TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024161639
公報種別
公開特許公報(A)
公開日
2024-11-20
出願番号
2023076432
出願日
2023-05-08
発明の名称
アーク溶接制御方法
出願人
株式会社ダイヘン
代理人
主分類
B23K
9/073 20060101AFI20241113BHJP(工作機械;他に分類されない金属加工)
要約
【課題】消耗電極アーク溶接において、種々の溶接条件に応じて、くびれ検出基準値を最適値に設定すること。
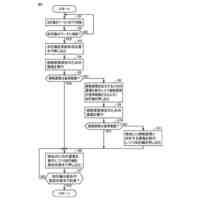
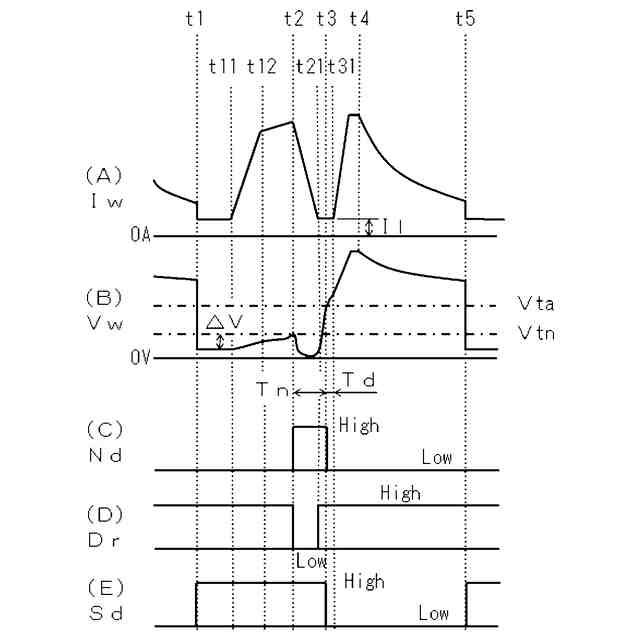
【解決手段】溶接ワイヤを送給し、アーク期間と短絡期間とを繰り返し、短絡期間中に溶接ワイヤと母材との間の電圧値Vw又は抵抗値の変化がくびれ検出基準値に達したことによって溶滴のくびれを検出すると溶接電流Iwを減少させてアークを再発生させるアーク溶接制御方法において、くびれの検出時点t2からアークの再発生時点t3までの時間をくびれ検出時間Tnとし、所定個数のくびれ検出時間Tnを記憶し、くびれ検出時間Tnが予め定めた適正時間範囲内に属している百分率をくびれ検出成功率として定義し、くびれ検出基準値を複数個変化させてくびれ検出成功率を算出し、くびれ検出基準値をくびれ検出成功率が最も高かった値に設定する。
【選択図】 図2
特許請求の範囲
【請求項1】
溶接ワイヤを送給し、アーク期間と短絡期間とを繰り返し、
前記短絡期間中に前記溶接ワイヤと母材との間の電圧値又は抵抗値の変化がくびれ検出基準値に達したことによって溶滴のくびれを検出すると溶接電流を減少させてアークを再発生させるアーク溶接制御方法において、
前記くびれの検出時点から前記アークの再発生時点までの時間をくびれ検出時間とし、所定個数の前記くびれ検出時間を記憶し、前記くびれ検出時間が予め定めた適正時間範囲内に属している百分率をくびれ検出成功率として定義し、
前記くびれ検出基準値を複数個変化させて前記くびれ検出成功率を算出し、前記くびれ検出基準値を前記くびれ検出成功率が最も高かった値に設定する、
ことを特徴とするアーク溶接制御方法。
続きを表示(約 460 文字)
【請求項2】
前記複数個の前記くびれ検出基準値は、第1くびれ検出基準値、前記第1くびれ検出基準値よりも小さな値の第2くびれ検出基準値及び前記第1くびれ検出基準値よりも大きな値の第3くびれ検出基準値である、
ことを特徴とする請求項1に記載のアーク溶接制御方法。
【請求項3】
前記第2くびれ検出基準値において前記くびれ検出成功率が最も高かったときは、前記第2くびれ検出基準値から順次所定値だけ小さくして前記くびれ検出成功率を算出し、前記くびれ検出基準値を前記くびれ検出成功率が最も高かった値に設定する、
ことを特徴とする請求項2に記載のアーク溶接制御方法。
【請求項4】
前記第3くびれ検出基準値において前記くびれ検出成功率が最も高かったときは、前記第3くびれ検出基準値から順次所定値だけ大きくして前記くびれ検出成功率を算出し、前記くびれ検出基準値を前記くびれ検出成功率が最も高かった値に設定する、
