TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024176199
公報種別
公開特許公報(A)
公開日
2024-12-19
出願番号
2023094560
出願日
2023-06-08
発明の名称
パイプ加工装置及びパイプ加工方法
出願人
有限会社後藤工業所
代理人
個人
主分類
B21D
41/04 20060101AFI20241212BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】コストを抑えて容易にパイプを直線状に接続するために、パイプの端部を加工するパイプ加工装置を提供する。
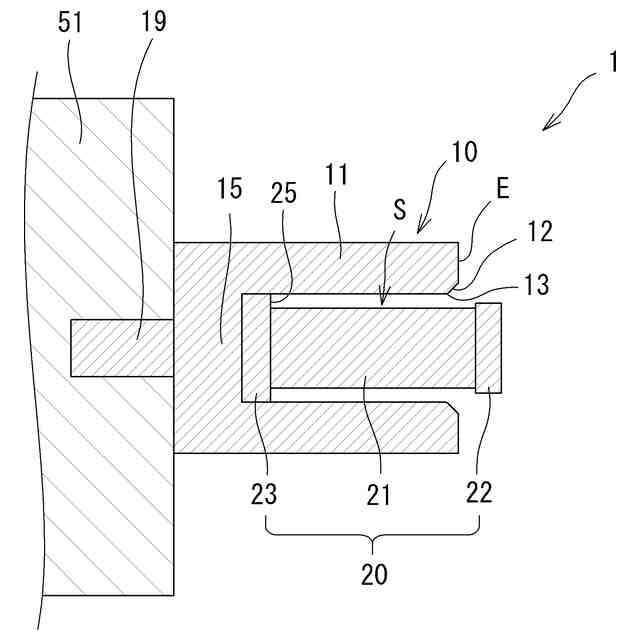
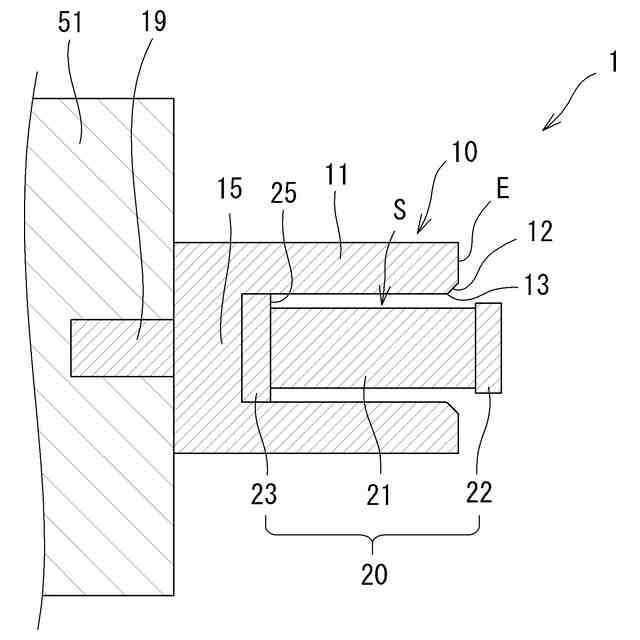
【解決手段】円筒パイプの端部を相対的に圧入させる成形型1を備えるパイプ加工装置であり、成形型1は、内径が一定の単径筒部11、及び、単径筒部11から有底円筒形の開端Eに向かって内径が漸次拡大している案内部12を有している有底円筒形の型本体10と、型本体10の底部15から開端E側に、型本体10と同一の軸方向に延びている円柱状部材20とを備えており、円柱状部材20は、型本体10の開端Eより外方に位置し、単径筒部11の内径より小さい外径を有している大径部22と、大径部22より小さい外径を有し、型本体10の底部15に対して大径部22を支持している小径軸部21とを備えている。
【選択図】図1
特許請求の範囲
【請求項1】
円筒パイプの端部を相対的に圧入させる成形型を備えるパイプ加工装置であり、
前記成形型は、
内径が一定の単径筒部、及び、該単径筒部から内径が漸次拡大している案内部を有している、有底円筒形の型本体と、
該型本体の底部から開端側に、前記型本体と同一の軸方向に延びている円柱状部材と、を備え、
該円柱状部材は、
前記型本体の開端より外方に位置し、前記単径筒部の内径より小さい外径を有している大径部と、
該大径部より小さい外径を有し、前記型本体の底部に対して前記大径部を支持している小径軸部と、を備えている
ことを特徴とするパイプ加工装置。
続きを表示(約 500 文字)
【請求項2】
前記円柱状部材は、前記大径部とは反対側の端部に、前記単径筒部の内径と略等しい外径を有している基底部を有していると共に、前記型本体に対して着脱される
ことを特徴とする請求項1に記載のパイプ加工装置。
【請求項3】
前記案内部は、前記単径筒部との境界に円弧状のアール部を有している
ことを特徴とする請求項1または請求項2に記載のパイプ加工装置。
【請求項4】
