TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025036176
公報種別
公開特許公報(A)
公開日
2025-03-14
出願番号
2024132127
出願日
2024-08-08
発明の名称
曲げ加工装置及びエッジワイズ曲げ平角線の製造方法
出願人
サンコール株式会社
代理人
弁理士法人アローレインターナショナル
主分類
B21D
11/20 20060101AFI20250306BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】疵や寸法ばらつきを有効に防止乃至は低減しつつエッジワイズ曲げ平角線を製造し得る曲げ加工装置及び製造方法の提供を目的とする。
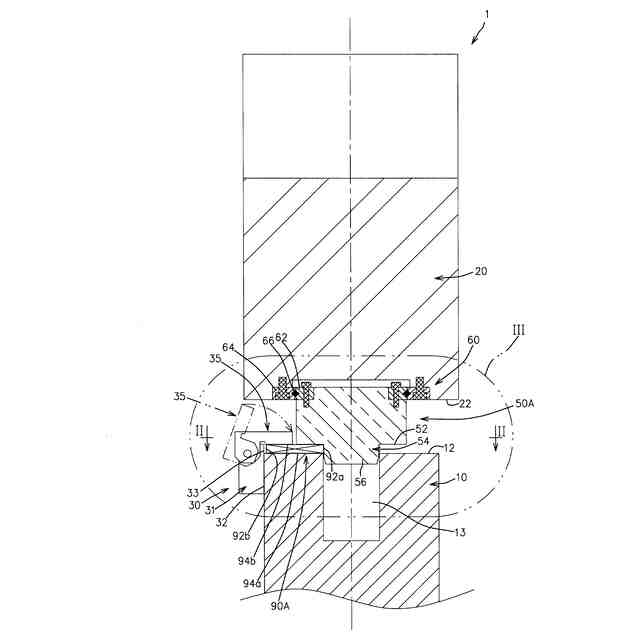
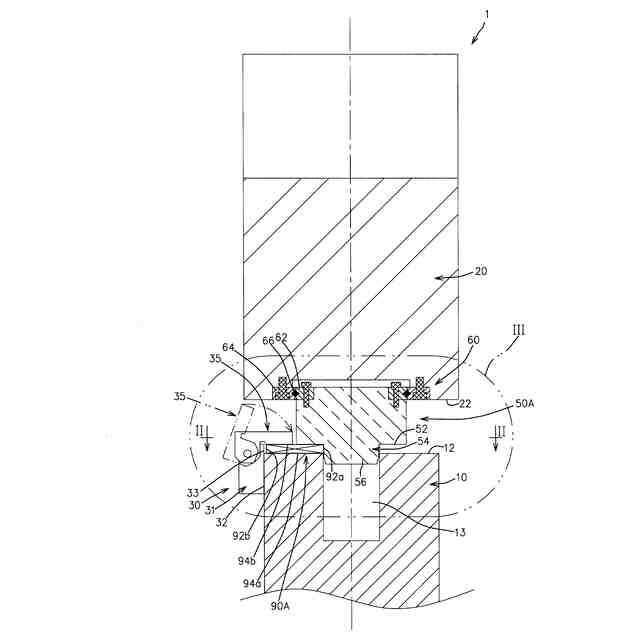
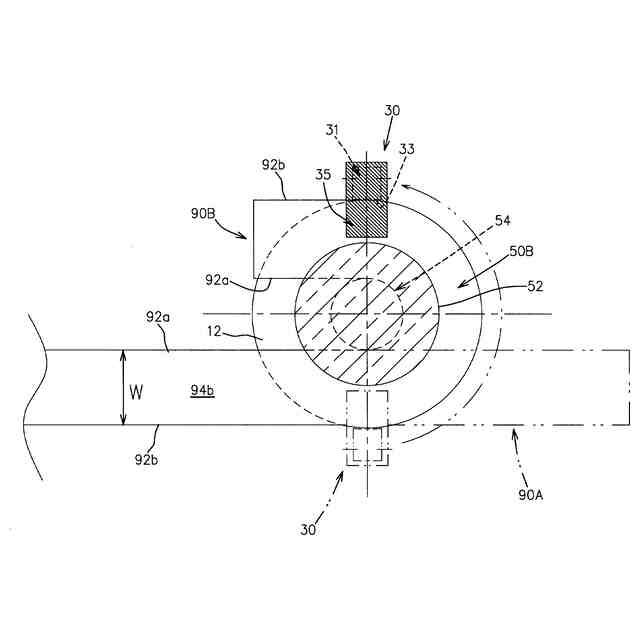
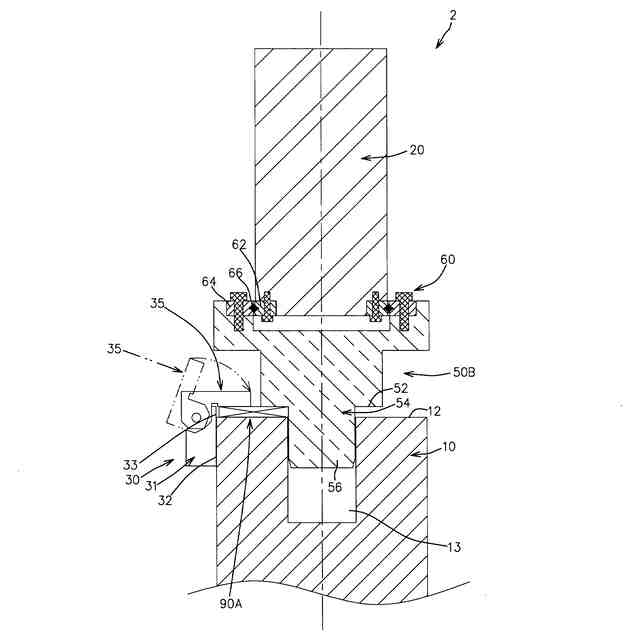
【解決手段】本発明の曲げ加工装置は、同軸上に配置され、近接された作業位置及び離間された待機位置を取り得るように軸線方向相対移動可能とされた第1及び第2支持体と、第1及び第2支持体の一方の周りに公転駆動される公転治具と、第1及び第2支持体の他方に支持された受け治具とを備え、第1及び第2支持体が作業位置に位置されることで画される環状係入溝に平角線が係入された状態で公転治具が公転駆動されることで、平角線が受け治具に巻き付けられるようにエッジワイズ曲げを実行するように構成され、受け治具は対応する支持体に軸線回り回転可能に支持されている。
【選択図】図1
特許請求の範囲
【請求項1】
断面形状が互いに対して対向する第1及び第2短辺と互いに対して対向する第1及び第2長辺とによって画される矩形状とされた平角線をエッジワイズ方向へ曲げる曲げ加工装置であって、
軸線方向を向く端面を有する第1支持体と、
軸線方向を向く端面を有し、前記第1支持体と同軸上に配置された第2支持体と、
前記第1及び第2支持体の一方である公転治具側支持体の外周面に沿って公転駆動される公転治具と、
前記第1及び第2支持体の他方である受け治具側支持体に支持された受け治具とを備え、
前記第1及び第2支持体は、前記第1及び第2支持体の端面同士が近接された作業位置並びに前記端面同士が離間された待機位置を取り得るように、互いに対して軸線方向相対移動可能とされ、
