TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025028765
公報種別
公開特許公報(A)
公開日
2025-03-03
出願番号
2024123210
出願日
2024-07-30
発明の名称
インサートを備えた構造体および組立て方法
出願人
ザ・スウォッチ・グループ・リサーチ・アンド・ディベロップメント・リミテッド
代理人
個人
主分類
B21J
5/08 20060101AFI20250221BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】インサートを備えた構造体および組立て方法を提供すること。
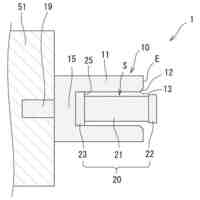
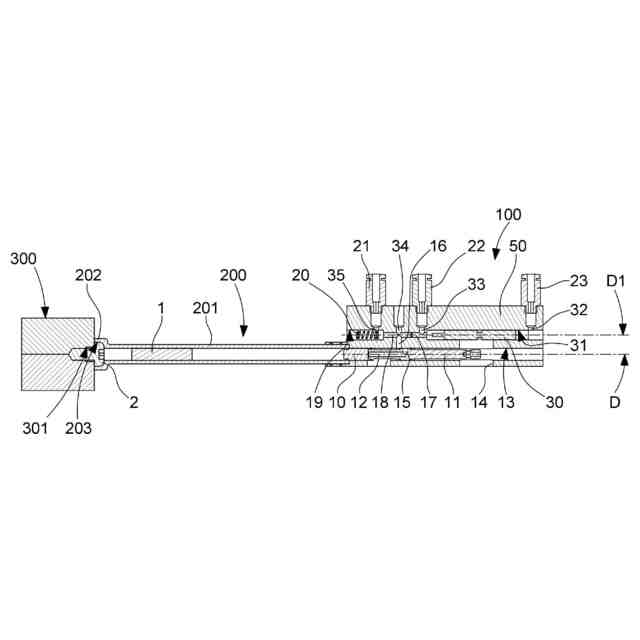
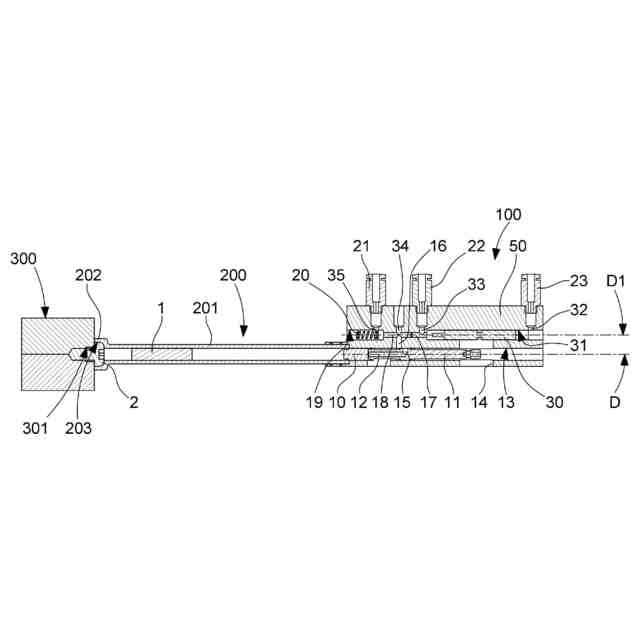
【解決手段】インサート(2)を、構造体(300)の凹部(301)と組み立てるための方法に関し、ストライカ(10)を押すストライカスライド(11)をガイドする推進ツール(100)を使用、ストライカスライド(11)の前方または後方への動きを制御するための分配デバイスと、ストライカ(10)をガイドするチューブ(200)とを含み、製造される前記インサート(2)に適合された内部輪郭(203)を有するヘッド(202)を含み、材料のバー(1)は、チューブ(200)に挿入され、所定の温度へ加熱、分配スライド(30)は、ストライカスライド(11)を、事前に定義された速度で移動させ、ストライカ(10)を、予熱されたバー(1)を打撃し、予熱されたバーを、凹部(301)に押し込め、ヘッド(202)の内部輪郭(203)の容積を占めるように変形される。
【選択図】図2
特許請求の範囲
【請求項1】
ヘッドで終端する細長部分を設けられたインサート(2)を、構造体(300)の凹部(301)と組み立てるための方法であって、この方法は、自由発射の形態のストライカ(10)を押す第1のストライカスライド(11)をガイドする推進ツール(100)を使用し、この推進ツールは、前記第1のストライカスライド(11)の前方または後方への動きを制御するための分配デバイスと、前記ストライカ(10)をガイドするチューブ(200)とを含み、前記チューブは、製造される前記インサート(2)のヘッドに適合された内部輪郭(203)を有するヘッド(202)を含み、この方法によって、少なくとも部分的に非晶質材料で作られた材料のバー(1)は、前記チューブ(200)に挿入され、材料の前記バーは、前記インサート(2)を形成することを目的とされ、前記バーは、所定の温度へ加熱され、推進流体は、前記推進ツールに注入され、前記推進ツールに含まれる第2の分配スライド(30)は、前記第1のストライカスライド(11)を、事前に定義された速度で移動させ、打撃によって前記ストライカ(10)を駆動させるように作動され、このストライカは、前記チューブ内を移動すると、前記チューブ内を移動する予熱された前記バー(1)を打撃し、予熱された前記バーは、前記凹部(301)に強制的に挿入され、前記ヘッド(202)の前記内部輪郭(203)の容積を占めるように変形される、方法。
