TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025036417
公報種別
公開特許公報(A)
公開日
2025-03-14
出願番号
2024199480,2023143069
出願日
2024-11-15,2023-09-04
発明の名称
プレス成形方法およびプレス成形装置
出願人
株式会社ジーテクト
代理人
個人
主分類
B21D
22/26 20060101AFI20250307BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】簡易な設備でワークに圧縮応力を付与してスプリングバックを防ぐことが可能なプレス成形方法を提供する。
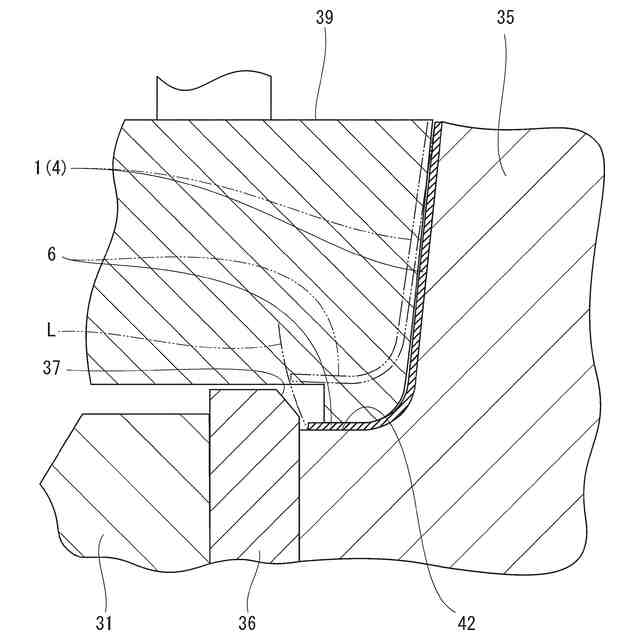
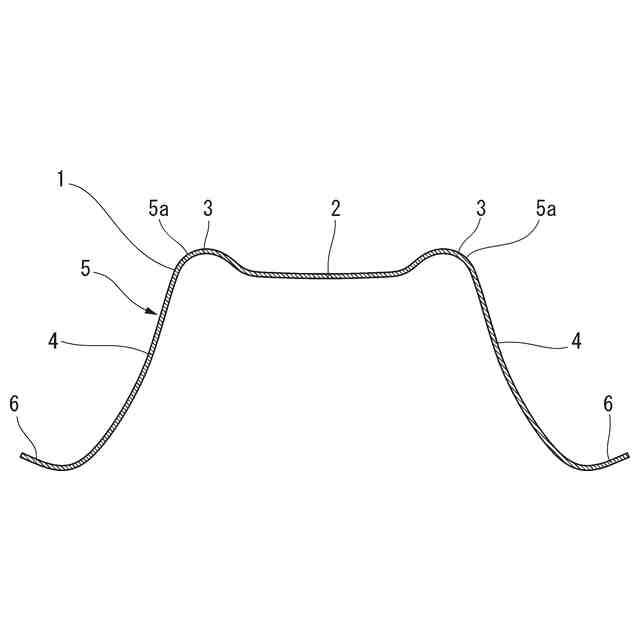
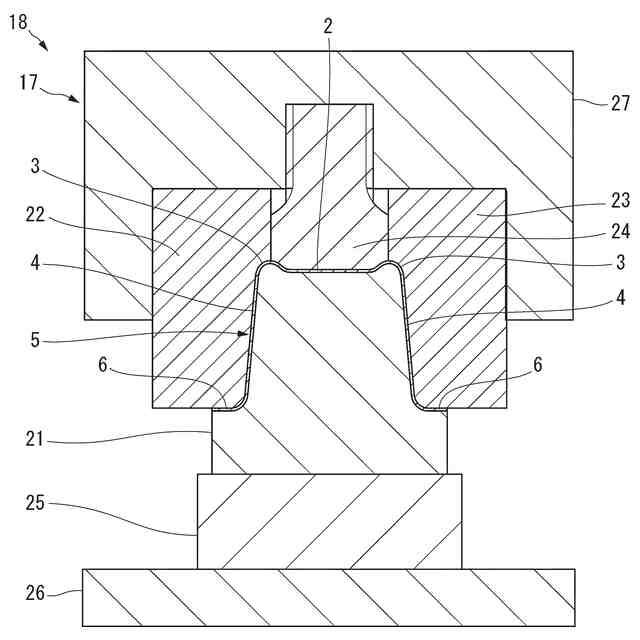
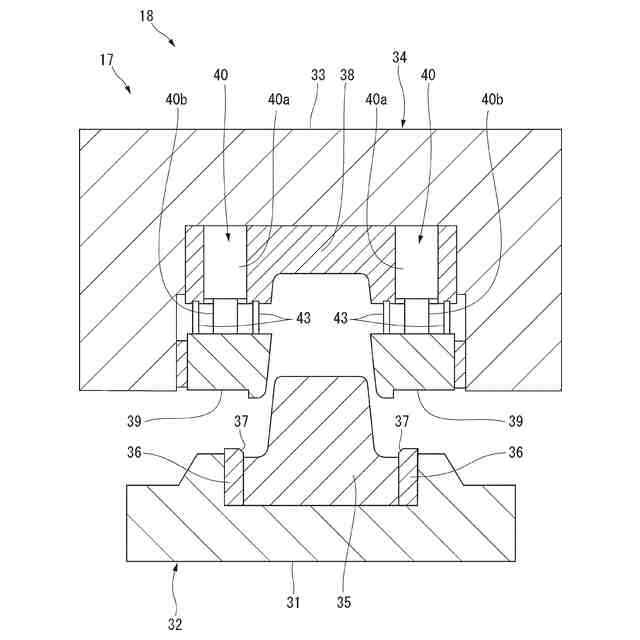
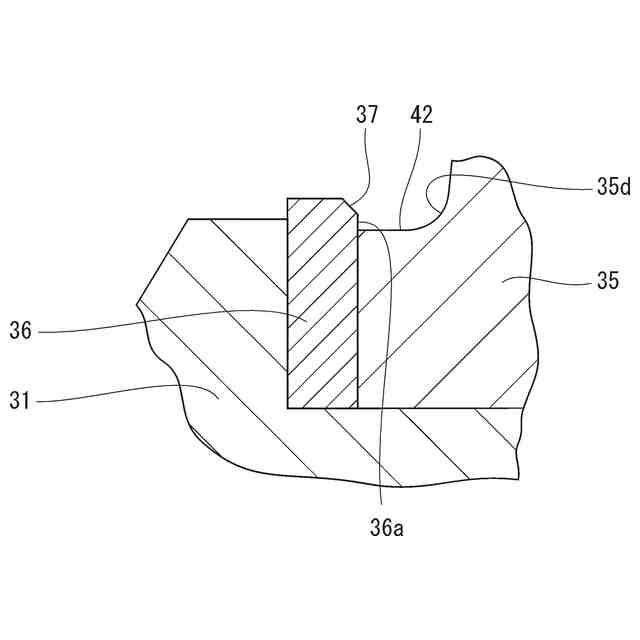
【解決手段】断面ハット状の予備成形品1を肩部に成形代(余肉部)を残して成形する予備成形工程と、最終的な形状に成形する本成形工程とを有する。本成形方法においては、帽子部の高さ方向に移動する第2の可動金型39で予備成形品1の開口側端部を拘束した状態で、帽子部の天板側に第1の可動金型を押し付けて成形する。本成形工程において、予備成形品1の開口側端部を拘束する壁(拘束駒36)の面取部37に近接する位置を予備成形品1のフランジ部6の先端部分が通過する。
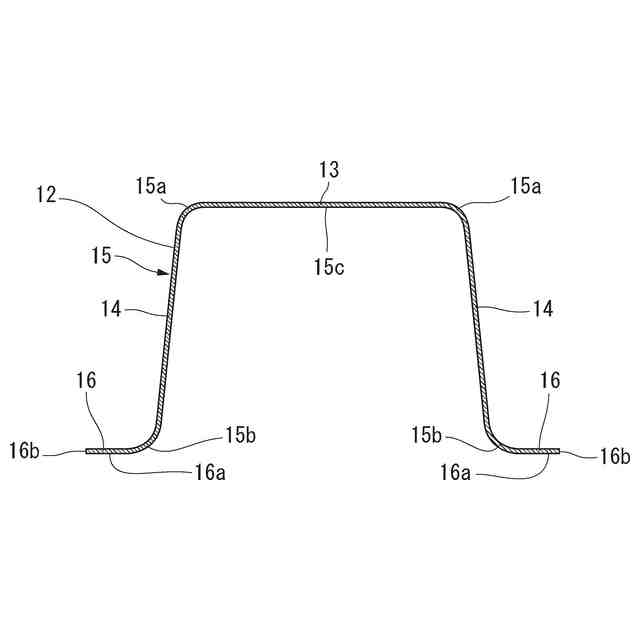
【選択図】 図15
特許請求の範囲
【請求項1】
天板と両側の縦板とからなる帽子部の開口端にフランジ部を有する断面ハット状の成形品を予備成形用の金型によって前記帽子部の両側の肩部に成形代が残るように成形する予備成形工程と、
前記予備成形工程によって成形された予備成形品を本成形用の金型によって圧縮して最終形状の成形品を成形する本成形工程とを有し、
前記本成形用の金型は、
前記フランジ部の先端面が当接する壁と、前記帽子部の中に入る凸部と、前記壁と前記凸部との間に形成された凹部とを有し、前記最終形状の成形品の内面を成形する成形面を有する固定金型と、
前記帽子部の高さ方向に移動可能に構成され、前記帽子部の前記天板側を前記固定金型の前記凸部との間に挟んで最終形状に成形する第1の可動金型と、
前記帽子部の高さ方向に移動可能に構成され、前記帽子部の開口端側を含む前記予備成形品を前記固定金型の前記凹部との間に挟んで最終形状に成形する第2の可動金型とを有し、
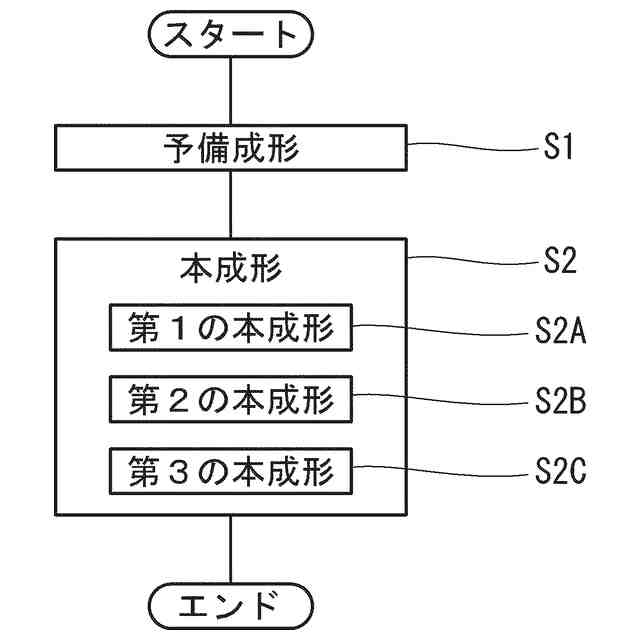
前記本成形工程は、
前記固定金型の前記凸部に前記予備成形品を載置する第1の本成形工程と、
前記予備成形品を前記固定金型の前記凹部と前記第2の可動金型とによって挟む第2の本成形工程と、
