TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025035683
公報種別
公開特許公報(A)
公開日
2025-03-14
出願番号
2023142897
出願日
2023-09-04
発明の名称
不等辺山形鋼の短辺端部の成形方法、成形装置及び不等辺山形鋼の製造方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B21B
1/09 20060101AFI20250307BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】短辺端部成形工程の前に不等辺山形鋼に上反り、下反り、左曲がり、あるいは右曲がりが生じた場合でも、短辺端部成形工程において、不等辺山形鋼に対する拘束力を十分なものとして短辺端部を精度高く成形することができる、不等辺山形鋼の短辺端部の成形方法、成形装置及び不等辺山形鋼の製造方法を提供する。
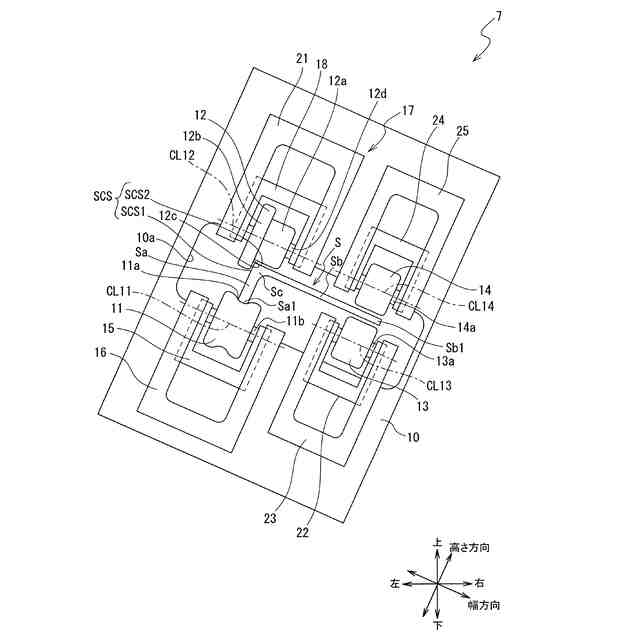
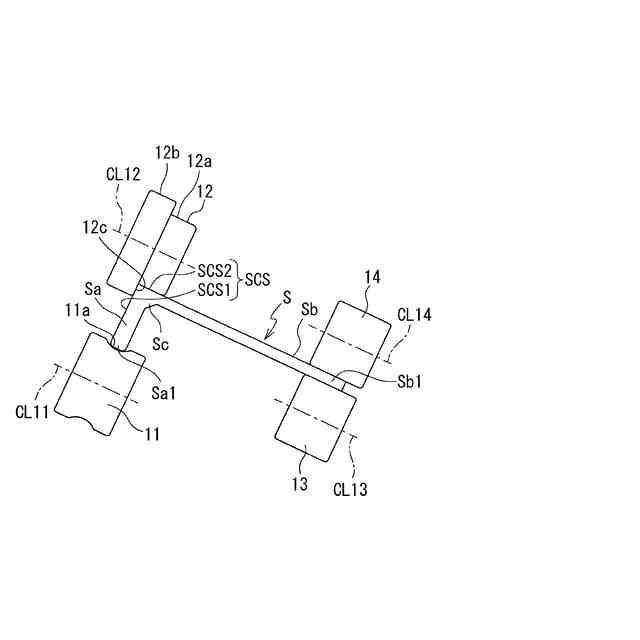
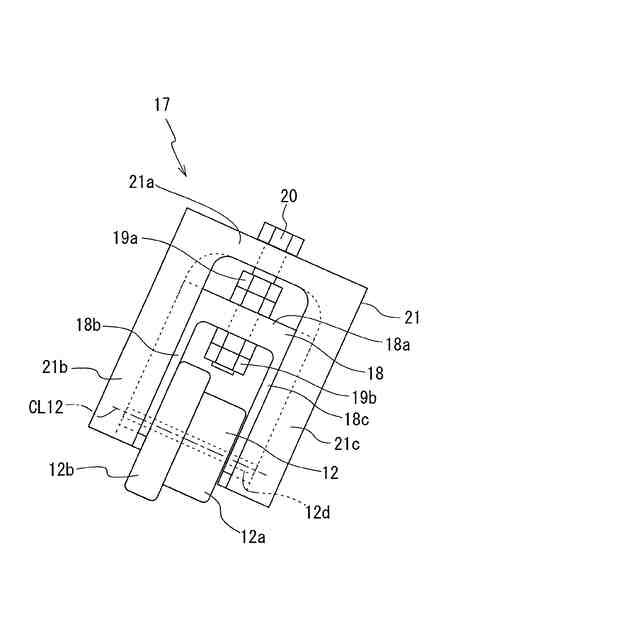
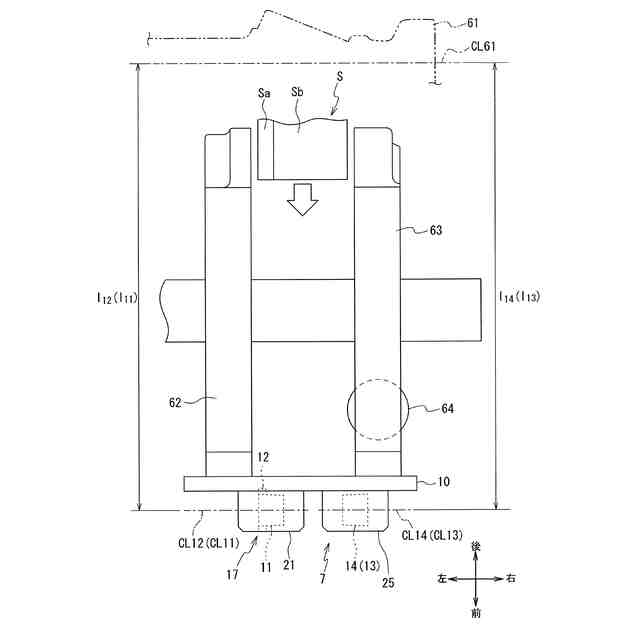
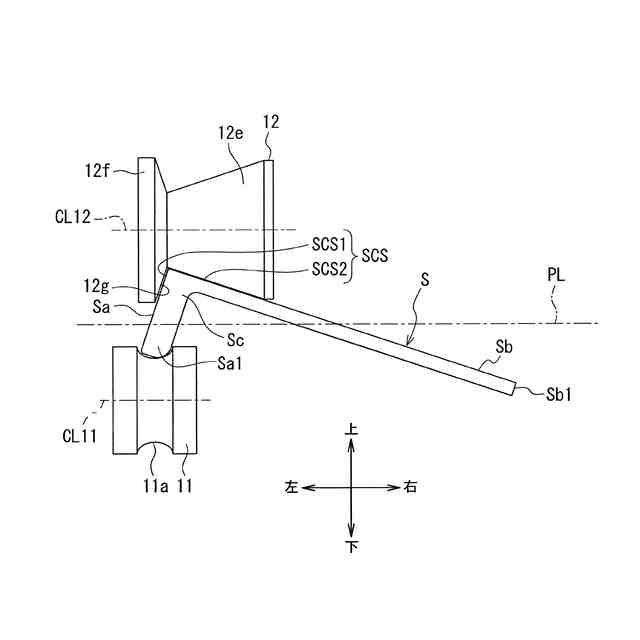
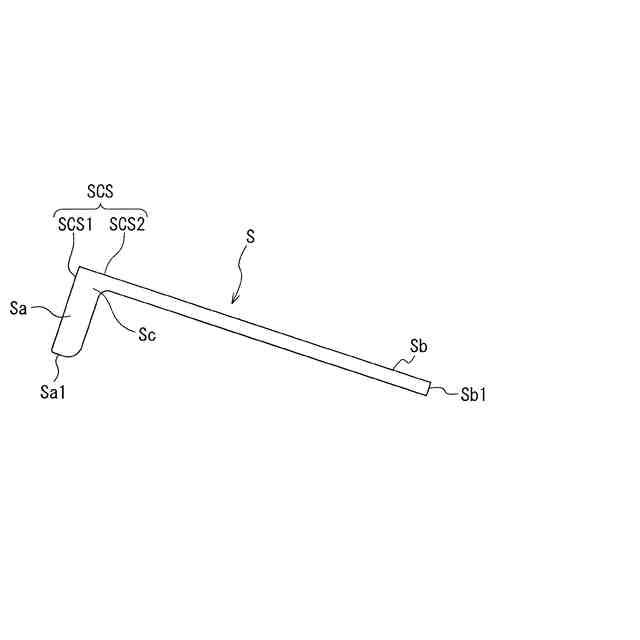
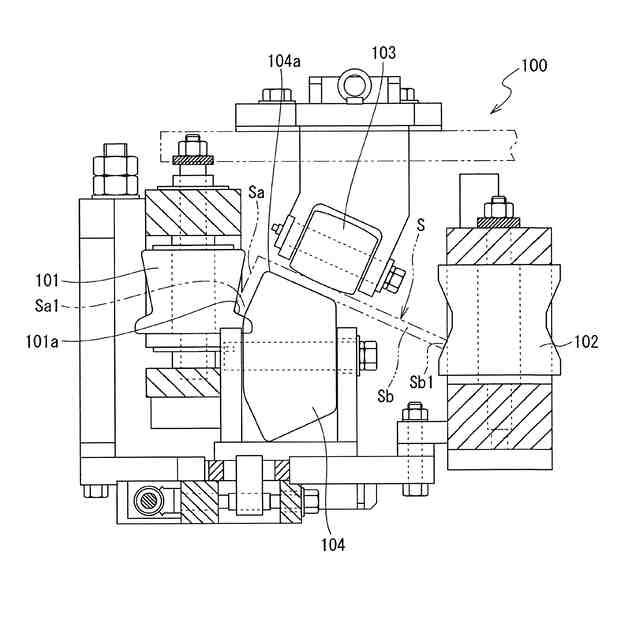
【解決手段】不等辺山形鋼の短辺端部の成形方法は、不等辺山形鋼Sの熱間圧延工程において、不等辺山形鋼Sの短辺端部Sa1を成形する短辺端部成形工程を有する。短辺端部成形工程において、外周面12cが不等辺山形鋼Sの短辺Saと長辺Sbとの接合部Scの外面SCSの形状に倣う形状を有する押さえローラー12によって、不等辺山形鋼Sの短辺Saと長辺Sbとの接合部Scを外面SCSから保持した状態で、成形ローラー11によって不等辺山形鋼Sの短辺端部Sa1を成形する。
【選択図】図2
特許請求の範囲
【請求項1】
不等辺山形鋼の熱間圧延工程において、不等辺山形鋼の短辺端部を成形する短辺端部成形工程を有する不等辺山形鋼の短辺端部の成形方法であって、
