TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024151482
公報種別
公開特許公報(A)
公開日
2024-10-25
出願番号
2023064850
出願日
2023-04-12
発明の名称
金型装置
出願人
東芝産業機器システム株式会社
代理人
弁理士法人サトー
主分類
B21D
28/00 20060101AFI20241018BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】高精度かつ安定した加工を行うことができる金型装置を提供する。
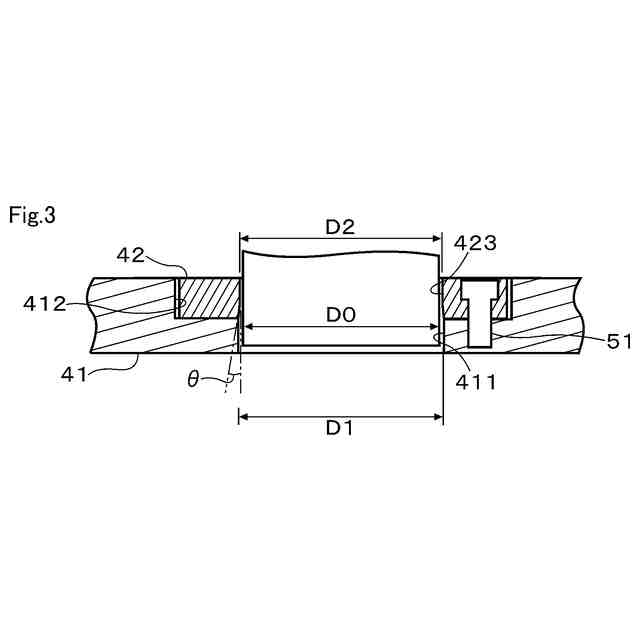
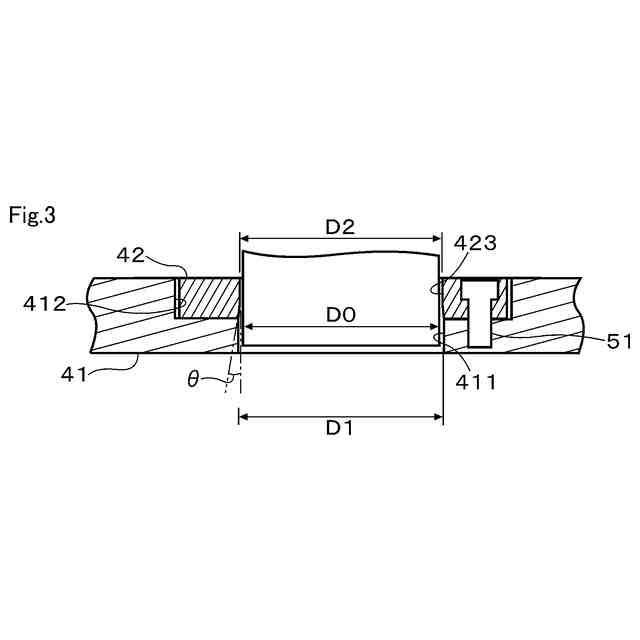
【解決手段】金型装置は、板状の材料を打ち抜くためのポンチを有する上型と、上型の下方に位置するストリッパ部と、を備え、ストリッパ部は、ポンチが通過する第1孔部を有するプレートと、第1孔部に上方から重なる位置に設けられ第1孔部よりも径が小さい第2孔部を有しポンチの上下方向の移動を案内するガイド部と、を有する。
【選択図】 図3
特許請求の範囲
【請求項1】
板状の材料を打ち抜くためのポンチを有する上型と、
前記上型の下方に位置するストリッパ部と、を備え、
前記ストリッパ部は、前記ポンチが通過する第1孔部を有するプレートと、前記第1孔部に上方から重なる位置に設けられ前記第1孔部よりも径が小さい第2孔部を有し前記ポンチの上下方向の移動を案内するガイド部と、を有する、
金型装置。
続きを表示(約 120 文字)
【請求項2】
前記プレートと前記ガイド部とは、別部品で構成されている、
請求項1に記載の金型装置。
【請求項3】
前記第2孔部は、下方に向かうにつれて径が拡大している、
請求項1又は2に記載の金型装置。
発明の詳細な説明
【技術分野】
【0001】
本発明の実施形態は、金型装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
例えば産業機械や自動車等の駆動源として用いられるモータの回転子や固定子の鉄心は、電磁鋼板等の材料から打ち抜かれた鉄心材を積層して構成されている。当該鉄心材を製造するための装置として、ロール状に巻かれた材料を所定のピッチで順次送り、材料を段階的に打ち抜く順送型の金型装置が知られている。
【先行技術文献】
【特許文献】
【0003】