前記予備成形品が前記第2の可動金型によって前記固定金型の前記凹部に押し付けられている状態で前記予備成形品を前記固定金型の前記凸部と前記第1の可動金型とによって最終形状に成形する第3の本成形工程とを有し、
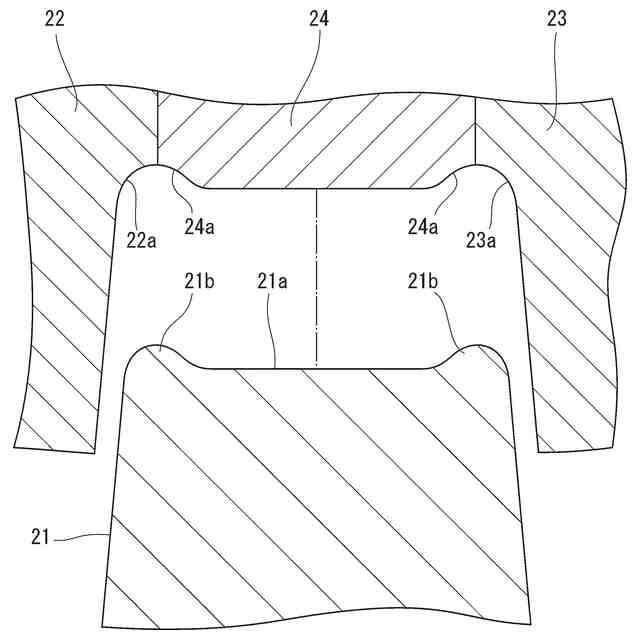
前記固定金型と前記第2の可動金型とにおける、前記帽子部の前記縦板と前記フランジ部との接続部を成形する部分は、それぞれ湾曲した断面形状となる丸め部によって形成され、
前記第2の本成形工程において、前記第2の可動金型が成形終了位置に移動する過程で前記第2の可動金型の前記丸め部が前記予備成形品の前記縦板を前記固定金型に向けて押し、
前記固定金型の前記壁の先端部には面取部が形成され、
前記第2の本成形工程において、前記面取部に近接する位置を前記フランジ部の先端部分が通過することを特徴とするプレス成形方法。
続きを表示(約 4,800 文字)
【請求項2】
天板と両側の縦板とからなる帽子部の開口端にフランジ部を有する断面ハット状の成形品を予備成形用の金型によって前記帽子部の両側の肩部に成形代が残るように成形する予備成形工程と、
前記予備成形工程によって成形された予備成形品を本成形用の金型によって圧縮して最終形状の成形品を成形する本成形工程とを有し、
前記本成形用の金型は、
前記フランジ部の先端面が当接する壁と、前記帽子部の中に入る凸部と、前記壁と前記凸部との間に形成された凹部とを有し、前記最終形状の成形品の内面を成形する成形面を有する固定金型と、
前記帽子部の高さ方向に移動可能に構成され、前記帽子部の前記天板側を前記固定金型の前記凸部との間に挟んで最終形状に成形する第1の可動金型と、
前記帽子部の高さ方向に移動可能に構成され、前記帽子部の開口端側を含む前記予備成形品を前記固定金型の前記凹部との間に挟んで最終形状に成形する第2の可動金型とを有し、
前記本成形工程は、
前記固定金型の前記凸部に前記予備成形品を載置する第1の本成形工程と、
前記予備成形品を前記固定金型の前記凹部と前記第2の可動金型とによって挟む第2の本成形工程と、
前記予備成形品が前記第2の可動金型によって前記固定金型の前記凹部に押し付けられている状態で前記予備成形品を前記固定金型の前記凸部と前記第1の可動金型とによって最終形状に成形する第3の本成形工程とを有し、
前記成形代は、前記帽子部の両側の肩部が部分的に前記帽子部の外側に膨らむ形状に成形された余肉部によって構成され、
前記固定金型は、
移動することができない本成形用下型と、
前記本成形用下型に固定され、前記フランジ部の先端面が当接する前記壁と、
前記本成形用下型に固定され、前記帽子部の中に入る前記凸部と、
前記壁と前記凸部との間に形成された前記凹部とを有し、
前記第2の可動金型は、前記帽子部の高さ方向であって前記第1の可動金型の移動方向と平行な方向のみに移動可能に構成され、
前記第3の本成形工程で前記帽子部の開口部分と前記フランジ部とが前記固定金型と前記第2の可動金型とによって拘束されて変位が規制された状態で、前記第1の可動金型によって前記予備成形品の前記余肉部が圧縮されることを特徴とするプレス成形方法。
【請求項3】
天板の両側に上方へ隆起する余肉部を介して一対の縦板が接続された帽子部の開口端にフランジ部を有する断面ハット状の予備成形品を予備成形用の金型によって前記帽子部の両側の肩部に余肉部からなる成形代が残るように成形する予備成形工程と、