請求項1に記載のパイプ加工装置を使用したパイプ加工方法であり、
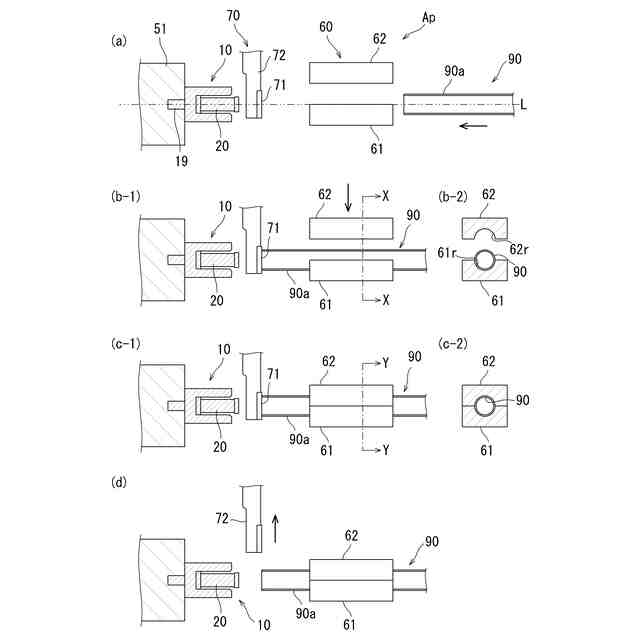
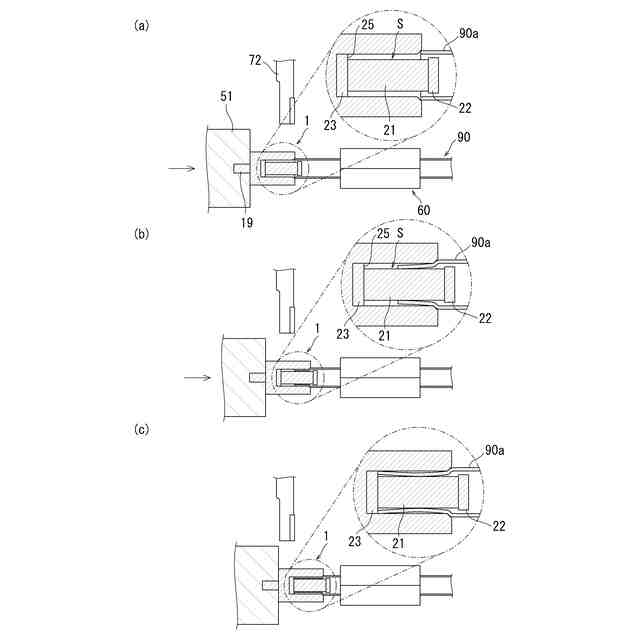
外径が前記案内部の最小径より大きく最大径以下である円筒パイプの端部を、前記案内部に当接させた状態から前記成形型の内部に相対的に圧入することにより、前記円筒パイプの端部を外周面側から押圧した後、
前記円筒パイプの端部を、前記成形型から相対的に引き抜くことにより、前記円筒パイプの端部を内周面側から前記大径部によって押圧することにより、
前記円筒パイプの端部に、外径が前記単径筒部の内径と略等しく、内径が前記大径部の外径と略等しい縮径加工部を形成する
ことを特徴とするパイプ加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、パイプ端部を加工するためのパイプ加工装置、及び、該パイプ加工装置を使用したパイプ加工方法に関するものである。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
パイプ同士を直線状に接続する手段として、従前より、パイプの端部同士を溶接により接続する、パイプの端部にフランジを形成し、重ね合わせたフランジ同士をボルトで接続する、という手段が採られている。また、パイプが円筒パイプの場合、パイプの端部にねじ山を形成し、ネジ溝を有するジョイント部材で接続する、パイプの外径と略等しい内径を有する筒状のジョイント部材の両端に、それぞれパイプを嵌入させて接続する、中央部分の外径がパイプの内径以上で、両端に向かって外径が徐々に小さくなっているジョイント部材の両端から、それぞれパイプを外嵌させて接続する、等の手段が採られている。
【0003】
しかしながら、これらは何れも、接続のために手間がかかるという問題がある。また、ジョイント部材を使用する場合は、部品点数が増え、コストが嵩むという問題がある。
【発明の概要】
【発明が解決しようとする課題】
【0004】
そこで、本発明は、上記の実情に鑑み、コストを抑えて容易にパイプを直線状に接続するために、パイプの端部を加工するパイプ加工装置、及び、該パイプ加工装置を使用したパイプ加工方法の提供を、課題とするものである。
【課題を解決するための手段】
【0005】
上記の課題を解決するため、本発明にかかるパイプ加工装置は、
「円筒パイプの端部を相対的に圧入させる成形型を備えるパイプ加工装置であり、
前記成形型は、
内径が一定の単径筒部、及び、該単径筒部から内径が漸次拡大している案内部を有している、有底円筒形の型本体と、