続きを表示(約 1,600 文字)
【請求項2】
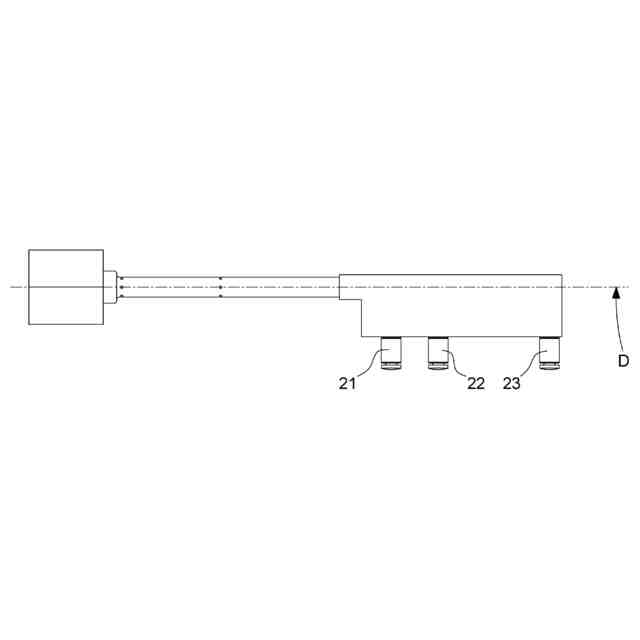
前記凹部(301)は、前記インサート(2)を受け入れるために前記構造体(300)に形成され、材料の前記バー(1)は、前記インサート(2)を製造するために提供され、推進ツール(100)が提供され、前記推進ツールは、前記ストライカ(10)を打撃方向(D)に軸方向に押すように配置された前記第1のストライカスライド(11)が移動できる、第1の円筒形チャンバ(13)を含み、前記第1のストライカスライド(11)の前方または後方への動きを制御するための分配デバイスを含み、第1の側に、前記第1の円筒形チャンバ(13)を延長し、前記ストライカ(10)をガイドするように配置されたボアを含む円筒体(201)と、第2の側に、製造される前記インサート(2)に適合した前記内部輪郭(203)を備えた前記ヘッド(202)とを含む前記チューブ(200)が提供され、前記チューブ(200)は、その前記第1の側で、前記推進ツール(100)に取り付けられ、前記ヘッド(202)は、前記凹部(301)を前記打撃方向(D)に揃えて、前記構造体(300)に当接され、材料の前記バー(1)は、前記円筒体(201)に挿入され、加熱素子は、前記円筒体(201)の周囲に配置され、材料の前記バー(1)は、所定の温度へ加熱され、推進流体は、注入ノズルまたは抽出ノズル(21,22,23)のうちの少なくとも1つに注入され、前記第2の分配スライド(30)の作動は、前記第1のストライカスライド(11)を、事前に定義された速度で移動させ、前記ストライカ(10)を、予熱された材料の前記バー(1)を打撃し、予熱された材料の前記バーを、前記凹部(301)に押し込め、前記ヘッド(202)の前記内部輪郭(203)の全容積を占めるように変形させるために駆動するために制御されることを特徴とする、請求項1に記載の組立て方法。
【請求項3】
誘導加熱素子である加熱素子が使用されることを特徴とする、請求項2に記載の組立て方法。
【請求項4】
前記推進ツール(100)が製造され、前記推進ツールは、一方では、前記第1のストライカスライド(11)が移動可能な前記第1の円筒形チャンバ(13)を、他方では、注入ノズルまたは抽出ノズル(21,22,23)によって流体が供給される第2のチャンバ(31)を含み、前記第1のストライカスライド(11)の前方または後方への動きを制御するために、第2の分配スライド(12)が、前記打撃方向(D)と平行な分配方向(D1)に軸方向に移動可能な、前記分配デバイスを含む、スリーブ(50)を含むことを特徴とする、請求項2に記載の組立て方法。
【請求項5】
予熱された材料の前記バー(1)は、前記ストライカ(10)の作用によって前記凹部(301)に押し込まれる前に、前記構造体(300)に当接されることを特徴とする、請求項1に記載の組立て方法。
【請求項6】
予熱された材料の前記バー(1)は、流体圧力によって前記構造体(300)に当接されることを特徴とする、請求項5に記載の組立て方法。
【請求項7】
材料の前記バー(1)は、少なくとも部分的に非晶質材料で作られることを特徴とする、請求項1に記載の組立て方法。
【請求項8】
