TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025033597
公報種別
公開特許公報(A)
公開日
2025-03-13
出願番号
2023139422
出願日
2023-08-30
発明の名称
電動駆動設備、スピンドル、熱間圧延機、電動駆動方法および熱間圧延鋼板の製造方法
出願人
JFEスチール株式会社
代理人
弁理士法人銀座マロニエ特許事務所
主分類
B21B
35/14 20060101AFI20250306BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】既設設備にも適用可能で導入コストやメンテナンス性に優れた保護機能を有する電動駆動技術を提供する。
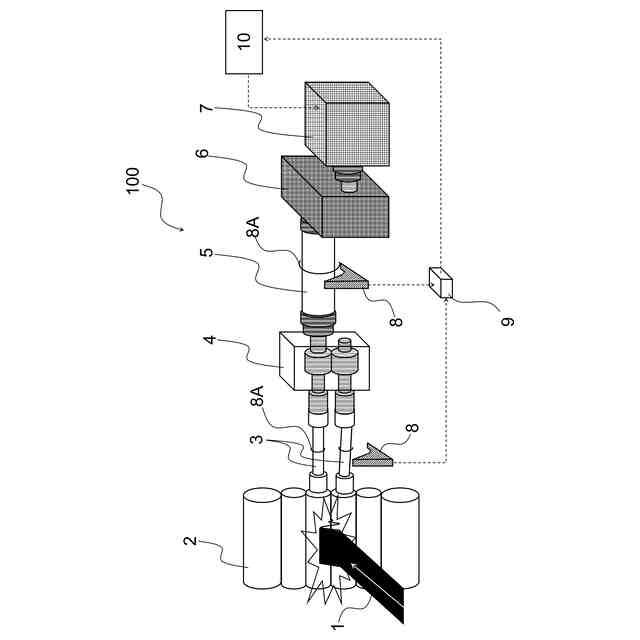
【解決手段】一端が電動機側に接続され、他端が被駆動機器側に接続されたスピンドルを備える電動駆動設備であって、前記スピンドルを構成する筒体の表面に設置されたトルクセンサと、前記トルクセンサに電力を供給するとともに前記トルクセンサからデータを収集するトルク測定装置本体と、前記トルク測定装置本体から伝送された前記スピンドルのトルク値に基づき異常の有無を判定する異常判定手段と、前記トルク値が異常と判定された場合に前記電動機から前記被駆動機器までの駆動系に対し、所定の異常回避措置を行う制御手段と、を有するものである。
【選択図】図1
特許請求の範囲
【請求項1】
一端が電動機側に接続され、他端が被駆動機器側に接続されたスピンドルを備える電動駆動設備であって、
前記スピンドルを構成する筒体の表面に設置されたトルクセンサと、
前記トルクセンサに電力を供給するとともに前記トルクセンサからデータを収集するトルク測定装置本体と、
前記トルク測定装置本体から伝送された前記スピンドルのトルク値に基づき異常の有無を判定する異常判定手段と、
前記トルク値が異常と判定された場合に前記電動機から前記被駆動機器までの駆動系に対し、所定の異常回避措置を行う制御手段と、を有する、電動駆動設備。
続きを表示(約 630 文字)
【請求項2】
前記電動駆動設備が圧延設備であって、
前記被駆動機器が圧延機であり、
前記トルクセンサが非接触式のひずみゲージである、
請求項1に記載の電動駆動設備。
【請求項3】
請求項1または2に記載の電動駆動設備に備えられたスピンドルであって、
一端が電動機側に接続され、他端が被駆動機器側に接続され、
筒体の表面にトルクセンサが設置された、スピンドル。
【請求項4】
請求項3に記載のスピンドルを有する、熱間圧延機。
【請求項5】
電動機の駆動力を、スピンドルを介して被駆動機器に伝達するにあたり、
前記スピンドルのトルクを直接測定し、
得られたトルク値が所定の値以上となったときにトルク異常と判定し、
所定の異常回避措置を行う、電動駆動方法。
【請求項6】
前記被駆動機器が圧延機であって、
前記異常回避措置が電動機から被駆動機器までの駆動系の負荷の解放である、請求項5に記載の電動駆動方法。
【請求項7】
請求項2に記載の圧延設備を用い、
加熱炉で所定の温度まで加熱した鋼片を圧延機で熱間圧延するにあたり、
常時、前記スピンドルのトルク値を監視しながら圧延し、
トルク値が所定の値以上となったときに異常と判定し、
所定の異常回避措置を行う、熱間圧延鋼板の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、スピンドルを介して電動機の駆動力を伝達する設備におけるスピンドルの過負荷による破損を防止する技術に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
