TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024093282
公報種別
公開特許公報(A)
公開日
2024-07-09
出願番号
2022209563
出願日
2022-12-27
発明の名称
缶の製造方法及び製造装置
出願人
アルテミラ製缶株式会社
代理人
個人
主分類
B21D
51/26 20060101AFI20240702BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】絞りしごき加工における成形性を向上させ、リサイクルされたアルミニウム合金板でも、しわや割れの発生を抑制する。
【解決手段】底板部と該底板部の周縁から立ち上がる周壁部とを有するカップを形成するカップ形成工程と、カップの底板部の外周部を筒状のカップホルダーとリドローダイとの間で挟持しつつカップホルダーの内側に配置したパンチと前記リドローダイとの間で再絞りし、その後しごき加工して、カップより小径で深さの大きい筒体を形成する筒体形成工程とを有し、筒体形成工程では、予め、カップの底板部の中心部を軸方向外方に突出させることにより、底板部に、外周部の環状平板部に対して同心円形板状の先端面を有する円形突出部を形成しておき、パンチは、円形突出部の内側を押圧して筒体を形成する。
【選択図】 図5
特許請求の範囲
【請求項1】
底板部と該底板部の周縁から立ち上がる周壁部とを有するカップを形成するカップ形成工程と、前記カップの前記底板部の外周部を筒状のカップホルダーとリドローダイとの間で挟持しつつ前記カップホルダーの内側に配置したパンチと前記リドローダイとの間で再絞りし、その後しごき加工して、前記カップより小径で深さの大きい筒体を形成する筒体形成工程とを有し、
前記筒体形成工程では、予め、前記カップの前記底板部の中心部を軸方向外方に突出させることにより、前記底板部に、外周部の環状平板部に対して同心円形板状の先端面を有する円形突出部を形成しておき、前記パンチは、前記円形突出部の内側を押圧して前記筒体を形成することを特徴とする缶の製造方法。
続きを表示(約 680 文字)
【請求項2】
前記円形突出部は、その先端の円板部と前記環状平板部との間に先端に向かうにしたがって漸次径が小さくなる傾斜面部が形成されていることを特徴とする請求項1に記載の缶の製造方法。
【請求項3】
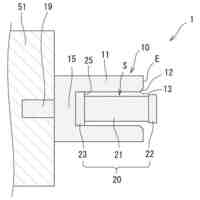