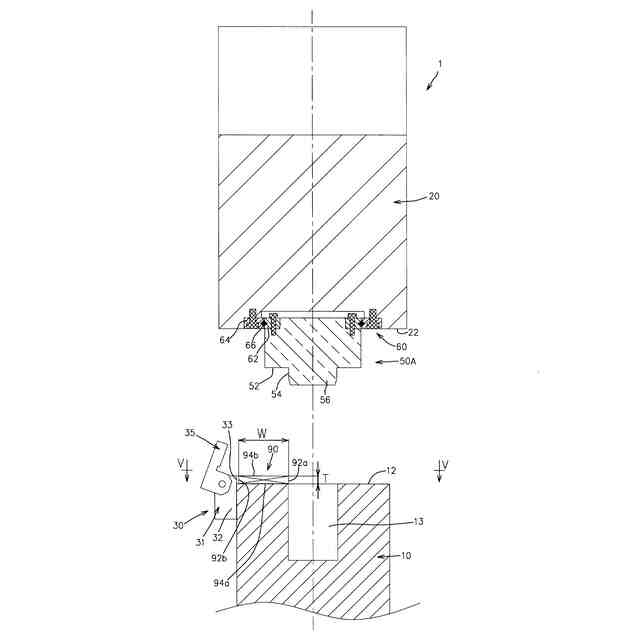
前記受け治具は、前記第1及び第2支持体が作業位置に位置された際に前記第1及び第2長辺間の距離によって画される前記平角線の板厚に相当する距離だけ離間された状態で前記公転治具側支持体の端面の少なくとも一部と対向する径方向延在環状面と、前記径方向延在環状面の径方向内端部から前記公転治具側支持体の端面に近接する方向へ軸線方向に延びる軸線方向延在環状部とを有し、
前記第1及び第2支持体が作業位置に位置された際に、前記公転治具側支持体の端面、前記径方向延在環状面及び前記軸線方向延在環状部が、径方向外方に開く環状係入溝を形成するように構成され、
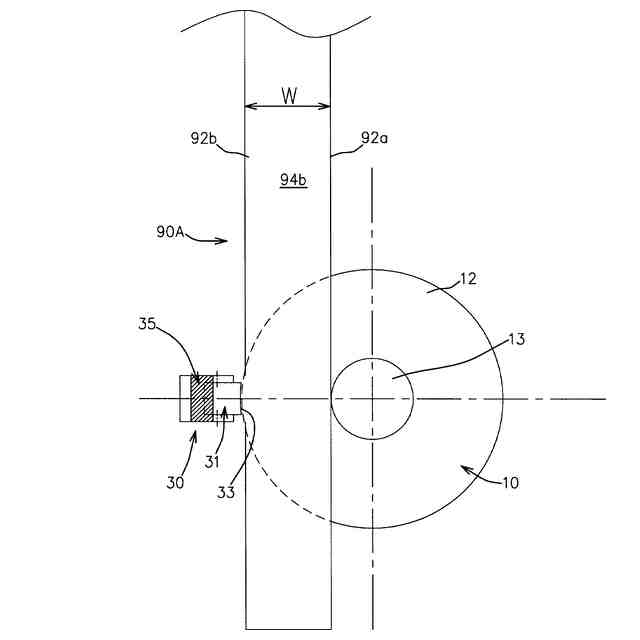
前記公転治具は、前記第1長辺が前記公転治具側支持体の端面に対向し、前記第2長辺が前記径方向延在環状面に対向し且つ前記第1短辺が前記軸線方向延在環状部に対向するように前記平角線が前記環状係入溝に係入された曲げ加工準備完了状態において公転駆動されると、前記第1短辺の側を前記軸線方向延在環状部に巻き付けるように前記第2短辺の側を押圧し、これにより、前記平角線をエッジワイズ方向へ曲げるように構成され、
前記受け治具は、前記受け治具側支持体に軸線回り回転可能に支持されていることを特徴とする曲げ加工装置。
続きを表示(約 1,500 文字)
【請求項2】
前記受け治具は、前記軸線方向延在環状部から軸線方向先端側へ延びる先端部を有し、
前記公転治具支持体の端面には、軸受孔が設けられており、
前記第1及び第2支持体が作業位置に位置された際に、前記先端部は前記軸受孔に軸線回り回転自在に係入されるように構成されていることを特徴とする請求項1に記載の曲げ加工装置。
【請求項3】
前記第1支持体が前記公転治具側支持体として作用し、且つ、前記第2支持体が前記受け治具側支持体として作用し、
前記第2支持体が、前記作業位置を画する下降位置及び前記待機位置を画する上昇位置を取り得るように上下方向移動可能とされていることを特徴とする請求項2に記載の曲げ加工装置。
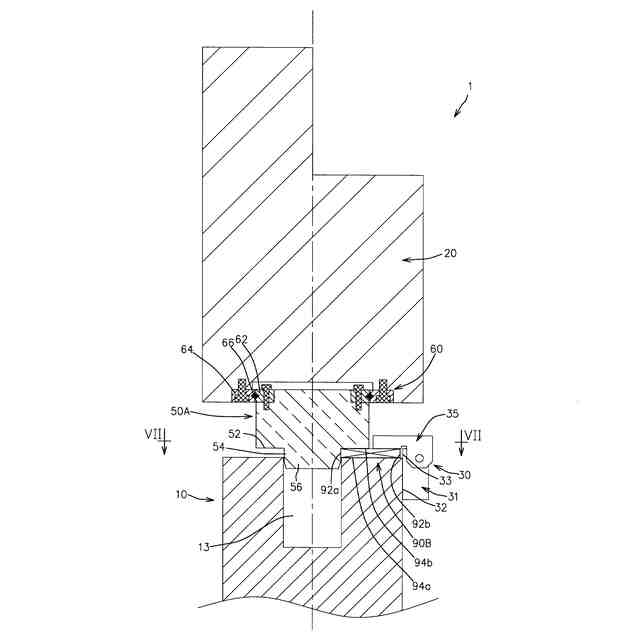
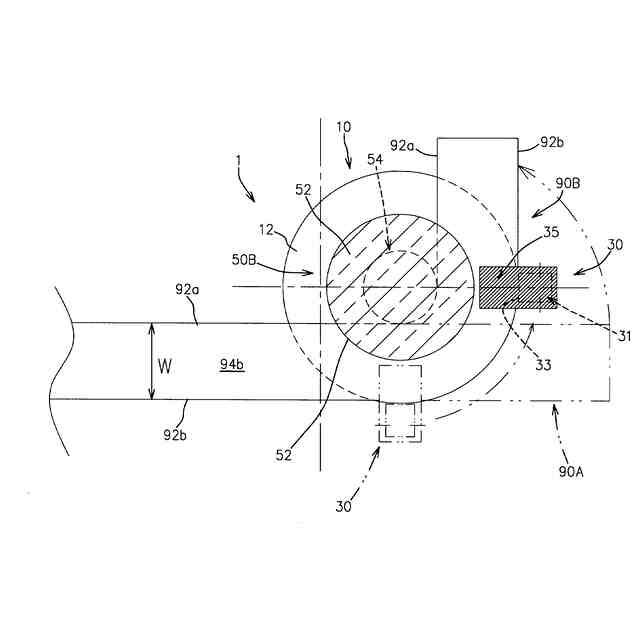
【請求項4】
前記第1支持体が前記受け治具側支持体として作用し、且つ、前記第2支持体が前記公転治具側支持体として作用し、
前記第2支持体が、前記作業位置を画する下降位置及び前記待機位置を画する上昇位置を取り得るように上下方向移動可能とされていることを特徴とする請求項2に記載の曲げ加工装置。