該型本体の底部から開端側に、前記型本体と同一の軸方向に延びている円柱状部材と、を備え、
該円柱状部材は、
前記型本体の開端より外方に位置し、前記単径筒部の内径より小さい外径を有している大径部と、
該大径部より小さい外径を有し、前記型本体の底部に対して前記大径部を支持している小径軸部と、を備えている」ものである。
【0006】
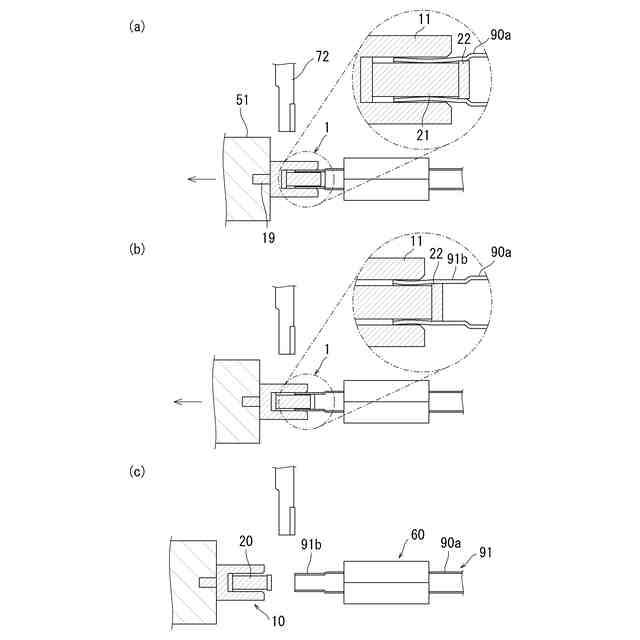
本構成のパイプ加工装置は、円筒パイプの端部に縮径加工部を形成する装置である。本構成のパイプ加工装置を使用することにより、次のようなパイプ加工方法で円筒パイプの端部に縮径加工部を形成することができる。すなわち、
「外径が前記案内部の最小径より大きく最大径以下である円筒パイプの端部を、前記案内部に当接させた状態から前記成形型の内部に相対的に圧入することにより、前記円筒パイプの端部を外周面側から押圧した後、
前記円筒パイプの端部を、前記成形型から相対的に引き抜くことにより、前記円筒パイプの端部を内周面側から前記大径部によって押圧することにより、
前記円筒パイプの端部に、外径が前記単径筒部の内径と略等しく、内径が前記大径部の外径と略等しい縮径加工部を形成する」パイプ加工方法である。
【0007】
詳細は後述するように、円筒パイプの外径より小さな内径を有している成形型の内部に、円筒パイプの端部を相対的に圧入するだけでは、外径及び内径が均一な縮径加工部を形成することはできず、不均一な変形が生じてしまう。これに対し、本発明のパイプ加工装置の成形型は、有底円筒形の型本体の内部に、大径部を有する円柱状部材を備えている。成形型の内部に圧入された円筒パイプの端部が、成形体から相対的に引き抜かれる際に、大径部によってパイプ端部を内周面側から押圧することにより、パイプ端部の不均一な変形を修正し、外径及び内径が均一な縮径加工部を形成することができる。
【0008】
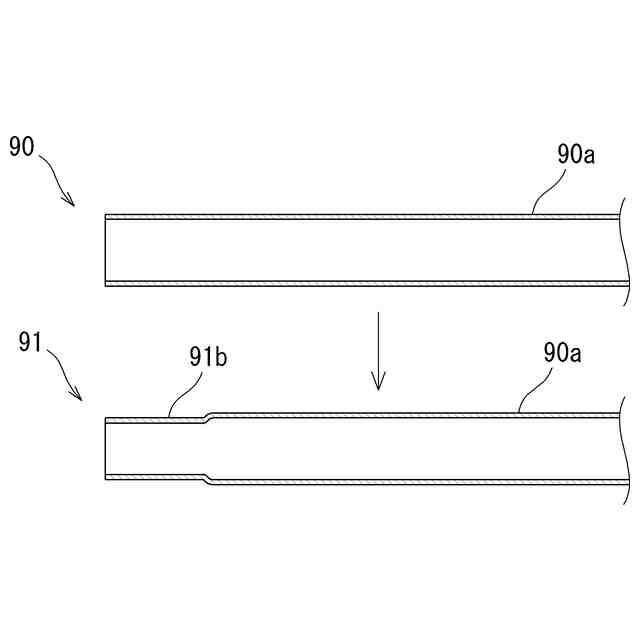
縮径加工部を端部に有する円筒パイプは、同一径の円筒パイプの非加工部に縮径加工部を差し込むだけで接続することができるため、接続の作業が容易である。また、接続のためのジョイント部材を必要としないため、コストを抑えることができる。
【0009】
本発明にかかるパイプ加工装置は、上記構成に加え、
「前記円柱状部材は、前記大径部とは反対側の端部に、前記単径筒部の内径と略等しい外径を有する基底部を有していると共に、前記型本体に対して着脱される」ものとすることができる。
【0010】
