TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024172962
公報種別
公開特許公報(A)
公開日
2024-12-12
出願番号
2023091047
出願日
2023-06-01
発明の名称
冷却器の製造方法
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B23K
1/19 20060101AFI20241205BHJP(工作機械;他に分類されない金属加工)
要約
【課題】冷却器の構成要素としての複数枚のアルミニウム板をろう付けする際に所望の温度までの昇温に要する時間を短縮する。
【解決手段】本開示に係る冷却器の製造方法は複数のアルミニウム板をろう付け接合して製造する冷却器の製造方法である。互いが接合対象となる2枚のアルミニウム板のうちの少なくとも1枚は、接合先のアルミニウム板に対向する面にろう材及びフラックスを備える。当該方法は、2枚のアルミニウム板を離間した状態で、フラックスの融点未満の温度で加熱し、次いで、2枚のアルミニウム板の間で、フラックスが融けたときにその表面張力によりフラックスが維持できる距離以下に2枚のアルミニウム板を近づけた状態で、フラックスの融点以上となるまで昇温して2枚のアルミニウム板を加熱し、次いで、2枚のアルミニウム板を、ろう材の融点以上となるまで更に昇温して加熱し、その後冷却する。
【選択図】図2
特許請求の範囲
【請求項1】
複数のアルミニウム板をろう付け接合して製造する冷却器の製造方法であって、
互いが接合対象となる2枚のアルミニウム板のうちの少なくとも1枚は、接合先のアルミニウム板に対向する面にろう材及びフラックスを備え、
前記2枚のアルミニウム板を離間した状態で、前記フラックスの融点未満の温度で加熱し、
次いで、前記2枚のアルミニウム板の間において、前記フラックスが融けたときに融けた前記フラックスの表面張力により前記フラックスが維持できる距離以下に、前記2枚のアルミニウム板を近づけた状態で、前記フラックスの融点以上となるまで昇温して前記2枚のアルミニウム板を加熱し、
次いで、前記2枚のアルミニウム板を、前記ろう材の融点以上となるまで更に昇温して加熱しその後冷却する、
冷却器の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、冷却器の製造方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
特許文献1には、2枚のプレートを重ね合わせてろう付けして、バッテリ冷却器を製造することが開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2013-026228号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、大型電池用等の、大きな冷却器をろう付けして製造する場合には、所望の温度まで昇温させるのに時間がかかってしまう。特許文献1に記載の技術は、この課題を解決できるものではない。
【0005】
本開示は、このような問題を解決するためになされたもので、その目的は、冷却器の構成要素としての複数枚のアルミニウム板をろう付けする際に、所望の温度までの昇温に要する時間を短縮することが可能な、冷却器の製造方法を提供することにある。
【課題を解決するための手段】
【0006】