前記予備成形工程によって成形された予備成形品を前記予備成形用の金型とは異なる本成形用の金型によって圧縮して最終形状の成形品を成形する本成形工程とを有し、
前記本成形用の金型は、
前記フランジ部の先端面が当接する壁と、前記帽子部の中に入る凸部と、前記壁と前記凸部との間に形成された溝凹部とを一体に形成し、前記最終形状の成形品の内面を成形する成形面を有する固定金型と、
前記帽子部の高さ方向に移動可能に構成され、前記帽子部の前記天板側を前記固定金型の前記凸部との間に挟んで最終形状に成形する第1の可動金型と、
前記帽子部の高さ方向に移動可能に構成され、前記帽子部の開口端側を含む前記予備成形品を前記固定金型の前記溝凹部との間に挟んで最終形状に成形する第2の可動金型とを有し、
前記本成形工程は、
前記固定金型の前記凸部に前記予備成形品を載置する第1の本成形工程と、
前記予備成形品を前記固定金型の前記溝凹部と前記第2の可動金型とによって挟む第2の本成形工程と、
前記予備成形品の前記フランジと前記縦板が前記第2の可動金型によって前記固定金型の前記溝凹部に押し付けられている状態で前記予備成形品の前記天板を前記固定金型の前記凸部と前記第1の可動金型とによって最終形状に成形する第3の本成形工程とを有し、
前記第3の本成形工程は前記予備成形品を前記第1の可動金型が前記固定金型に向けて押すことにより、前記余肉部の一部が前記天板の中央側に寄せられ、前記天板の中央部が更に大きく湾曲するようになって前記予備成形品の前記天板と前記余肉部とが波板状に変形しながら圧縮されることを特徴とするプレス成形方法。
【請求項4】
請求項2または請求項3に記載のプレス成形方法において、
前記固定金型と前記第2の可動金型とにおける、前記帽子部の前記縦板と前記フランジ部との接続部を成形する部分は、それぞれ湾曲した断面形状となる丸め部によって形成され、
前記第2の本成形工程において、前記第2の可動金型が成形終了位置に移動する過程で前記第2の可動金型の前記丸め部が前記予備成形品の前記縦板を前記固定金型に向けて押すことを特徴とするプレス成形方法。
【請求項5】
請求項4に記載のプレス成形方法において、
前記固定金型の前記壁の先端部には面取部が形成され、
前記第2の本成形工程において、前記面取部に近接する位置を前記フランジ部の先端部分が通過することを特徴とするプレス成形方法。
【請求項6】
請求項1ないし請求項3の何れか一つに記載のプレス成形方法において、
前記固定金型の前記壁は、前記固定金型の他の部分とは別体の金型部品によって形成されて着脱可能に構成され、
前記凹部の底面と前記壁との境界が直角形状となり、第3の本成形工程で前記フランジ部の先端面が前記壁に隙間なく当接することを特徴とするプレス成形方法。
【請求項7】
天板と両側の縦板とからなる帽子部の開口端にフランジ部を有する断面ハット状の成形品を前記帽子部の両側の肩部に成形代が残るように成形する予備成形用の金型と、
前記予備成形用の金型によって成形された予備成形品を圧縮して最終形状の成形品を成形する本成形用の金型とを有し、
前記本成形用の金型は、