前記短辺端部成形工程において、外周面が前記不等辺山形鋼の短辺と長辺との接合部の外面の形状に倣う形状を有する押さえローラーによって、前記不等辺山形鋼の短辺と長辺との接合部を外面から保持した状態で、成形ローラーによって前記不等辺山形鋼の短辺端部を成形することを特徴とする不等辺山形鋼の短辺端部の成形方法。
続きを表示(約 720 文字)
【請求項2】
前記成形ローラーの回転軸芯と前記押さえローラーの回転軸芯とが同一平面内において互いに平行となり、かつ、前記不等辺山形鋼の搬送方向において仕上圧延機の最終スタンドの圧延ロールの軸芯から同じ距離となる位置に前記成形ローラー及び前記押さえローラーが配置されている前記成形ローラーによって前記不等辺山形鋼の短辺端部を成形することを特徴とする請求項1に記載の不等辺山形鋼の短辺端部の成形方法。
【請求項3】
不等辺山形鋼の熱間圧延工程における不等辺山形鋼の短辺端部を成形する短辺端部成形工程に用いられる不等辺山形鋼の短辺端部の成形装置であって、
前記短辺端部成形工程において、前記不等辺山形鋼の短辺端部を成形する成形ローラーと、外周面が前記不等辺山形鋼の短辺と長辺との接合部の外面の形状に倣う形状を有するとともに、前記短辺端部成形工程において、前記不等辺山形鋼の短辺と長辺との接合部を外面から保持する押さえローラーとを備えていることを特徴とする不等辺山形鋼の短辺端部の成形装置。
【請求項4】
前記成形ローラー及び前記押さえローラーは、前記成形ローラーの回転軸芯と前記押さえローラーの回転軸芯とが同一平面内において互いに平行となり、かつ、前記不等辺山形鋼の搬送方向において仕上圧延機の最終スタンドの圧延ロールの軸芯から同じ距離となる位置に配置されていることを特徴とする請求項3に記載の不等辺山形鋼の短辺端部の成形装置。
【請求項5】
請求項1又は2に記載の不等辺山形鋼の短辺端部の成形方法を用いて不等辺山形鋼の短辺端部を成形することを特徴とする不等辺山形鋼の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、不等辺山形鋼の短辺端部を成形するための成形方法、成形装置及び不等辺山形鋼の製造方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
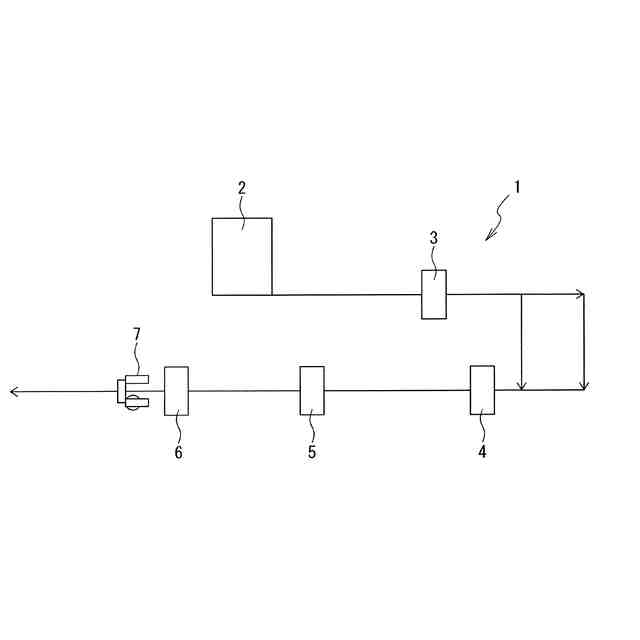
一般に、不等辺山形鋼は、加熱工程、粗圧延工程、中間圧延工程、及び仕上圧延工程を有する熱間圧延工程を経ることにより、製造される。