従来の電動機による駆動設備の過負荷保護の方法として、電動機の電流値を用いた異常検知方法がある。この方法は下記式1に対し、電動機の出力W、基準回転数Nおよび定格電流値I
0
として既知の値をいれ、常時測定している電動機の実電流値Iのフィードバックを当てはめて発生トルクTを算出するものである。そして、算出されたトルクに基づき、異常なトルクが発生した場合に電動機を急速停止させる方法である。また、スピンドルと駆動設備の締結部分に過剰なトルクが働いた場合せん断力によって自身が破断することによってスピンドルを含めた他の駆動機器を保護するシャーピンと呼ばれる部品を設ける方法もある。
(式1)
T=(974・W/N)・(I/I
0
)
ここで、T:トルク[kgf・m](×9.8Nm)、
W:電動機の出力[kW]、
N:基準回転数[rpm](1/min)、
I:実電流値[A]、
I
0
:電動機の定格電流値[A]である。
【0003】
そして近年では、特許文献1に記載するような保護装置としてセーフティセットをスピンドルと駆動機器または電動機との間に導入するケースもある。このセーフティセットは2重になった円筒の片方に油圧を封入し、その油圧により内面に生じた応力により発生する摩擦力で一方の円筒へトルクを伝達している。そして、過剰な負荷が発生した場合は封入していた油圧が開放され、内筒と外筒の間に発生していた摩擦力が解放されることにより内筒と外筒が滑り軸受のようにふるまう。そうすることで、トルク伝達が停止し過剰な負荷がスピンドルやその他の駆動機器に伝達されるのを防ぐことができる装置である。
【先行技術文献】
【特許文献】
【0004】
特開2009-257382号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記従来技術には、以下のような課題があった。
すなわち、電動機の電流値によるトルク計算では、計算に用いる電流値の外乱要素が大きくトルク変動要因が不明瞭である。そのため、物理的な過負荷でなく電気的なノイズによってもトルク値が変動してしまうことや、駆動軸が負荷を受けた際に発生するねじり振動に伴うトルク変動など細かな挙動を捉えることが困難である。また、電動機の慣性モーメントやその他の駆動機器の慣性モーメントがモーターの駆動に作用してしまう。そのため、実際に発生しているトルクよりも大きな値として算出されてしまう問題点がある。それに加え、電動機は駆動系の入力側の末端に位置し、過負荷による異常が発生するのは多くの場合がトルクの伝達先である出力の末端設備側での不具合が原因である。たとえば、出力先に回転するロールがある場合、何らかの原因でロールの回転が拘束された場合、その過負荷はロールからスピンドルに伝わり最後に電動機に伝わる。そのため、電動機の電流値による制御では負荷の検知が遅くなってしまい、モーターが過負荷を検知した時点でスピンドルが破壊される許容トルクを超えてしまうケースが発生する。
【0006】
保護機器としてのシャーピンについては、定常時のトルクで破断しないが過剰トルク時はスピンドルや他の駆動設備の破損負荷よりも低い荷重で自身が破断しなければならない。そのため、シャーピンの破断トルクの設定が非常に困難であることに加え、シャーピンが破断した場合、スピンドルと電動機または周辺の駆動機器との縁が切れてしまう問題がある。駆動系の途中で縁が切れると、惰性でスピンドルが振れ回り、周辺の機器を破損しかねないことや、シャーピンの復旧にかなり困難を要することなどの問題がある。
【0007】
また、特許文献1に記載の技術では、新規導入の設備へ組み込むことは容易であるものの、既設設備への導入には問題が多い。たとえば、駆動機器同士の面間に新しい構成設備を導入するため、それぞれの配置を変更する必要が出てくる。そのため、導入コストが既設改造も含めるとかなりの高額投資となってしまうという問題がある。
