TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024175294
公報種別
公開特許公報(A)
公開日
2024-12-18
出願番号
2023092963
出願日
2023-06-06
発明の名称
スカイビングカッタ
出願人
株式会社不二越
代理人
個人
,
個人
主分類
B23F
21/10 20060101AFI20241211BHJP(工作機械;他に分類されない金属加工)
要約
【課題】従来のスカイビングカッタは、歯元の両側に面取り部分を設ける場合に、歯元の距離と同じ寸法の大きさを備えた砥石を準備する必要があった。また、スカイビングカッタの歯元の両側から面取り部分を取り除くと、被加工物の材質や加工歯の諸元によりスカイビングカッタによる歯車加工の際に加工歯のトレーリング側においてワークのバリが発生するという問題があった。
【解決手段】
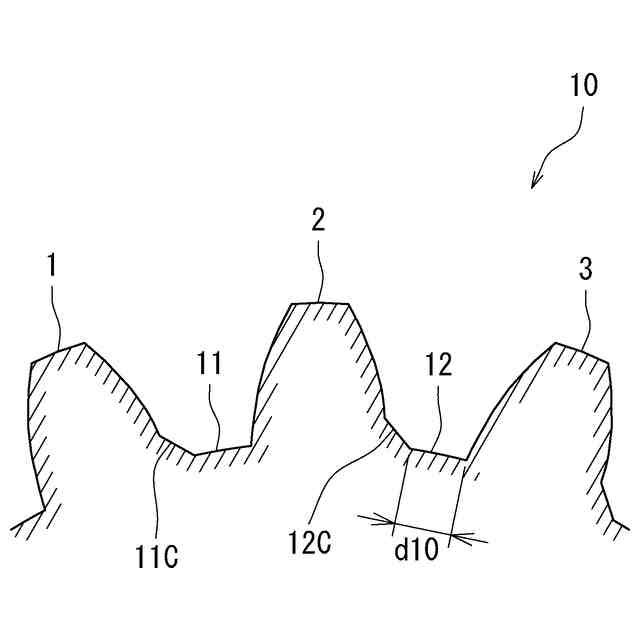
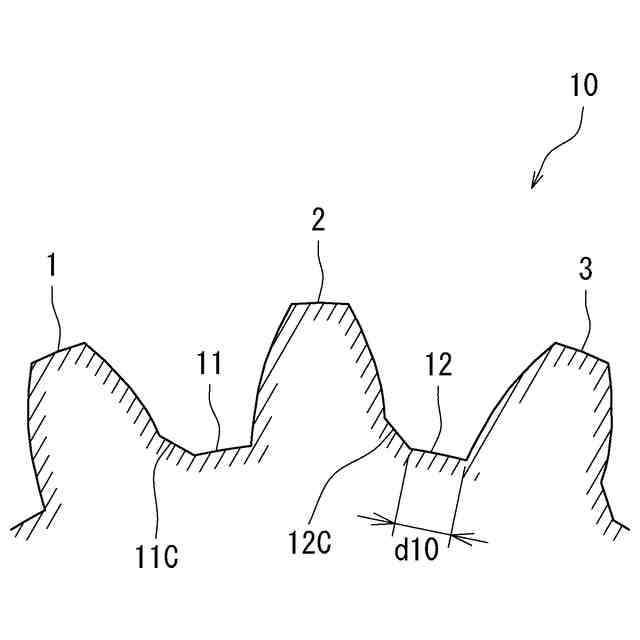
本発明のスカイビングカッタ10は、回転軸を中心にして複数の加工歯1,2,3を円周上に配列したスカイビングカッタ10であり、片側の歯元11のみに面取り刃11C,12Cを設ける。特にこれらの面取り刃11C,12Cを加工歯のトレーリング側に設けることが有効である。
【選択図】図1
特許請求の範囲
【請求項1】
回転軸を中心にして複数の加工歯が円周上に配列されているスカイビングカッタにおいて、片側の歯元のみに面取り刃を設けることを特徴とするスカイビングカッタ。
続きを表示(約 130 文字)
【請求項2】
前記面取り刃は、前記加工歯のトレーリング側に設けることを特徴とする請求項1に記載のスカイビングカッタ。
【請求項3】
前記面取り刃は、前記加工歯のリーディング側に設けることを特徴とする請求項1に記載のスカイビングカッタ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、切削加工により歯車を加工するスカイビングカッタに関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
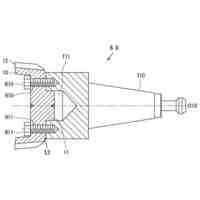
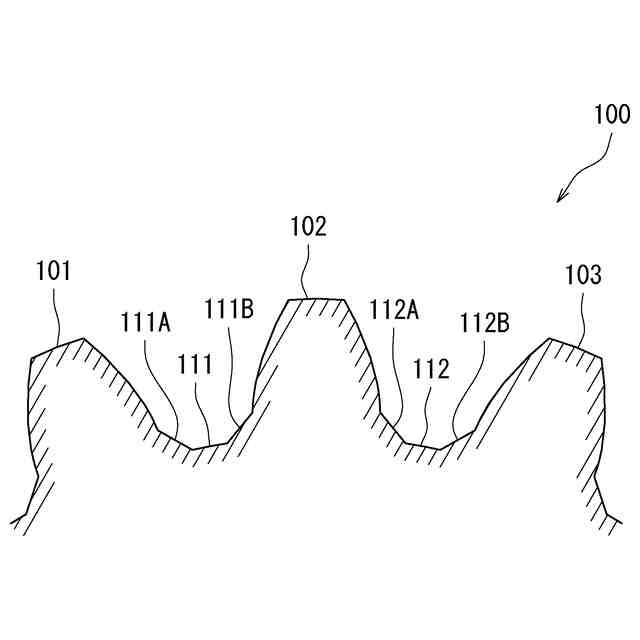