特開2021-168579号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、近年ではモータの効率を高めるために、材料の薄板化や高効率材料の適用が考えられており、高精度の打ち抜き加工が求められている。また、例えば鉄心スロット部のスロット形状等が複雑化してきており、材料を打ち抜く刃物形状の複雑化が必要となるとともに、刃物のカケ等に起因した不具合の発生確率が高まっている。そのため、従来構成では、高精度かつ安定した加工を行う点において課題があった。
【0005】
そこで、高精度かつ安定した加工を行うことができる金型装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記の課題を解決するために、一実施形態による金型装置は、板状の材料を打ち抜くためのポンチを有する上型と、前記上型の下方に位置するストリッパ部と、を備え、前記ストリッパ部は、前記ポンチが通過する第1孔部を有するプレートと、前記第1孔部に上方から重なる位置に設けられ前記第1孔部よりも径が小さい第2孔部を有し前記ポンチの上下方向の移動を案内するガイド部と、を有する。
【図面の簡単な説明】
【0007】
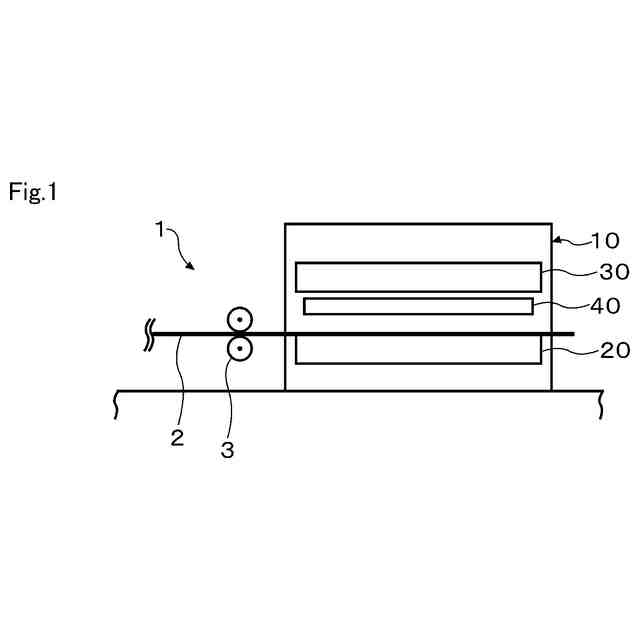
一実施形態による金型装置を備える順送加工装置の一例を概略的に示す図
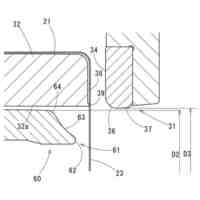
一実施形態による金型装置の一例を概略的に示す断面図
一実施形態による金型装置について、プレート及びガイド部の各孔部の周辺を拡大して示す断面図
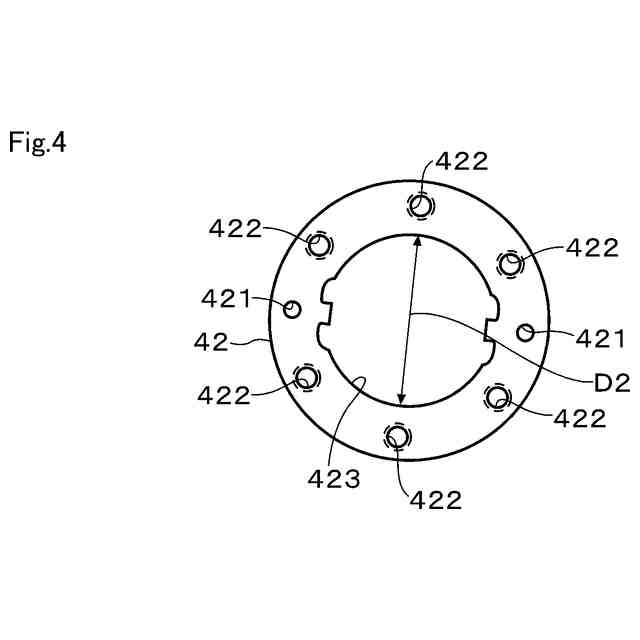
一実施形態による金型装置について、ガイド部の一例を概略的に示す図
【発明を実施するための形態】
【0008】
以下、一実施形態について図面を参照しながら説明する。なお、各図では、説明の便宜上、必要に応じて各構成の寸法を適宜拡大している場合があり、各構成同士の寸法比は実際と同一であるとは限らない。
【0009】
図1に示す順送加工装置1は、板状に形成された材料2に打ち抜き加工を施すことで、例えば三相同期モータを構成する回転子鉄心及び固定子鉄心の鉄心材を製造する。材料2は、例えば電磁鋼板、非晶質磁性材料、及びナノ結晶磁性材料等の軟磁性材料で構成され、0.0数mm~0.数mm程度の厚みで形成されている。材料2は、例えばロール状に巻かれたいわゆるフープ材で構成されている。順送加工装置1は、モータに限らず発電機の製造に用いることもできる。
【0010】