【0008】
本発明は、上記に鑑みてなされたものであって、既設設備にも適用可能で導入コストやメンテナンス性に優れた保護機能を有する電動駆動設備および電動駆動方法を提供することを目的とする。あわせて、その設備を用いて熱間圧延鋼板を製造する方法を提供する。
【課題を解決するための手段】
【0009】
発明者らは、上記した課題を達成するために、鋭意検討を重ねた結果、以下の知見を得た。すなわち、実トルクを直接測定しそのデータを基に過負荷の判定ができるようにすることで電動駆動設備の保護が可能であることを見出した。
【0010】
上記課題を有利に解決する本発明にかかる電動駆動設備は、一端が電動機側に接続され、他端が被駆動機器側に接続されたスピンドルを備える電動駆動設備であって、前記スピンドルを構成する筒体の表面に設置されたトルクセンサと、前記トルクセンサに電力を供給するとともに前記トルクセンサからデータを収集するトルク測定装置本体と、前記トルク測定装置本体から伝送された前記スピンドルのトルク値に基づき異常の有無を判定する異常判定手段と、前記トルク値が異常と判定された場合に前記電動機から前記被駆動機器までの駆動系に対し、所定の異常回避措置を行う制御手段と、を有することを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
19日前
株式会社プロテリアル
鍛造装置
2か月前
トヨタ自動車株式会社
金型装置
2か月前
株式会社オプトン
曲げ加工装置
23日前
株式会社不二越
NC転造盤
23日前
株式会社不二越
NC転造盤
3か月前
日伸工業株式会社
加工システム
5か月前
日産自動車株式会社
逐次成形方法
1か月前
株式会社アマダ
曲げ加工機
18日前
加藤軽金属工業株式会社
押出材の加工装置
29日前
株式会社三明製作所
転造装置
2か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
10日前
株式会社吉野機械製作所
プレス機械
2か月前
株式会社カネミツ
筒張出部形成方法
2か月前
株式会社不二越
転造加工用平ダイス
4日前
トヨタ自動車株式会社
熱間鍛造用金型
2か月前
東洋製罐株式会社
有底筒状体加工装置
3か月前
株式会社エナテック
製品分離システム
18日前
株式会社カネミツ
歯付円筒体形成方法
2か月前
本田技研工業株式会社
鍛造用金型
24日前
東洋製罐株式会社
有底筒状体加工装置
1か月前
トックス プレソテクニック株式会社
接合装置
17日前
株式会社不二越
転造加工用鋼製平ダイス
4か月前
日本製鉄株式会社
圧延装置
1か月前
日本製鉄株式会社
圧延装置
22日前
トヨタ紡織株式会社
モータコアの製造装置
2か月前
株式会社IKS
滑り止め構造
1か月前
村田機械株式会社
情報処理装置及び情報処理方法
4か月前
個人
日本刀の製造方法
2か月前
三菱重工業株式会社
ひずみ計測方法
29日前
アイダエンジニアリング株式会社
板状部材送り装置
2か月前
個人
ハゼ締め装置、およびハゼ締め装置の自動動停止装置
4か月前
株式会社TMEIC
板離れ防止システム
3か月前
株式会社菊地機械製作所
加工装置、および加工方法
4か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
29日前
株式会社アマダ
安全確認画像の表示方法
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