【請求項5】
前記受け治具は、内輪体と、外輪体と、前記内輪体及び前記外輪体の間に介挿された転動体とを有する軸受部材を介して前記受け治具側支持体に支持されていることを特徴とする請求項1に記載の曲げ加工装置。
【請求項6】
前記軸受部材は、クロスローラベアリングであることを特徴とする請求項5に記載の曲げ加工装置。
【請求項7】
前記内輪体は前記受け治具に連結され、前記外輪体は前記受け治具側支持体に連結されていることを特徴とする請求項5に記載の曲げ加工装置。
【請求項8】
前記内輪体は前記受け治具側支持体に連結され、前記外輪体は前記受け治具に連結されていることを特徴とする請求項5に記載の曲げ加工装置。
【請求項9】
前記公転治具は、前記公転治具側支持体の外周面と対向する対向部位及び前記公転治具側支持体より軸線方向外方に延び、前記平角線の前記第2短辺の側を押圧する押圧部位を含む本体部と、前記本体部に揺動軸線回り揺動可能に連結された蓋部とを有し、
前記蓋部は、前記平角線が前記環状係入溝に係入された曲げ加工準備完了状態において、前記平角線のうち前記径方向延在環状面より径方向外方に位置する部分の少なくとも一部を覆う保持位置と、平面視において曲げ加工準備完了状態の前記平角線とは重合しない退避位置とを取り得ることを特徴とする請求項1から8の何れかに記載の曲げ加工装置。
【請求項10】
前記公転治具側支持体の端面のうち前記平角線が設置される設置領域の径方向長さは、前記第1及び第2短辺間の距離によって画される前記平角線の幅と同一とされ、
前記径方向延在環状面は、径方向内端部が前記設置領域の径方向内端部と径方向同一位置に配置され、且つ、径方向外端部が前記設置領域の径方向外端部と径方向同一位置に配置又は前記設置領域の径方向外端部より径方向外方へ延在するように構成されており、
前記公転治具は、前記公転治具側支持体の外周面と対向する対向部位と、前記公転治具側支持体より軸線方向外方に位置するように前記対向部位から延び、前記平角線の前記第2短辺の側を押圧する押圧部位とを有し、
前記押圧部位は、前記第1及び第2長辺間の距離によって画される前記平角線の板厚以下の長さを有していることを特徴とする請求項1から8の何れかに記載の曲げ加工装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、平角線をエッジワイズ方向へ曲げ加工する装置、及び、少なくとも一部がエッジワイズ方向に曲げられたエッジワイズ曲げ平角線の製造方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