前記フランジ部の先端面が当接する壁と、前記帽子部の中に入る凸部と、前記壁と前記凸部との間に形成された凹部とを有し、前記最終形状の成形品の内面を成形する成形面を有する固定金型と、
前記帽子部の高さ方向に移動可能に構成され、前記帽子部の前記天板側を前記固定金型の前記凸部との間に挟んで最終形状に成形する第1の可動金型と、
前記帽子部の高さ方向に移動可能に構成され、前記帽子部の開口端側を含む前記予備成形品を前記固定金型の前記凹部との間に挟んで最終形状に成形する第2の可動金型とを有し、
前記第1の可動金型は、前記第2の可動金型が前記予備成形品を前記固定金型の前記凹部に押し付けている状態で前記予備成形品を前記固定金型の前記凸部に押し付けて最終形状に成形するものであり、
前記固定金型の前記壁の先端部には面取部が形成され、
前記面取部は、前記第2の可動金型が前記予備成形品を前記固定金型に押し付けることにより移動する前記フランジ部の移動軌跡の外に形成されていることを特徴とするプレス成形装置。
【請求項8】
天板と両側の縦板とからなる帽子部の開口端にフランジ部を有する断面ハット状の成形品を前記帽子部の両側の肩部に成形代が残るように成形する予備成形用の金型と、
前記予備成形用の金型によって成形された予備成形品を圧縮して最終形状の成形品を成形する本成形用の金型とを有し、
前記本成形用の金型は、
前記フランジ部の先端面が当接する壁と、前記帽子部の中に入る凸部と、前記壁と前記凸部との間に形成された凹部とを有し、前記最終形状の成形品の内面を成形する成形面を有する固定金型と、
前記帽子部の高さ方向に移動可能に構成され、前記帽子部の前記天板側を前記固定金型の前記凸部との間に挟んで最終形状に成形する第1の可動金型と、
前記帽子部の高さ方向に移動可能に構成され、前記帽子部の開口端側を含む前記予備成形品を前記固定金型の前記凹部との間に挟んで最終形状に成形する第2の可動金型とを有し、
前記第1の可動金型は、前記第2の可動金型が前記予備成形品を前記固定金型の前記凹部に押し付けている状態で前記予備成形品を前記固定金型の前記凸部に押し付けて最終形状に成形するものであり、
前記成形代は、前記帽子部の両側の肩部が部分的に前記帽子部の外側に膨らむ形状に成形された余肉部によって構成され、
前記固定金型は、
移動することができない本成形用下型と、
前記本成形用下型に固定され、前記フランジ部の先端面が当接する前記壁と、
前記本成形用下型に固定され、前記帽子部の中に入る前記凸部と、
前記壁と前記凸部との間に形成された前記凹部とを有し、
前記第2の可動金型は、前記帽子部の高さ方向であって前記第1の可動金型の移動方向と平行な方向のみに移動可能に構成され、
前記第1の可動金型は、前記帽子部の開口部分と前記フランジ部とが前記固定金型と前記第2の可動金型とによって拘束されて変位が規制された状態で、前記予備成形品の前記余肉部を圧縮するものであることを特徴とするプレス成形装置。
【請求項9】
天板の両側に上方に隆起する余肉部を介して一対の縦板が接続された帽子部の開口端にフランジ部を有する断面ハット状の成形品を前記帽子部の両側の肩部に余肉部からなる成形代が残るように成形する予備成形用の金型と、
