社不二越
転造加工用平ダイス
9日前
本田技研工業株式会社
鍛造用金型
29日前
株式会社カネミツ
歯付円筒体形成方法
2か月前
東洋製罐株式会社
有底筒状体加工装置
1か月前
トヨタ自動車株式会社
熱間鍛造用金型
3か月前
東洋製罐株式会社
有底筒状体加工装置
3か月前
株式会社エナテック
製品分離システム
23日前
株式会社不二越
転造加工用鋼製平ダイス
5か月前
トックス プレソテクニック株式会社
接合装置
22日前
日本製鉄株式会社
圧延装置
27日前
大同特殊鋼株式会社
横型鍛造装置
5か月前
日本製鉄株式会社
圧延装置
1か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
2日前
村田機械株式会社
情報処理装置及び情報処理方法
4か月前
トヨタ紡織株式会社
モータコアの製造装置
2か月前
株式会社ヤマナカゴーキン
ダイセット装置
5か月前
個人
日本刀の製造方法
2か月前
トヨタ紡織株式会社
カシメ装置
5か月前
株式会社IKS
滑り止め構造
1か月前
村田機械株式会社
金型交換装置及び金型検出方法
5か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