熱間圧延工程における仕上圧延工程で被圧延材を不等辺山形鋼に仕上圧延する際、不等辺山形鋼の短辺端部も圧延ロールで成形されるが、目的とする形状に対して得られる形状精度が不十分な場合がある。
【0003】
この不等辺山形鋼の短辺端部の形状精度を高めるものとして、従来、例えば、特許文献1及び2に示すものが提案されている。
特許文献1に示す不等辺山形鋼の短辺端部の成形方法は、不等辺山形鋼の熱間圧延工程において圧延された不等辺山形鋼の短辺端部を成形ローラーの成形部によって押圧成形すると共に短辺端部を案内し、不等辺山形鋼の長辺端部を不等辺山形鋼の搬送路を挟んで成形ローラーとは対向側に配置されているガイドローラーによって案内する。そして、短辺端部の成形案内過程において、押さえローラーによって不等辺山形鋼の長辺の表面側を押圧し、受けローラーによって不等辺山形鋼の裏側面を支持し、受けローラーの外周面は不等辺山形鋼の短辺及び長辺のそれぞれの裏側面に当接しているものである。
【0004】
この特許文献1に示す不等辺山形鋼の短辺端部の成形方法によれば、圧延ロールから出た直後の搬送方向の不等辺山形鋼の先端部の短辺端部及び圧延ロールを通過しきった搬送方向の不等辺山形鋼の後端部の短辺端部のいずれも成形ローラーによって全長に亘ってエッジのない滑らかな外側に膨らんだ円弧形状の曲面に成形することができる。
【0005】
また、特許文献2に示す不等辺山形鋼の短辺端部の成形方法は、圧延された不等辺山形鋼の短辺端部を短辺部の高さ方法とは交差する幅方向に設定されている回転軸を回転中心とする成形ローラーの成形部によって押圧成形する。そして、成形過程において、短辺端部に対向して面している成形部は、成形ローラーを高さ方向に調整することにより押圧力を制御することができると共に、成形ローラーを幅方向に調整することにより短辺端部との隙間の幅を制御することができるものである。
【0006】
この特許文献2に示す不等辺山形鋼の短辺端部の成形方法によれば、短辺端部の成形過程において、短辺端部に対向して面している成形部は、成形ローラーを高さ方向に調整することにより押圧力を制御することができる。また、成形ローラーを幅方向に調整することにより短辺端部との隙間の幅を制御できるので、安定した成形作業を可能にするとともに、成形装置の小型化を実現し、ライン上での調整を簡単にして作業の短縮を図ることができる。
【先行技術文献】
【特許文献】
