TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024088203
公報種別
公開特許公報(A)
公開日
2024-07-02
出願番号
2022203263
出願日
2022-12-20
発明の名称
歯車転造加工ユニット
出願人
株式会社不二越
代理人
個人
,
個人
主分類
B21H
5/00 20060101AFI20240625BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】本発明は、特に小モジュールで高精度な内歯車を高能率で形成する歯車加工用の転造工具を用いた歯車転造加工ユニットを提供することを課題とする。
【解決手段】
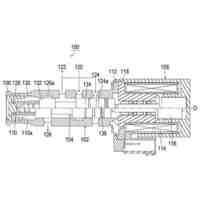
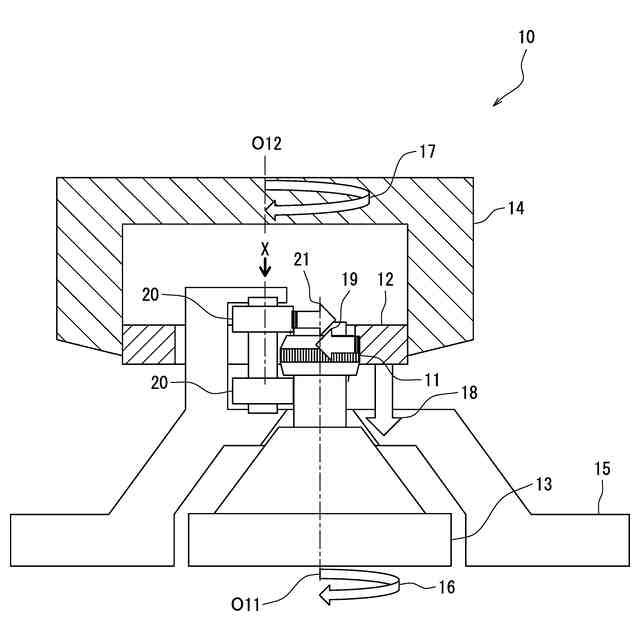
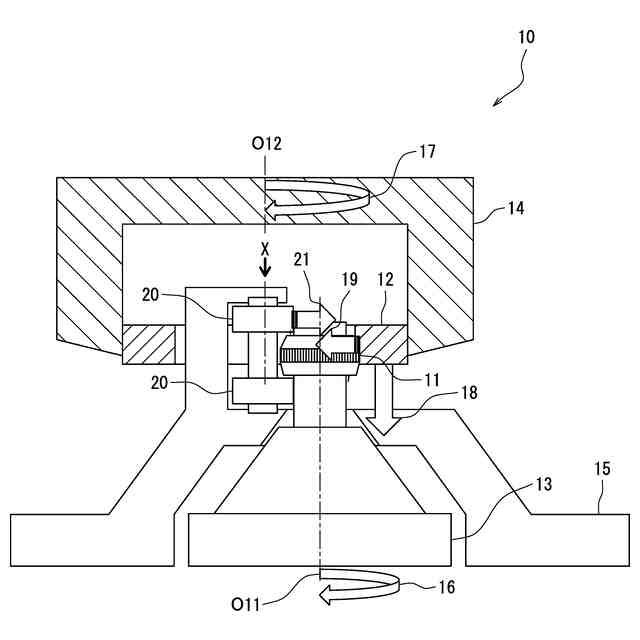
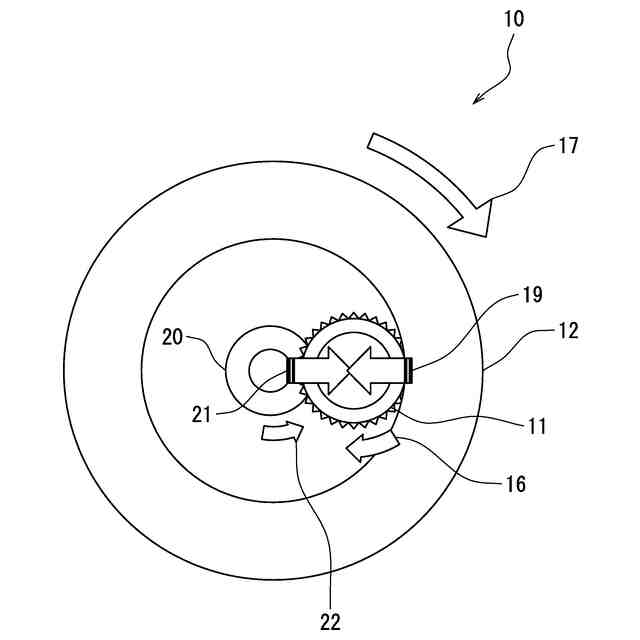
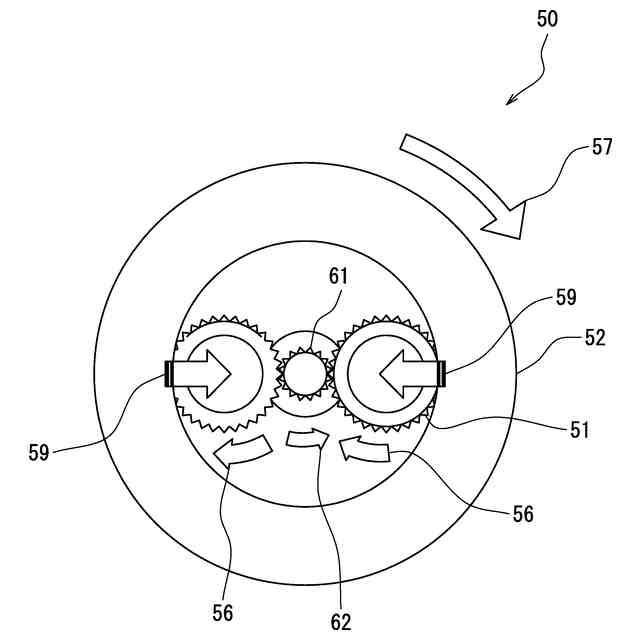
本発明の歯車転造加工ユニット10は、複数の加工歯が回転軸を中心として円環状に形成されている歯車加工用転造工具11、この歯車加工用転造工具11の回転軸O11を構成する軸体、この軸体の外周部分で接触する単一のローラー20から構成する。このローラー20は、円柱状の主軸部および主軸部の直径よりも大きい大径部から形成して、大径部は歯車加工用転造工具11の軸体と接触させる。
【選択図】図1
特許請求の範囲
【請求項1】
複数の加工歯が回転軸を中心として円環状に形成されている歯車加工用転造工具と、前記歯車加工用転造工具の回転軸を構成する軸体と、前記軸体の外周部分で接触する単一のローラーと、を有することを特徴とする歯車転造加工ユニット。
続きを表示(約 830 文字)
【請求項2】
前記ローラーは、円柱状の主軸部と、前記主軸部の直径よりも大きい大径部と、から形成されており、前記大径部が前記歯車加工用転造工具の軸体と接触することを特徴とする請求項1に記載の歯車転造加工ユニット。
【請求項3】
前記ローラーは、互いに離間した二以上の前記大径部を有しており、前記大径部は、互いに異なる位置で前記歯車加工用転造工具の軸体と接触することを特徴とする請求項2に記載の歯車転造加工ユニット。
【請求項4】