底板部と該底板部の周縁から立ち上がる周壁部とを有するカップから、該カップより小径で深さの大きい筒体を形成する筒体形成金型を有し、
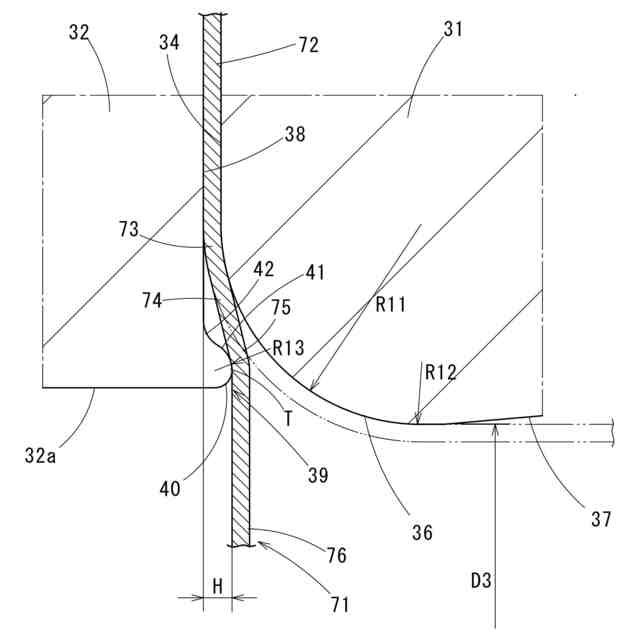
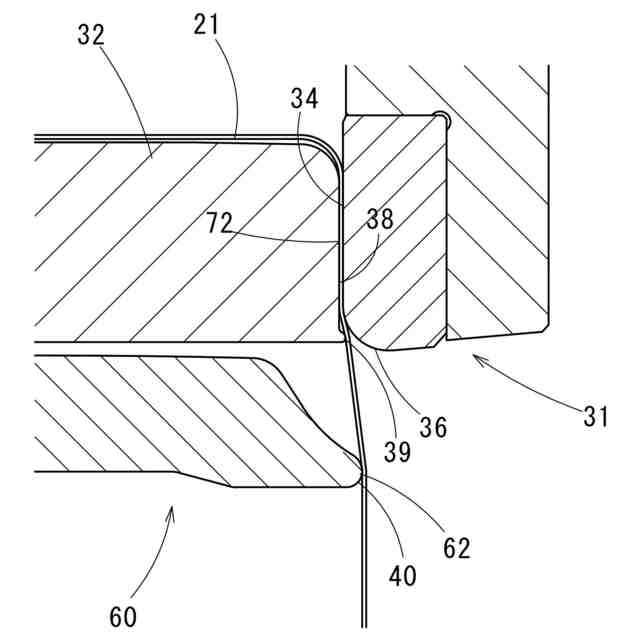
筒体形成金型は、前記カップを再絞りする再絞り用金型と、再絞り後にしごき加工して前記筒体を形成するしごき用金型とを有し、前記再絞り用金型は、前記カップの前記底板部の外周部の外面を当接させる当接面を有する環状のリドローダイと、該リドローダイに対向配置され、前記カップ内に侵入して前記底板部の前記外周部を前記リドローダイの前記当接面との間で挟持可能な押さえ面を有する円筒状のカップホルダーと、該カップホルダーの内側に配置され、前記カップを前記リドローダイの成形孔内に押し込みながら、リドローダイとの間で前記カップに再絞り加工を施すパンチとが同心状に備えられており、
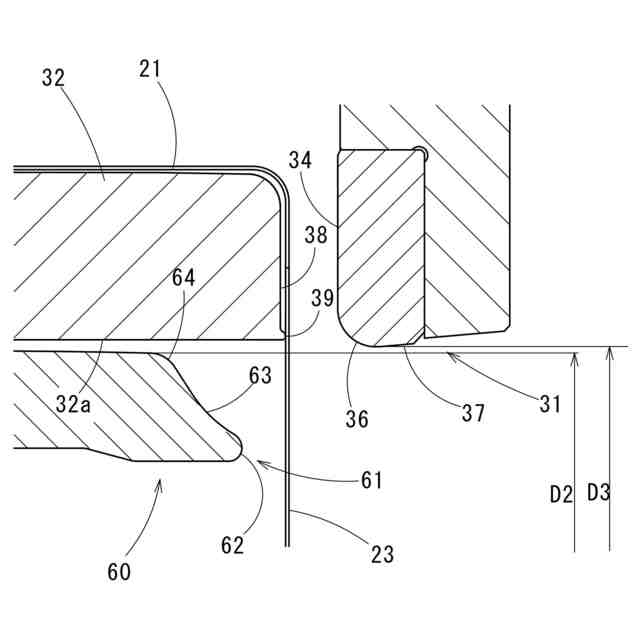
前記リドローダイの前記成形孔の内周端部に、前記当接面の内周縁から延びる凸曲面が形成され、
前記カップホルダーの先端内周部に、前記押さえ面より軸方向に突出するリング状突起部が同心状に形成され、該リング状突起部は、前記リドローダイの当接面と前記カップホルダーの押さえ面との間に前記カップの底板部を挟持したときに、前記リドローダイの前記凸曲面との間に前記カップの板厚以上の隙間を形成して対向配置されることを特徴とする缶の製造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ボトル形状のボトル缶などの有底円筒状の缶の底部を形成する際に適用される缶の製造方法及び製造装置に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
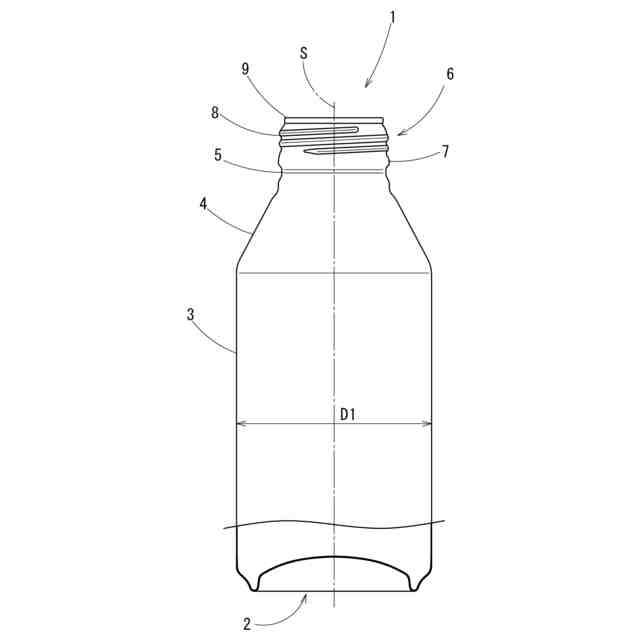
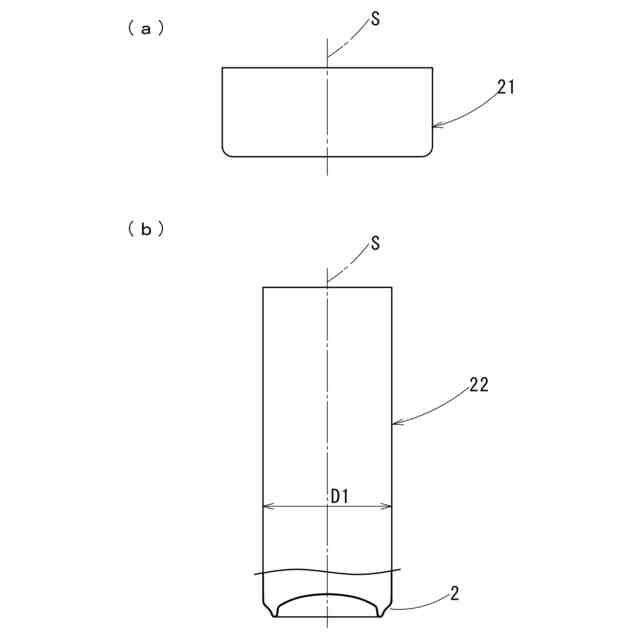
ボトル形状のボトル缶は、アルミニウム合金からなる平板状の素板をプレス加工して浅いカップを成形した後、そのカップをさらに絞りしごき加工することにより、有底円筒状の筒体を成形し、その筒体の上端部を加工して、ボトル形状に形成することにより、成形される。