【0007】
特開2015-77624号公報
特開2021-45788号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、これら従来の特許文献1及び特許文献2に示す不等辺山形鋼の短辺端部の成形方法にあっては、以下の課題があった。
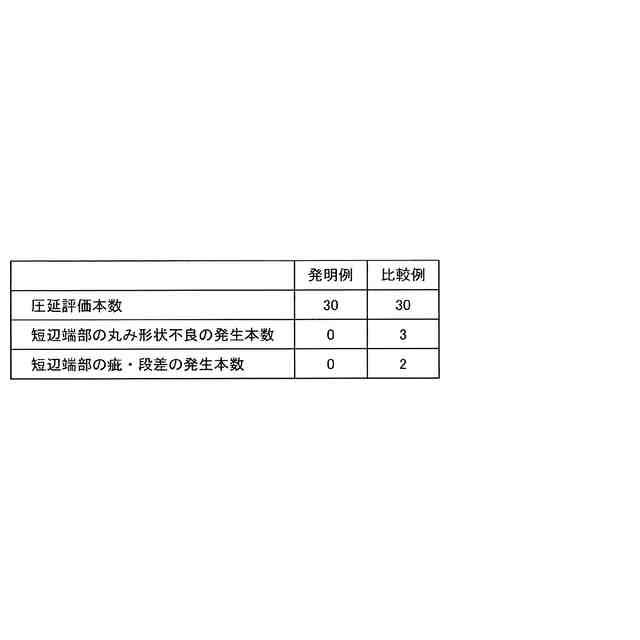
即ち、特許文献1に示す不等辺山形鋼の短辺端部の成形方法の場合には、不等辺山形鋼の成形案内過程においては、成形ローラー及びガイドローラー以外に、押さえローラーによって不等辺山形鋼の長辺の表面側を押圧し、受けローラーによって不等辺山形鋼の裏側面を支持し、受けローラーの外周面は不等辺山形鋼の短辺及び長辺のそれぞれの裏側面に当接しているのみである。このため、不等辺山形鋼が圧延ロールから出た搬送方向に対して上あるいは下方向に反ったり、当該搬送方向に対する左あるいは右方向に曲がったりした場合に、短辺端部の成形案内過程において、不等辺山形鋼に対する拘束力が不足し、成形ローラーによる短辺端部の成形がうまく行えない場合があった。このため、不等辺山形鋼の短辺端部の丸み形状不良が生じたり、短辺端部に疵や段差が発生するといった課題があった。
【0009】
また、特許文献2に示す不等辺山形鋼の短辺端部の成形方法の場合には、短辺端部の成形過程における不等辺山形鋼の支持については、不等辺山形鋼の長辺端部(図示せず)がガイドローラー(図示せず)によって拘束されながら案内されるとともに、不等辺山形鋼の短辺端部が押さえローラー(図示せず)によって押圧されながら進行する、と記載されているのみである。したがって、不等辺山形鋼の支持の具体的な方法については言及されておらず、不等辺山形鋼が圧延ロールから出た搬送方向に対して上あるいは下方向に反ったり、当該搬送方向に対する左あるいは右方向に曲がったりした場合に、短辺端部の成形案内過程において、不等辺山形鋼に対する拘束力が不足する懸念はぬぐいされないものであった。
【0010】
従って、本発明はこの従来の課題を解決するためになされたものであり、その目的は、短辺端部成形工程の前に不等辺山形鋼に上反り、下反り、左曲がり、あるいは右曲がりが生じた場合でも、短辺端部成形工程において、不等辺山形鋼に対する拘束力を十分なものとして短辺端部を精度高く成形することができる、不等辺山形鋼の短辺端部の成形方法、成形装置及び不等辺山形鋼の製造方法を提供することにある。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