複数の加工歯が回転軸を中心として円環状に形成されている歯車加工用転造工具と、前記歯車加工用転造工具の回転軸を構成する軸体と、前記軸体の外周部分で接触する二以上のローラーと、を有することを特徴とする歯車転造加工ユニット。
【請求項5】
前記ローラーは、円柱状の主軸部と、前記主軸部の直径よりも大きい大径部と、から形成されており、前記大径部が前記歯車加工用転造工具の軸体と接触することを特徴とする請求項4に記載の歯車転造加工ユニット。
【請求項6】
前記ローラーは、互いに離間した二以上の前記大径部を有しており、前記大径部は、互いに異なる位置で前記軸体と接触することを特徴とする請求項5に記載の歯車転造加工ユニット。
【請求項7】
さらに円柱状のガイドローラーを有しており、前記ガイドローラーは前記ローラーの大径部で互いに接触することを特徴とする請求項6に記載の歯車転造加工ユニット。
【請求項8】
回転軸を有する外歯車部品と、複数の加工歯が回転軸を中心として円環状に形成されている二以上の歯車加工用転造工具と、を有しており、前記外歯車部品を中心にして前記各歯車加工用転造工具が前記外歯車部品の周囲に配置されており、かつ前記外歯車部品の歯と前記各歯車加工用転造工具の加工歯が噛み合っていることを特徴とする歯車転造加工ユニット。
発明の詳細な説明
【技術分野】
【0001】
本発明は、内歯車を転造加工するための転造工具を含む複数の部品から構成される歯車転造加工ユニットに関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
従来、転造工具を用いた内歯車の加工において、例えば特許文献1に開示されているようなアキシャル送りによる同期転造加工では歯幅方向に歯車を順次加工できるので、転造荷重を大幅に軽減できる。しかし、歯車材料の硬度が高い場合には、塑性加工するために必要な面圧が大きくなり、転造工具が片持ちであるために転造工具の保持部を含めた機械剛性が不足するという問題があった。
【0003】
また、特許文献2で開示されている転造加工により内歯車を形成する場合、あらかじめ歯切り加工により歯車形状を形成しておく必要がある。そのため、切削工具と転造工具の切り替えが必要となり、各工具の交換装置が必要となるほか、異なる2つのプロセスを必要とするために加工時間が長くなる。また、特に小モジュールの場合には精度も厳しく、切削加工と転造加工の位相合わせが困難であるという問題があった。
【先行技術文献】
【特許文献】
【0004】