従来、歯車を切削加工する際に使用する工具、特にスカイビングカッタを用いた歯車加工では、被加工物(ワーク)の歯の先端にバリが発生しやすので、そのバリ発生を防止するために様々な工夫が施されている(特許文献1および2参照)。従来のスカイビングカッタ100の模式部分拡大図を図3および図4、スカイビングカッタ100の製作時に使用する専用工具(砥石)Tの先端部分の模式拡大図を図5にそれぞれ示す。
【0003】
例えば、従来のスカイビングカッタ100は、図3に示す様に加工歯(切れ刃)101,102,103の隣接する隙間である歯元(歯底)111,112の両側にバリ発生を抑制するための面取り部分111A,111B,112A,112Bが設けられている。
【先行技術文献】
【特許文献】
【0004】
特開昭56-152524号公報
特公昭61-34930公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
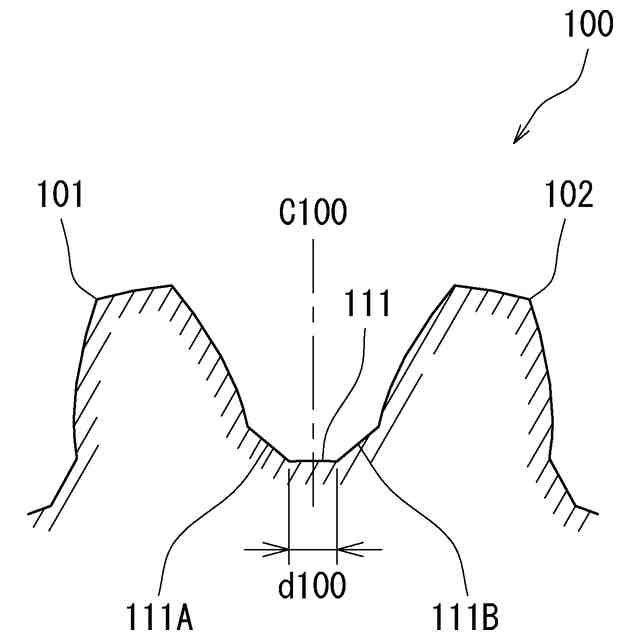
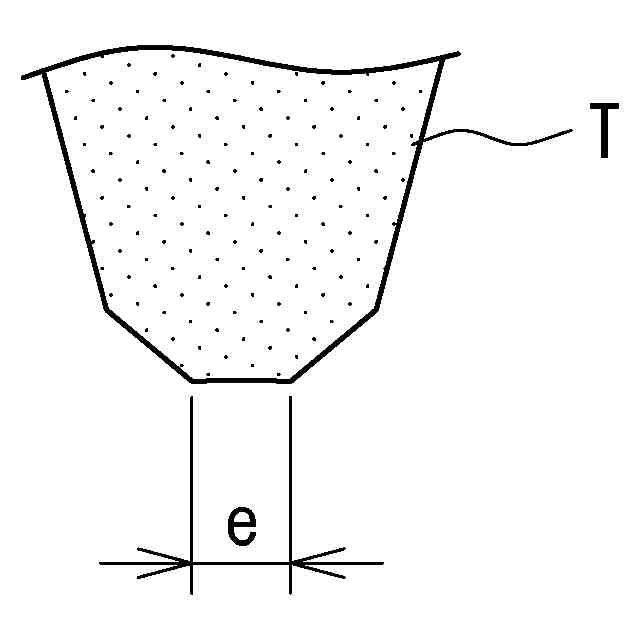
しかし、従来のスカイビングカッタ100の歯元111,112の両側に面取り部分111A,111B,112A,112Bを設ける場合には、図4に示す様に歯元111の距離d100が小さくなる。特に、モジュールが1以下である、いわゆる小モジュール専用のスカイビングカッタを製作する場合には、図5に示す様に当該距離d100を同じ寸法の大きさeを備えた専用工具(砥石)Tも準備しなければならない。
【0006】
一方、スカイビングカッタの歯元(歯底)の両側から面取り部分を取り除くと、被加工物の材質や加工歯の諸元によりスカイビングカッタによる歯車加工の際に加工歯の抜け側(トレーリング側)において被加工物(ワーク)のバリが発生するという場合があった。
【0007】
そこで、本発明は、被加工物(特に極小モジュールの場合)の材質や加工歯の諸元に依らないで加工歯の抜け側(トレーリング側)において被加工物のバリ発生を抑制するスカイビングカッタを提供することを課題とする。
【課題を解決するための手段】
【0008】
本発明のスカイビングカッタは、回転軸を中心にして複数の加工歯が円周上(環状)に配列されているスカイビングカッタにおいて、片側の歯元のみに面取り刃を設ける。この面取り刃については、特に加工歯のトレーリング側に設けることが好適である。また、モジュールが1以下である、いわゆる小モジュール専用のスカイビングカッタにも好適である。
【発明の効果】
【0009】
本発明のスカイビングカッタは、、片側の歯元のみ(特に加工歯のトレーリング側)に面取り刃を設けることでスカイビングカッタによる歯車加工時の抜け側にて被加工物(ワーク)のバリを除去できるという効果を奏する。