順送加工装置1は、例えばフィーダ3、金型装置10、及び図示しないレベラ等を含んで構成できる。フィーダ3は、例えばロールフィーダで構成されており、金型装置10の上流側に設けられている。フィーダ3は、搬送されてきた材料2を所定のピッチで間欠的に金型装置10に送り出す。金型装置10は、搬送された材料2に対して段階的に打ち抜き加工を施すことによって、例えば回転子鉄心及び固定子鉄心の鉄心材を製造するための装置である。金型装置10は、図示しない制御装置によって駆動が制御される。本実施形態では、金型装置10による打抜き方向は、上下方向である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
金型装置
4か月前
個人
鋼線材の高減面率延伸装置
3か月前
個人
ハゼ折鋼板のハゼ締め装置
1か月前
村田機械株式会社
プレス機械
24日前
株式会社プロテリアル
熱間鍛造用金型
1か月前
トヨタ自動車株式会社
プレス金型
2か月前
トヨタ紡織株式会社
金型装置
2か月前
株式会社ゴーシュー
歯車素材
1か月前
トヨタ自動車株式会社
鍛造加工装置
5か月前
大裕株式会社
鋼矢板の矯正装置
3か月前
日伸工業株式会社
加工システム
18日前
トヨタ自動車株式会社
プレス成型方法
4か月前
石田鉄工株式会社
格子状製品の製造方法
2か月前
株式会社小矢部精機
膜厚制御装置
4か月前
日産自動車株式会社
逐次成形方法
1か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
1か月前
株式会社リード
金属管曲げ型
4か月前
A株式会社
接合部材、及び、骨組み構造体
1か月前
株式会社不二越
歯車転造加工ユニット
4か月前
村田機械株式会社
上型ホルダ及びプレス機械
3か月前
大同特殊鋼株式会社
鋼種判別装置
4か月前
大同特殊鋼株式会社
横型鍛造装置
24日前
冨士発條株式会社
トリミング装置
1か月前
ニデック株式会社
金型及び打ち抜き方法
2か月前
株式会社不二越
転造加工用鋼製平ダイス
16日前
JFEスチール株式会社
プレス成形品の製造方法
3か月前
ダイハツ工業株式会社
曲げ加工装置
3か月前
ダイハツ工業株式会社
曲げ加工装置
3か月前
株式会社ヤマナカゴーキン
ダイセット装置
1か月前
村田機械株式会社
金型交換装置及び金型検出方法
1か月前
トヨタ紡織株式会社
カシメ装置
24日前
神鋼鋼線工業株式会社
ばね用線材
4か月前
ニデック株式会社
金型及びプレス加工装置
2か月前
JFEスチール株式会社
プレス成形品の製造方法
4か月前
浜名部品工業株式会社
軸部材の製造方法及び軸部材
3か月前
アルテミラ製缶株式会社
缶の製造方法及び製造装置
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