本開示に係る冷却器の製造方法は、複数のアルミニウム板をろう付け接合して製造する冷却器の製造方法であって、互いが接合対象となる2枚のアルミニウム板のうちの少なくとも1枚は、接合先のアルミニウム板に対向する面にろう材及びフラックスを備え、前記2枚のアルミニウム板を離間した状態で、前記フラックスの融点未満の温度で加熱し、次いで、前記2枚のアルミニウム板の間において、前記フラックスが融けたときに融けた前記フラックスの表面張力により前記フラックスが維持できる距離以下に、前記2枚のアルミニウム板を近づけた状態で、前記フラックスの融点以上となるまで昇温して前記2枚のアルミニウム板を加熱し、次いで、前記2枚のアルミニウム板を、前記ろう材の融点以上となるまで更に昇温して加熱しその後冷却する、ものである。
【発明の効果】
【0007】
本開示により、冷却器の構成要素としての複数枚のアルミニウム板をろう付けする際に、所望の温度までの昇温に要する時間を短縮することが可能な、冷却器の製造方法を提供することができる。
【図面の簡単な説明】
【0008】
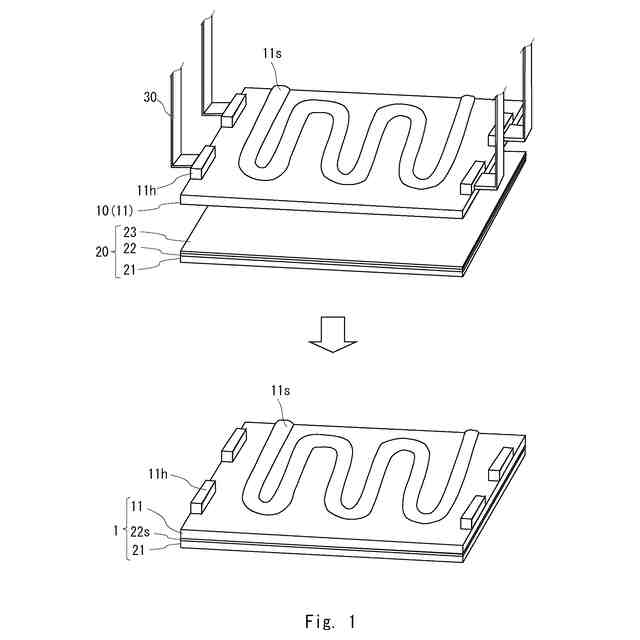
実施の形態に係る冷却器の製造方法の一例を説明するための概略図である。
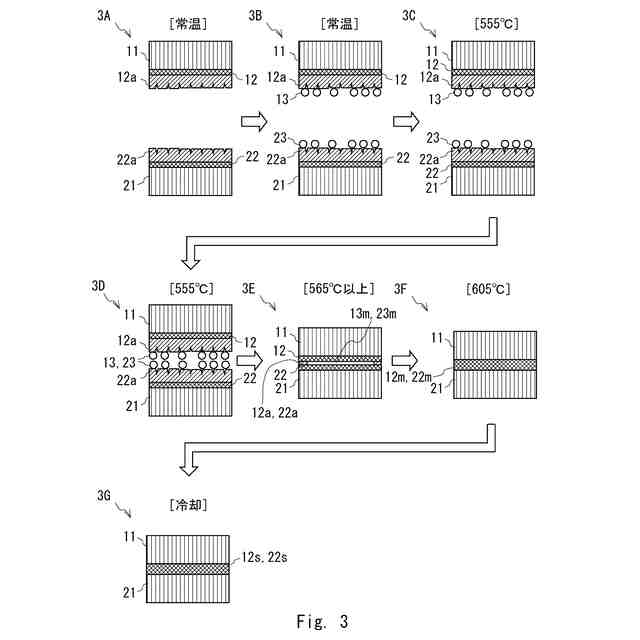
図1の製造方法の詳細を示す概略図である。
実施の形態に係る冷却器の製造方法の他の詳細例を示す概略図である。
【発明を実施するための形態】
【0009】
以下、発明の実施の形態を通じて本発明を説明するが、特許請求の範囲に係る発明を以下の実施の形態に限定するものではない。また、実施の形態で説明する構成の全てが課題を解決するための手段として必須であるとは限らない。
【0010】
(実施の形態)
本実施の形態に係る冷却器の製造方法(以下、本方法)は、複数のアルミニウム板(以下、アルミ板)をろう付け接合して製造する冷却器の製造方法である。以下、本方法について、説明の簡略化のため、互いが接合対象となる2枚のアルミ板のセットについての例を挙げて説明する。図1は本法の一例を示す概略図、図2はその詳細を示す概略図である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
21日前
日東精工株式会社
組み付け装置
3か月前
有限会社津谷工業
切削工具
2か月前
株式会社FUJI
工作機械
22日前
個人
複合金属回転式ホーン
21日前
株式会社不二越
タップ
3か月前
ダイハツ工業株式会社
冷却構造
3か月前
トヨタ自動車株式会社
検査方法
1か月前
トヨタ自動車株式会社
積層コア
1か月前
株式会社ダイヘン
アーク溶接制御方法
3か月前
トヨタ自動車株式会社
取付装置
21日前
株式会社ツガミ
工作機械
20日前
株式会社ツガミ
工作機械
1か月前
株式会社トーキン
溶接用トーチ
27日前
株式会社不二越
歯車研削盤
7日前
株式会社不二越
歯車研削盤
2か月前
株式会社オーエム製作所
工作機械
1か月前
株式会社メドメタレックス
ドリル
1か月前
株式会社不二越
歯車加工機
2か月前
株式会社浪速試錐工業所
防風カバー
2か月前
株式会社ダイヘン
溶接トーチ
20日前
株式会社ダイヘン
溶接トーチ
20日前
株式会社ヤマダスポット
抵抗溶接機
2か月前
トヨタ自動車株式会社
位相測定方法
1か月前
株式会社関本管工
エルボ管保持装置
27日前
住友重機械工業株式会社
レーザ装置
2か月前
株式会社FUJI
自動化用パレット
1か月前
三菱電機株式会社
ねじ取り出し装置
1か月前
株式会社メタルクリエイト
切削装置
3か月前
サムテック株式会社
加工物製造方法
1か月前
DMG森精機株式会社
工作機械
1か月前
工機ホールディングス株式会社
作業機
2か月前
株式会社ダイヘン
パルスアーク溶接制御方法
3か月前
株式会社ダイヘン
パルスアーク溶接制御方法
3か月前
ブラザー工業株式会社
工作機械
3か月前
工機ホールディングス株式会社
作業機
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