【図面の簡単な説明】
【0010】
本発明のスカイビングカッタ(第1実施形態)10の模式部分拡大図である。
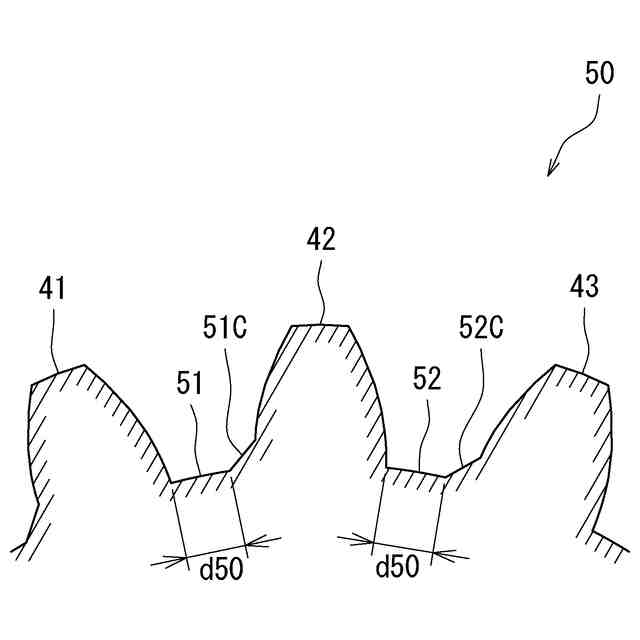
本発明のスカイビングカッタ(第2実施形態)50の模式部分拡大図である。
従来のスカイビングカッタ100の模式部分拡大図である。
従来のスカイビングカッタ100の模式部分拡大図である。
専用工具(砥石)Tの先端部分の模式拡大図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社不二越
減速機用回転部品
2日前
株式会社不二越
歯切工具およびその製造方法
12日前
株式会社不二越
ソレノイドバルブ用互換スペーサ
6日前
株式会社不二越
オフラインダイレクトティーチング装置
6日前
株式会社不二越
スカイビングカッタおよびそれを用いた歯車加工治具
6日前
株式会社不二越
回転センサ付き軸受装置
6日前
個人
スラッジ除去装置
6日前
個人
複合金属回転式ホーン
6日前
株式会社FUJI
工作機械
7日前
有限会社津谷工業
切削工具
1か月前
トヨタ自動車株式会社
取付装置
6日前
トヨタ自動車株式会社
積層コア
28日前
株式会社トーキン
溶接用トーチ
12日前
株式会社ツガミ
工作機械
16日前
株式会社ツガミ
工作機械
5日前
トヨタ自動車株式会社
検査方法
16日前
株式会社メドメタレックス
ドリル
27日前
株式会社不二越
歯車加工機
1か月前
株式会社不二越
歯車研削盤
2か月前
株式会社オーエム製作所
工作機械
19日前
三菱電機株式会社
ねじ取り出し装置
20日前
トヨタ自動車株式会社
位相測定方法
27日前
サムテック株式会社
加工物製造方法
27日前
株式会社浪速試錐工業所
防風カバー
2か月前
株式会社FUJI
自動化用パレット
1か月前
株式会社ダイヘン
溶接トーチ
5日前
株式会社ダイヘン
溶接トーチ
5日前
住友重機械工業株式会社
レーザ装置
2か月前
株式会社ヤマダスポット
抵抗溶接機
2か月前
株式会社関本管工
エルボ管保持装置
12日前
工機ホールディングス株式会社
作業機
1か月前
工機ホールディングス株式会社
作業機
1か月前
株式会社不二越
工具の製造方法
28日前
DMG森精機株式会社
工作機械
16日前
トヨタ自動車株式会社
冷却器の製造方法
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
6日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