断面形状が第1及び第2短辺と第1及び第2長辺とによって画される矩形状とされた平角線を、前記第1又は第2短辺を曲げ内側としてエッジワイズ方向へ曲げるエッジワイズ曲げは、エッジワイズ曲げ部を有する平角線によって形成されるバスバーや平角線がコイル状に旋回されてなるエッジワイズコイル等を製造する際に用いられる。
【0003】
例えば、エッジワイズコイルを製造する巻線装置として、上下移動可能で且つ軸線回りに回転可能な主軸と、前記主軸に外挿された状態で固定ベースに固定された筒状部材と、前記筒状部材の下端部に固定された芯金と、前記芯金の下端面と対向するように前記主軸の下端に一体的に設けられ、前記芯金と協働して被加工部材である平角線を板厚方向に狭持するクランプ部材と、前記芯金及び前記クランプ部材の径方向外方において前記主軸の軸線回りに回転駆動される公転ローラとを有する装置(以下、従来装置という)が提案されている(下記特許文献1参照)。
【0004】
前記芯金は、前記主軸が挿通される貫通孔を有する円板部と、前記円板部の径方向外方部分から下方へ階段状に突出された環状凸部とを有している。
【0005】
前記クランプ部材は、前記環状凸部と対向する径方向外方領域と、前記径方向外方領域の径方向内端部から上方へ階段状に突出された径方向内方領域とを有し、前記径方向外方領域が前記環状凸部に係合する環状凹部を形成している。
【0006】
前記環状凸部及び前記環状凹部は被加工部材である平角線の板厚に相当する距離だけ上下に離間されて対向配置されており、前記環状凸部、前記環状凹部及び前記クランプ部材の径方向内方領域の外周面によって、径方向外方に開くコ字状溝が形成されている。
【0007】
前記従来装置においては、平角線は、当該平角線の一の短辺(例えば第1短辺)が前記クランプ部材の径方向内方領域と対向し、且つ、前記環状凸部及び前記環状凹部によって板厚方向に狭持された状態で前記コ字状溝に保持され、この状態で、前記公転ローラが前記主軸の軸線回りに回転駆動されることで、平角線は、前記一の短辺(例えば第1短辺)が前記クランプ部材の径方向内方領域の外周面に巻き付けられるようにエッジワイズ方向へ曲げられる。
【0008】
斯かる構成の前記従来装置は、平角線が板厚方向に狭持された状態でエッジワイズ方向へ曲げられる為、エッジワイズ曲げ加工時における平角線の断面形状変形をある程度は抑え得る点において有用である。
【0009】