この場合、カップは筒体よりも径が大きく、したがって、このカップをさらに絞りしごき加工する際には、カップの直径より小さい直径のパンチを用いるが、このパンチの周囲でカップの底板部を板厚方向に適切な押圧力で挟持することで、再絞り加工の間にしわが生じないようにしている。
【0003】
特許文献1では、ポンチ(パンチ)と同心に円筒カップホルダースリーブが配置されるとともに、再絞りダイには、その内周部に凹部が形成されており、この凹部にカップの底部外面を嵌め込むようにして、凹部の底面と円筒カップホルダースリーブの先端面との間でカップの底板部の外周部を挟持し、円筒カップホルダースリーブの中のパンチを再絞りダイの中に送り込んで、再絞り及びしごき加工することが記載されている。この場合、再絞りダイの凹部の底面は平坦面に形成され、円筒カップホルダースリーブの先端部は屈曲形成されているが、その先端は平坦に形成される。
【0004】
また、特許文献2では、パンチと同心のホルダーの先端面と、リドローダイの表面との間でカップの底板部の外周部を挟持する点は特許文献1と同様であるが、これらホルダーの先端面とリドローダイの表面とが軸心に対して直交する平面でなく、傾斜面に形成されている。
【先行技術文献】
【特許文献】
【0005】
特開平5-131225号公報
特開平9-122800号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、近年では、アルミニウム合金で製造された缶をリサイクルし、再びアルミニウム製の缶に製造することが行われている。このリサイクルにより缶を製造する場合、通常の新規のアルミニウム製缶がJIS3000系アルミニウム合金により製造されるのに対して、蓋やキャップも混在した状態でリサイクルされるために、例えばMgを多く含むアルミニウム合金板が形成されやすい。このため、JIS3000系アルミニウム合金よりも硬い材料となり、成形が難しく、特に絞りしごき加工において材料にしわや割れが生じやすい。したがって、現状では、リサイクルにより缶材を製造する場合、リサイクルで回収された回収塊を溶解する際にJIS3000系の新塊を投入して、成分調整している。
【0007】
本発明は、このような事情に鑑みてなされたものであって、絞りしごき加工における成形性を向上させ、リサイクルされたアルミニウム合金板でも、しわや割れの発生を抑制することを目的とする。
【課題を解決するための手段】
【0008】