本構成では、円柱状部材が型本体に対して着脱式であるため、摩耗するなど損傷を受けた場合に、交換することができる。更に、本構成では円柱状部材が基底部を有している。成形型に円筒パイプの端部を圧入する際、成形型の内部における奥端面はパイプの先端で強く押圧されて損傷を受けやすい。これに対し、円柱状部材が単径筒部の内径と外径が略等しい基底部を有している本構成では、基底部の開端側の面が奥端面を構成することとなるため、円柱状部材を交換することにより、損傷を受けやすい奥端面を容易に交換することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
1か月前
株式会社プロテリアル
鍛造装置
3か月前
株式会社オプトン
曲げ加工装置
1か月前
トヨタ自動車株式会社
金型装置
3か月前
株式会社不二越
NC転造盤
1か月前
トヨタ紡織株式会社
プレス金型
11日前
株式会社トラバース
パンチング加工装置
3日前
株式会社TMEIC
監視装置
9日前
日産自動車株式会社
逐次成形方法
2か月前
株式会社アマダ
曲げ加工機
1か月前
株式会社不二越
転造加工用平ダイス
25日前
トヨタ自動車株式会社
パイプ曲げ加工装置
1か月前
株式会社吉野機械製作所
プレス機械
2か月前
株式会社カネミツ
筒張出部形成方法
2か月前
加藤軽金属工業株式会社
押出材の加工装置
1か月前
株式会社三明製作所
転造装置
3か月前
株式会社カネミツ
歯付円筒体形成方法
3か月前
東洋製罐株式会社
有底筒状体加工装置
4か月前
トヨタ自動車株式会社
熱間鍛造用金型
3か月前
株式会社エナテック
製品分離システム
1か月前
本田技研工業株式会社
鍛造用金型
1か月前
東洋製罐株式会社
有底筒状体加工装置
2か月前
トックス プレソテクニック株式会社
接合装置
1か月前
日本製鉄株式会社
圧延装置
1か月前
日本製鉄株式会社
圧延装置
1か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
18日前
トヨタ紡織株式会社
モータコアの製造装置
3か月前
個人
日本刀の製造方法
3か月前
株式会社IKS
滑り止め構造
2か月前
三菱重工業株式会社
ひずみ計測方法
1か月前
アイダエンジニアリング株式会社
板状部材送り装置
3か月前
トヨタ自動車株式会社
順送プレス装置、及び制御方法
2か月前
株式会社アマダ
安全確認画像の表示方法
3か月前
金田工業株式会社
はすば歯車の製造方法
4か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
1か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