しかしながら、前記コ字状溝を形成する全ての部材が前記主軸の軸線回りに関し固定されている為、エッジワイズ曲げ加工の際に平角線に大きな摩擦力が掛かり、エッジワイズ曲げ平角線に疵や寸法ばらつきが生じる恐れがある。
【先行技術文献】
【特許文献】
【0010】
特開2013-004873号公報
【発明の概要】
【発明が解決しようとする課題】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
19日前
株式会社プロテリアル
鍛造装置
2か月前
トヨタ自動車株式会社
金型装置
2か月前
株式会社オプトン
曲げ加工装置
23日前
株式会社不二越
NC転造盤
3か月前
株式会社不二越
NC転造盤
23日前
日産自動車株式会社
逐次成形方法
1か月前
株式会社アマダ
曲げ加工機
18日前
トヨタ自動車株式会社
パイプ曲げ加工装置
10日前
加藤軽金属工業株式会社
押出材の加工装置
29日前
株式会社吉野機械製作所
プレス機械
2か月前
株式会社不二越
転造加工用平ダイス
4日前
株式会社カネミツ
筒張出部形成方法
2か月前
株式会社三明製作所
転造装置
2か月前
東洋製罐株式会社
有底筒状体加工装置
1か月前
トヨタ自動車株式会社
熱間鍛造用金型
2か月前
株式会社カネミツ
歯付円筒体形成方法
2か月前
本田技研工業株式会社
鍛造用金型
24日前
東洋製罐株式会社
有底筒状体加工装置
3か月前
株式会社エナテック
製品分離システム
18日前
日本製鉄株式会社
圧延装置
1か月前
日本製鉄株式会社
圧延装置
22日前
トックス プレソテクニック株式会社
接合装置
17日前
個人
日本刀の製造方法
2か月前
トヨタ紡織株式会社
モータコアの製造装置
2か月前
株式会社IKS
滑り止め構造
1か月前
村田機械株式会社
情報処理装置及び情報処理方法
4か月前
株式会社TMEIC
板離れ防止システム
3か月前
三菱重工業株式会社
ひずみ計測方法
29日前
アイダエンジニアリング株式会社
板状部材送り装置
2か月前
株式会社菊地機械製作所
加工装置、および加工方法
4か月前
トヨタ自動車株式会社
順送プレス装置、及び制御方法
2か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
29日前
株式会社エフ・シー・シー
積層鉄心の製造装置
29日前
金田工業株式会社
はすば歯車の製造方法
3か月前
株式会社アマダ
安全確認画像の表示方法
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