内ねじを備えた、またはフック用のマクロレリーフを備えた、前記凹部(301)が製造されることを特徴とする、請求項1に記載の組立て方法。
【請求項9】
内ねじを備えた前記凹部(301)が製造され、その取外しのために、その輪郭およびピッチは、適切なツールによる機械的トルクの印加と組み合わせて、所定の周波数で超音波を使用することを必要とすることを特徴とする、請求項8に記載の組立て方法。
【請求項10】
前記凹部(301)は、6マイクロメートルRaを超える粗さで製造されることを特徴とする、請求項1に記載の組立て方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、インサートを構造体と組み立てる方法に関する。
続きを表示(約 1,600 文字)
【0002】
本発明はさらに、少なくとも1つのインサートを含む構造体に関し、前記インサートの前記構造体との組立ては、この方法にしたがって実行される。
【0003】
本発明は、特に腕時計製造または宝飾品産業における、付属部品の安全な組立ての分野に関する。
【背景技術】
【0004】
付属部品を小さな構造体に固定することは、特に、腕時計や宝飾品の部品の場合のように、そのような構造体がユーザによって着用される場合、および突出している、または少なくとも周辺にある要素が、せん断応力、振動、または衝撃を受ける場合、常に難しい作業である。
【0005】
安全な取付けを保証するために、不可逆的な取付けが常に可能であるとは限らず、この場合、外部応力に対する高いレベルの耐性を、物体を維持するため、または、その外観を変更するために必要となり得る可逆的な取付けと両立させる必要がある。
【0006】
さらに、非晶質金属などの一部の材料は、ねじなどの従来の組立面には適していない。しかしながら、これらの材料を使用すると、他の利点が得られるため、適切な取付けを使用する必要がなる。
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の目的は、特に腕時計製造または宝飾品構造の、好ましいが限定されない場合において、特に非晶質金属などの珍しい材料で作られたインサートの場合において、インサートを構造体に安全かつ可逆的に取り付けることである。
【課題を解決するための手段】
【0008】
この目的のため、本発明は、遠位部において、ヘッドで終端する細長部分を設けられたインサートを、構造体の凹部と組み立てるための方法に関し、この方法は、自由発射の形態のストライカを押す第1のストライカスライドをガイドする推進ツールを使用し、推進ツールは、前記第1のストライカスライドの前方または後方への動きを制御するための分配デバイスと、前記ストライカをガイドするチューブとを含み、前記チューブは、製造されるインサートのヘッドに適合された内部輪郭を有するヘッドを含み、この方法によって、少なくとも部分的に非晶質材料で作られた材料のバーは、チューブに挿入され、材料の前記バーは、前記インサートを形成することを目的とされ、前記バーは、所定の温度へ加熱され、推進流体は、前記推進ツールに注入され、前記推進ツールに含まれる第2の分配スライドは、第1のストライカスライドを、事前に定義された速度で移動させ、打撃によってストライカを駆動させるように作動され、ストライカは、チューブ内を移動すると、チューブ内を移動する予熱されたバーを打撃し、予熱されたバーは、前記凹部に強制的に挿入され、前記ヘッドの前記内部輪郭の容積を占めるように変形される。