前記予備成形用の金型によって成形された予備成形品を圧縮して最終形状の成形品を成形する、前記予備成形用の金型とは異なる本成形用の金型とを有し、
前記本成形用の金型は、
前記フランジ部の先端面が当接する壁と、前記帽子部の中に入る凸部と、前記壁と前記凸部との間に形成された溝凹部とを一体に形成し、前記最終形状の成形品の内面を成形する成形面を有する固定金型と、
前記帽子部の高さ方向に移動可能に構成され、前記帽子部の前記天板側を前記固定金型の前記凸部との間に挟んで最終形状に成形する第1の可動金型と、
前記帽子部の高さ方向に移動可能に構成され、前記帽子部の開口端側を含む前記予備成形品を前記固定金型の前記溝凹部との間に挟んで最終形状に成形する第2の可動金型とを有し、
前記第1の可動金型は、前記第2の可動金型が前記予備成形品の前記フランジと前記縦板を前記固定金型の前記溝凹部に押し付けている状態で前記予備成形品の前記天板を前記固定金型の前記凸部に押し付けて最終形状に成形するものであり、
前記予備成形品を前記第1の可動金型が前記固定金型に向けて押すことにより、前記余肉部の一部が前記天板の中央側に寄せられ、前記天板の中央部が更に大きく湾曲するようになって前記予備成形品の前記天板と前記余肉部とが波板状に変形しながら圧縮されることを特徴とするプレス成形装置。
【請求項10】
請求項7~請求項9の何れか一つに記載のプレス成形装置において、
前記固定金型と前記第2の可動金型とにおける、前記帽子部の前記縦板と前記フランジ部との接続部を成形する部分は、それぞれ湾曲した断面形状となる丸め部によって形成されていることを特徴とするプレス成形装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼板を断面ハット状に曲げるプレス成形方法およびプレス成形装置に関する。
続きを表示(約 3,800 文字)
【背景技術】
【0002】
近年、自動車のボディに用いられる鋼材として、高張力鋼より強度が高く、引張強さが1000MPaを超える超高張力鋼が用いられるようになってきた。この種の超高張力鋼は、冷間で曲げ加工されて所定の形状に成形されている。超高張力鋼は、一般的な高張力鋼に較べると曲げ加工後のスプリングバック量が多くなる。このため、従来は、スプリングバックを見越して目標とする寸法精度を得るために、金型の削り直しが行われている。
【0003】
金型の削り直しは多大な工数が必要であり、削り直しで対応できない場合は金型を作り直すこともある。そうすると金型の作り直しによって鉄の使用量が大きくなってしまい、環境にも良くない。このような金型の修正を可及的少なくするために、成形を複数回実施し、スプリングバックを修正して最終形状となるように成形を行うプレス成形方法が考えられている。
スプリングバックを修正する従来のプレス成形方法としては、例えば特許文献1に記載されている方法がある。特許文献1に示すプレス成形方法は、スプリングバックの発生を抑制しながら鋼板を断面ハット状に成形する方法である。断面ハット状とは、天板と両側の縦板とからなる帽子部の開口端にフランジ部が設けられた形状である。特許文献1に示すプレス成形方法は、鋼板を断面ハット状に成形するにあたって、予備成形工程と本成形工程との二つの工程で成形品を最終形状に成形する構成が採られている。