本発明の缶の製造方法は、底板部と該底板部の周縁から立ち上がる周壁部とを有するカップを形成するカップ形成工程と、前記カップの前記底板部の外周部を筒状のカップホルダーとリドローダイとの間で挟持しつつ前記カップホルダーの内側に配置したパンチと前記リドローダイとの間で再絞りし、その後しごき加工して、前記カップより小径で深さの大きい筒体を形成する筒体形成工程とを有し、
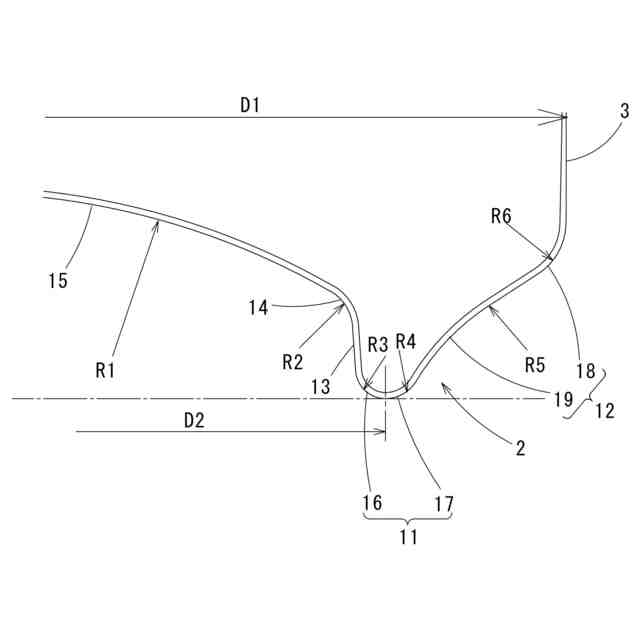
前記筒体形成工程では、予め、前記カップの前記底板部の中心部を軸方向外方に突出させることにより、前記底板部に、外周部の環状平板部に対して同心円形板状の先端面を有する円形突出部を形成しておき、前記パンチは、前記円形突出部の内側を押圧して前記筒体を形成する。
【0009】
底板部が平坦面の通常のカップを再絞り加工する場合、カップの底板部の外周部をカップホルダーとリドローダイとの間で挟持しつつ、カップの底板部の中心部位をパンチで押圧するが、その際に、平坦な底板部の一部を軸方向に向けて直角に屈曲した後、その屈曲部位をパンチに沿って再度軸方向に沿うように曲げ戻す加工がなされる。また、カップホルダーとリドローダイとの間に挟持されている底板部の外周部位は、これらに挟持されたまま半径方向内方に引っ張られ、パンチの前進に伴って、半径方向内方に順次引き込まれながら、リドローダイとパンチとの間で曲げと曲げ戻しの加工を受けて深く絞り加工がなされる。その後、しごき加工がなされて筒体が形成される。この場合、筒体の底部付近の胴部が最も引き伸ばされて薄肉になる。
【0010】
この一連の加工のなかで、カップの底板部に予め円形突出部を形成しておくことにより、パンチによる再絞り加工の前に若干の絞り加工がなされた状態となり、その円形突出部をパンチでさらに絞り加工するので、そのときの絞り率(絞り前後の直径比)が小さくなって加工が容易になる。また、カップホルダーとリドローダイとに挟持されている部分から内側部分が円形突出部で屈曲している分、材料に余裕が生じており、しかも、軸方向外方に突出した円形突出部であるので、その円形突出部はリドローダイに近づいている。したがって、その円形突出部の先端周縁部で屈曲している部分の内側がパンチで押圧されると、その外表面が変形しながらすぐにリドローダイの内周面に押し付けられてリドローダイの曲面に沿って屈曲され、このとき、材料の伸びは、屈曲により余裕が生じていた分、少なくなる。したがって、材料の引張力が緩和され、初期の再絞り加工が円滑になされ、後続の加工も円滑に進めることができ、しわや割れの発生が抑制される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社プロテリアル