特開2021-120164号公報
特開2007-216236号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
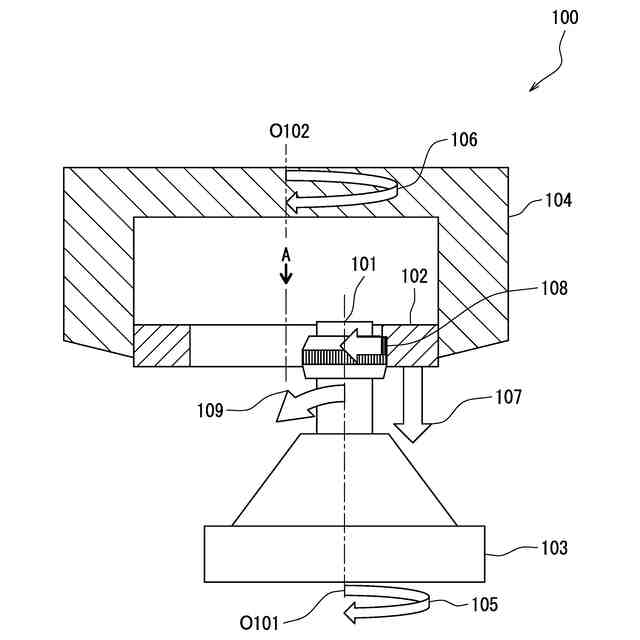
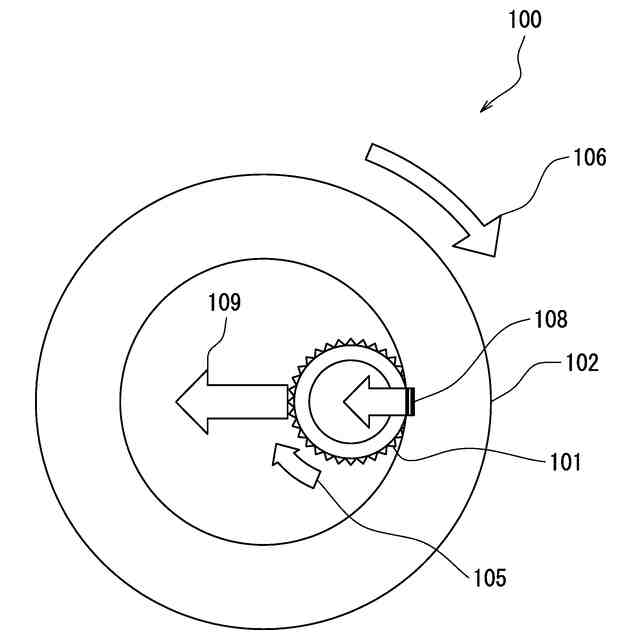
例えば、特許文献1に開示されている従来型のアキシャル送りによる歯車転造加工ユニット(歯車転造加工用工具および当該工具を回転させる機器類などから構成される装置)100の模式図を図7、図7のA矢視図を図8にそれぞれ示す。歯車転造加工ユニット100を構成する転造工具101は、図7および図8に示す様に転造工具101の保持装置103によって回転軸O101を中心として回転方向105の向きに回転し、被加工材(歯車)102は(被加工材102の)保持装置104によって回転方向106の向きに回転軸O102を中心として同期回転する。
【0006】
また、被加工材(歯車)102は、転造工具101との回転同期を保ったまま回転軸に沿って、移動方向107の向きに平行移動することで転造工具101に設けられた外径の変化部分と順次接触することで塑性変形により歯車の転造加工が行われる。この時、転造工具101は、被加工材(歯車)102から反作用として変形抵抗108を受けて、転造工具101の軸は方向109の向きにたわみが生じる。このため、機械座標と実際の転造工具101と被加工材(歯車)102との位置関係に誤差が生じるという問題があった。
【0007】
また、従来の転造工具のアキシャル送りによる同期転造方法では、歯車材料の硬度が高い場合、転造工具やそれを保持する治具部分、あるいは機械系全体が弾性変形するため、被加工歯車に押し付けた量よりも転造工具と歯車の相対位置が離れることになる。
【0008】
さらに、外歯車の加工の場合、転造工具の回転軸の両端面を保持することで対応できるが、内歯車を加工する場合は被加工歯車を保持して、同期回転させる必要があるため、転造工具の両端面を保持することは非常に困難である。
【0009】
そこで、本発明は、特に小モジュールで高精度な内歯車を高能率で加工できる転造工具を用いた歯車転造加工ユニットを提供することを課題とする。
【課題を解決するための手段】
【0010】