【0004】
予備成形工程においては、スプリングバックが生じることを許容して断面ハット状の予備成形品が成形される。本成形工程は、予備成形品の両側の縦壁と両端のフランジとを側方から横移動式のダイによって固定金型であるパンチに押圧しながら、帽子部をパッドとパンチとによって挟んで成形し、予備成形品が圧縮されて最終的な形状に成形されるように行っている。予備成形品が圧縮されることでスプリングバックの発生が抑制される。横移動式のダイは、帽子部を成形するパッドと連動するように、パッドを含む上型の上下方向への移動をカム機構によって水平方向への移動に変換して駆動されている。
【先行技術文献】
【特許文献】
【0005】
特開2022-39327号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1に示す成形方法では、横移動式のダイを駆動するためにカム機構が必要であるから、金型が複雑になるとともに大型化するという問題があった。
【0007】
本発明の目的は、簡易な設備でワークに圧縮応力を付与してスプリングバックを防ぐことが可能なプレス成形方法およびプレス成形装置を提供することである。
【課題を解決するための手段】
【0008】
この目的を達成するために本発明に係るプレス成形方法は、天板と両側の縦板とからなる帽子部の開口端にフランジ部を有する断面ハット状の成形品を予備成形用の金型によって前記帽子部の両側の肩部に成形代が残るように成形する予備成形工程と、前記予備成形工程によって成形された予備成形品を本成形用の金型によって圧縮して最終形状の成形品を成形する本成形工程とを有し、前記本成形用の金型は、前記フランジ部の先端面が当接する壁と、前記帽子部の中に入る凸部と、前記壁と前記凸部との間に形成された凹部とを有し、前記最終形状の成形品の内面を成形する成形面を有する固定金型と、前記帽子部の高さ方向に移動可能に構成され、前記帽子部の前記天板側を前記固定金型の前記凸部との間に挟んで最終形状に成形する第1の可動金型と、前記帽子部の高さ方向に移動可能に構成され、前記帽子部の開口端側を含む前記予備成形品を前記固定金型の前記凹部との間に挟んで最終形状に成形する第2の可動金型とを有し、前記本成形工程は、前記固定金型の前記凸部に前記予備成形品を載置する第1の本成形工程と、前記予備成形品を前記固定金型の前記凹部と前記第2の可動金型とによって挟む第2の本成形工程と、前記予備成形品が前記第2の可動金型によって前記固定金型の前記凹部に押し付けられている状態で前記予備成形品を前記固定金型の前記凸部と前記第1の可動金型とによって最終形状に成形する第3の本成形工程とを有し、前記固定金型と前記第2の可動金型とにおける、前記帽子部の前記縦板と前記フランジ部との接続部を成形する部分は、それぞれ湾曲した断面形状となる丸め部によって形成され、前記第2の本成形工程において、前記第2の可動金型が成形終了位置に移動する過程で前記第2の可動金型の前記丸め部が前記予備成形品の前記縦板を前記固定金型に向けて押し、前記固定金型の前記壁の先端部には面取部が形成され、前記第2の本成形工程において、前記面取部に近接する位置を前記フランジ部の先端部分が通過する方法である。
【0009】