21日前
株式会社プロテリアル
鍛造装置
2か月前
株式会社オプトン
曲げ加工装置
25日前
トヨタ自動車株式会社
金型装置
2か月前
株式会社不二越
NC転造盤
25日前
株式会社不二越
NC転造盤
3か月前
株式会社アマダ
曲げ加工機
20日前
日産自動車株式会社
逐次成形方法
1か月前
株式会社不二越
転造加工用平ダイス
6日前
株式会社カネミツ
筒張出部形成方法
2か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
12日前
株式会社三明製作所
転造装置
2か月前
株式会社吉野機械製作所
プレス機械
2か月前
加藤軽金属工業株式会社
押出材の加工装置
1か月前
東洋製罐株式会社
有底筒状体加工装置
3か月前
株式会社エナテック
製品分離システム
20日前
本田技研工業株式会社
鍛造用金型
26日前
トヨタ自動車株式会社
熱間鍛造用金型
2か月前
東洋製罐株式会社
有底筒状体加工装置
1か月前
株式会社カネミツ
歯付円筒体形成方法
2か月前
トックス プレソテクニック株式会社
接合装置
19日前
日本製鉄株式会社
圧延装置
1か月前
日本製鉄株式会社
圧延装置
24日前
株式会社IKS
滑り止め構造
1か月前
村田機械株式会社
情報処理装置及び情報処理方法
4か月前
トヨタ紡織株式会社
モータコアの製造装置
2か月前
個人
日本刀の製造方法
2か月前
アイダエンジニアリング株式会社
板状部材送り装置
2か月前
株式会社TMEIC
板離れ防止システム
3か月前
三菱重工業株式会社
ひずみ計測方法
1か月前
株式会社菊地機械製作所
加工装置、および加工方法
4か月前
個人
ハゼ締め装置、およびハゼ締め装置の自動動停止装置
4か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
1か月前
株式会社アマダ
安全確認画像の表示方法
2か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
1か月前
トヨタ自動車株式会社
順送プレス装置、及び制御方法
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