【0009】
本発明の別の態様は、凹部内に配置された少なくとも1つのインサートを含む構造体に関し、前記インサートの前記構造体との組立ては、上記で定義された方法にしたがって行われ、前記構造体は、腕時計製造部品または宝飾品部品であり、前記インサートは、本体およびヘッドを含む組立てねじであり、前記組立てねじは、非晶質合金で作られ、前記凹部は、内ねじを有し、前記凹部は、6マイクロメートルRaより大きい粗さを有し、組立てねじは、前記ヘッドを形成するその遠位部に、取外し用の窪みを有することを特徴とする。ねじのヘッドおよび本体は、同じ直径または異なる直径を有することができ、その場合、ヘッドは、本体よりも大きな直径を有することに留意すべきである。
【発明の効果】
【0010】
本発明の目的、利点、および特徴は、添付の図面を参照して与えられる、以下の詳細説明からより明らかになるであろう。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社プロテリアル
鍛造装置
1か月前
個人
ハゼ折鋼板のハゼ締め装置
4か月前
村田機械株式会社
プレス機械
4か月前
トヨタ自動車株式会社
金型装置
1か月前
株式会社不二越
NC転造盤
2か月前
日伸工業株式会社
加工システム
3か月前
日産自動車株式会社
逐次成形方法
18日前
株式会社吉野機械製作所
プレス機械
1か月前
株式会社カネミツ
筒張出部形成方法
1か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
4か月前
株式会社三明製作所
転造装置
1か月前
A株式会社
接合部材、及び、骨組み構造体
4か月前
トヨタ自動車株式会社
熱間鍛造用金型
1か月前
株式会社カネミツ
歯付円筒体形成方法
1か月前
東洋製罐株式会社
有底筒状体加工装置
10日前
東洋製罐株式会社
有底筒状体加工装置
2か月前
大同特殊鋼株式会社
横型鍛造装置
4か月前
株式会社不二越
転造加工用鋼製平ダイス
3か月前
日本製鉄株式会社
圧延装置
3日前
株式会社ヤマナカゴーキン
ダイセット装置
4か月前
トヨタ紡織株式会社
モータコアの製造装置
1か月前
村田機械株式会社
金型交換装置及び金型検出方法
4か月前
トヨタ紡織株式会社
カシメ装置
4か月前
村田機械株式会社
情報処理装置及び情報処理方法
2か月前
株式会社IKS
滑り止め構造
17日前
個人
日本刀の製造方法
1か月前
株式会社TMEIC
板離れ防止システム
2か月前
株式会社菊地機械製作所
加工装置、および加工方法
3か月前
個人
ハゼ締め装置、およびハゼ締め装置の自動動停止装置
3か月前
アイダエンジニアリング株式会社
板状部材送り装置
1か月前
金田工業株式会社
はすば歯車の製造方法
2か月前
東芝産業機器システム株式会社
金型装置
4か月前
株式会社アマダ
安全確認画像の表示方法
1か月前
トヨタ自動車株式会社
順送プレス装置、及び制御方法
1か月前
フタバ産業株式会社
パイプの製造方法
17日前
有限会社後藤工業所
パイプ加工装置及びパイプ加工方法
2か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