また、本発明に係るプレス成形方法は、天板と両側の縦板とからなる帽子部の開口端にフランジ部を有する断面ハット状の成形品を予備成形用の金型によって前記帽子部の両側の肩部に成形代が残るように成形する予備成形工程と、前記予備成形工程によって成形された予備成形品を本成形用の金型によって圧縮して最終形状の成形品を成形する本成形工程とを有し、前記本成形用の金型は、前記フランジ部の先端面が当接する壁と、前記帽子部の中に入る凸部と、前記壁と前記凸部との間に形成された凹部とを有し、前記最終形状の成形品の内面を成形する成形面を有する固定金型と、前記帽子部の高さ方向に移動可能に構成され、前記帽子部の前記天板側を前記固定金型の前記凸部との間に挟んで最終形状に成形する第1の可動金型と、前記帽子部の高さ方向に移動可能に構成され、前記帽子部の開口端側を含む前記予備成形品を前記固定金型の前記凹部との間に挟んで最終形状に成形する第2の可動金型とを有し、前記本成形工程は、前記固定金型の前記凸部に前記予備成形品を載置する第1の本成形工程と、前記予備成形品を前記固定金型の前記凹部と前記第2の可動金型とによって挟む第2の本成形工程と、前記予備成形品が前記第2の可動金型によって前記固定金型の前記凹部に押し付けられている状態で前記予備成形品を前記固定金型の前記凸部と前記第1の可動金型とによって最終形状に成形する第3の本成形工程とを有し、前記成形代は、前記帽子部の両側の肩部が部分的に前記帽子部の外側に膨らむ形状に成形された余肉部によって構成され、前記固定金型は、移動することができない本成形用下型と、前記本成形用下型に固定され、前記フランジ部の先端面が当接する前記壁と、前記本成形用下型に固定され、前記帽子部の中に入る前記凸部と、前記壁と前記凸部との間に形成された前記凹部とを有し、前記第2の可動金型は、前記帽子部の高さ方向であって前記第1の可動金型の移動方向と平行な方向のみに移動可能に構成され、前記第3の本成形工程で前記帽子部の開口部分と前記フランジ部とが前記固定金型と前記第2の可動金型とによって拘束されて変位が規制された状態で、前記第1の可動金型によって前記予備成形品の前記余肉部が圧縮される方法である。
【0010】
さらにまた、本発明に係るプレス成形方法は、天板の両側に上方へ隆起する余肉部を介して一対の縦板が接続された帽子部の開口端にフランジ部を有する断面ハット状の予備成形品を予備成形用の金型によって前記帽子部の両側の肩部に余肉部からなる成形代が残るように成形する予備成形工程と、前記予備成形工程によって成形された予備成形品を前記予備成形用の金型とは異なる本成形用の金型によって圧縮して最終形状の成形品を成形する本成形工程とを有し、前記本成形用の金型は、前記フランジ部の先端面が当接する壁と、前記帽子部の中に入る凸部と、前記壁と前記凸部との間に形成された溝凹部とを一体に形成し、前記最終形状の成形品の内面を成形する成形面を有する固定金型と、前記帽子部の高さ方向に移動可能に構成され、前記帽子部の前記天板側を前記固定金型の前記凸部との間に挟んで最終形状に成形する第1の可動金型と、前記帽子部の高さ方向に移動可能に構成され、前記帽子部の開口端側を含む前記予備成形品を前記固定金型の前記溝凹部との間に挟んで最終形状に成形する第2の可動