本発明の歯車転造加工ユニットは、複数の加工歯が回転軸を中心として円環状に形成されている歯車加工用転造工具、この歯車加工用転造工具の回転軸を構成する軸体およびこの軸体の外周部分で接触する単一のローラーから形成される。単一のローラーは、円柱状の主軸部およびこの主軸部の直径よりも大きい大径部から構成されて、大径部は歯車加工用転造工具の軸体と接触している。また、このローラーが互いに離間した二以上の大径部を有している場合、これらの大径部は互いに異なる位置で歯車加工用転造工具の軸体と接触しても構わない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社不二越
塗布装置
1か月前
株式会社不二越
建設機械
1か月前
株式会社不二越
加熱装置
1か月前
株式会社不二越
電磁比例弁
1か月前
株式会社不二越
歯車加工機
1か月前
株式会社不二越
NC転造盤
1か月前
株式会社不二越
車軸軸受装置
1か月前
株式会社不二越
X線測定装置
1か月前
株式会社不二越
油圧ユニット
1か月前
株式会社不二越
工具の製造方法
10日前
株式会社不二越
超硬合金製ドリル
2日前
株式会社不二越
X線回折測定装置
1か月前
株式会社不二越
液圧駆動システム
2日前
株式会社不二越
ロボットの操作装置
1か月前
株式会社不二越
スカイビングカッタ
1か月前
株式会社不二越
熱処理に用いる油切り装置
1か月前
株式会社不二越
移動制御装置及び移動制御システム
1か月前
株式会社不二越
状態判定装置及び状態判定プログラム
1か月前
株式会社不二越
ワーク把持装置及びロボットシステム
1か月前
個人
ハゼ折鋼板のハゼ締め装置
2か月前
株式会社プロテリアル
鍛造装置
9日前
村田機械株式会社
プレス機械
2か月前
株式会社プロテリアル
熱間鍛造用金型
3か月前
トヨタ自動車株式会社
金型装置
9日前
株式会社不二越
NC転造盤
1か月前
トヨタ自動車株式会社
プレス金型
4か月前
株式会社ゴーシュー
歯車素材
3か月前
トヨタ紡織株式会社
金型装置
4か月前
日伸工業株式会社
加工システム
2か月前
石田鉄工株式会社
格子状製品の製造方法
4か月前
日産自動車株式会社
逐次成形方法
3か月前
A株式会社
接合部材、及び、骨組み構造体
3か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
3か月前
トヨタ自動車株式会社
熱間鍛造用金型
10日前
東洋製罐株式会社
有底筒状体加工装置
24日前
ニデック株式会社
金型及び打ち抜き方法
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