鍛造装置
1か月前
個人
ハゼ折鋼板のハゼ締め装置
3か月前
村田機械株式会社
プレス機械
3か月前
トヨタ自動車株式会社
金型装置
1か月前
株式会社不二越
NC転造盤
2か月前
日伸工業株式会社
加工システム
3か月前
日産自動車株式会社
逐次成形方法
4か月前
日産自動車株式会社
逐次成形方法
4日前
株式会社プロテリアル
ステンレス鋼帯の製造方法
4か月前
株式会社吉野機械製作所
プレス機械
17日前
株式会社三明製作所
転造装置
28日前
株式会社カネミツ
筒張出部形成方法
18日前
A株式会社
接合部材、及び、骨組み構造体
4か月前
トヨタ自動車株式会社
熱間鍛造用金型
1か月前
東洋製罐株式会社
有底筒状体加工装置
1か月前
株式会社カネミツ
歯付円筒体形成方法
24日前
大同特殊鋼株式会社
横型鍛造装置
3か月前
株式会社不二越
転造加工用鋼製平ダイス
3か月前
村田機械株式会社
情報処理装置及び情報処理方法
2か月前
個人
日本刀の製造方法
1か月前
村田機械株式会社
金型交換装置及び金型検出方法
4か月前
株式会社ヤマナカゴーキン
ダイセット装置
4か月前
株式会社IKS
滑り止め構造
3日前
トヨタ紡織株式会社
モータコアの製造装置
1か月前
トヨタ紡織株式会社
カシメ装置
3か月前
株式会社菊地機械製作所
加工装置、および加工方法
2か月前
個人
ハゼ締め装置、およびハゼ締め装置の自動動停止装置
2か月前
アイダエンジニアリング株式会社
板状部材送り装置
1か月前
株式会社TMEIC
板離れ防止システム
2か月前
株式会社アマダ
安全確認画像の表示方法
28日前
東芝産業機器システム株式会社
金型装置
3か月前
金田工業株式会社
はすば歯車の製造方法
1か月前
トヨタ自動車株式会社
順送プレス装置、及び制御方法
18日前
有限会社後藤工業所
パイプ加工装置及びパイプ加工方法
2か月前
旭精機工業株式会社
工具移動装置及び線材成形機
2か月前
馳逸自動化科技(蘇州)有限公司
合金スタンピング装置
24日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