金型とを有し、前記本成形工程は、前記固定金型の前記凸部に前記予備成形品を載置する第1の本成形工程と、前記予備成形品を前記固定金型の前記溝凹部と前記第2の可動金型とによって挟む第2の本成形工程と、前記予備成形品の前記フランジと前記縦板が前記第2の可動金型によって前記固定金型の前記溝凹部に押し付けられている状態で前記予備成形品の前記天板を前記固定金型の前記凸部と前記第1の可動金型とによって最終形状に成形する第3の本成形工程とを有し、前記第3の本成形工程は前記予備成形品を前記第1の可動金型が前記固定金型に向けて押すことにより、前記余肉部の一部が前記天板の中央側に寄せられ、前記天板の中央部が更に大きく湾曲するようになって前記予備成形品の前記天板と前記余肉部とが波板状に変形しながら圧縮される方法である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
20日前
株式会社プロテリアル
鍛造装置
2か月前
株式会社オプトン
曲げ加工装置
24日前
トヨタ自動車株式会社
金型装置
2か月前
株式会社不二越
NC転造盤
3か月前
株式会社不二越
NC転造盤
24日前
日産自動車株式会社
逐次成形方法
1か月前
株式会社アマダ
曲げ加工機
19日前
株式会社不二越
転造加工用平ダイス
5日前
株式会社カネミツ
筒張出部形成方法
2か月前
株式会社三明製作所
転造装置
2か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
11日前
加藤軽金属工業株式会社
押出材の加工装置
1か月前
株式会社吉野機械製作所
プレス機械
2か月前
株式会社カネミツ
歯付円筒体形成方法
2か月前
本田技研工業株式会社
鍛造用金型
25日前
東洋製罐株式会社
有底筒状体加工装置
3か月前
株式会社エナテック
製品分離システム
19日前
トヨタ自動車株式会社
熱間鍛造用金型
2か月前
東洋製罐株式会社
有底筒状体加工装置
1か月前
日本製鉄株式会社
圧延装置
1か月前
トックス プレソテクニック株式会社
接合装置
18日前
日本製鉄株式会社
圧延装置
23日前
トヨタ紡織株式会社
モータコアの製造装置
2か月前
個人
日本刀の製造方法
2か月前
株式会社IKS
滑り止め構造
1か月前
村田機械株式会社
情報処理装置及び情報処理方法
4か月前
三菱重工業株式会社
ひずみ計測方法
1か月前
アイダエンジニアリング株式会社
板状部材送り装置
2か月前
株式会社TMEIC
板離れ防止システム
3か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
1か月前
株式会社アマダ
安全確認画像の表示方法
2か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
1か月前
トヨタ自動車株式会社
順送プレス装置、及び制御方法
2か月前
金田工業株式会社
はすば歯車の製造方法
3か月前
馳逸自動化科技(蘇州)有限公司
合金スタンピング装置
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