ことを特徴とする請求項2に記載のアーク溶接制御方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、短絡期間中にアークが再発生する前兆現象である溶滴のくびれを検出して溶接電流を減少させるアーク溶接制御方法に関するものである。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
溶接ワイヤと母材との間で短絡期間とアーク期間とを繰り返し、短絡期間中に溶接ワイヤと母材との間の電圧値又は抵抗値の変化がくびれ検出基準値に達したことによって溶滴のくびれを検出すると溶接電流を減少させてアークを再発生させる消耗電極アーク溶接のくびれ検出制御方法が提案されている。このくびれ検出制御方法によって、アーク再発生時の溶接電流の値が小さくなるために、スパッタ発生量が非常に少なくなり、溶融池の振動が小さくなりビード外観が良好になる。
【0003】
くびれの検出は、短絡期間中の溶接電圧の微小な変化に基づいて行われる。この微小な溶接電圧の変化を検出するために、アーク発生部の近傍に検出線が配線される。溶接ワイヤの送給速度、溶接電源とアーク発生部とを接続する溶接ケーブルの長さ、アーク発生部近傍の溶接電圧の検出位置等の溶接条件によって、くびれ検出基準値の適正値は大きく影響される。
【0004】
特許文献1の発明では、短絡ごとにくびれ検出時点からアーク再発生時点までのくびれ検出時間を検出し、現時点から過去所定個数分のくびれ検出時間を記憶し、記憶された各くびれ検出時間が予め定めた下限時間以下である個数が予め定めた下限個数以上であるときはくびれ検出基準値を予め定めた減少値だけ減少させ、記憶された各くびれ検出時間が予め定めた上限時間以上である個数が予め定めた上限個数以上であるときはくびれ検出基準値を予め定めた増加値だけ増加させることによってくびれ検出基準値を適正化している。
【先行技術文献】
【特許文献】
【0005】
特許第4907892号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
従来技術によって種々の溶接条件に応じてくびれ検出基準値を適正化しても、その値が最適値に調整されているとは限らないという問題がある。
【0007】
そこで、本発明では、種々の溶接条件に応じて、くびれ検出基準値を最適値に設定することができるアーク溶接制御方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上述した課題を解決するために、請求項1の発明は、
溶接ワイヤを送給し、アーク期間と短絡期間とを繰り返し、
前記短絡期間中に前記溶接ワイヤと母材との間の電圧値又は抵抗値の変化がくびれ検出基準値に達したことによって溶滴のくびれを検出すると溶接電流を減少させてアークを再発生させるアーク溶接制御方法において、
前記くびれの検出時点から前記アークの再発生時点までの時間をくびれ検出時間とし、所定個数の前記くびれ検出時間を記憶し、前記くびれ検出時間が予め定めた適正時間範囲内に属している百分率をくびれ検出成功率として定義し、
前記くびれ検出基準値を複数個変化させて前記くびれ検出成功率を算出し、前記くびれ検出基準値を前記くびれ検出成功率が最も高かった値に設定する、
ことを特徴とするアーク溶接制御方法である。
【0009】
請求項2の発明は、
前記複数個の前記くびれ検出基準値は、第1くびれ検出基準値、前記第1くびれ検出基準値よりも小さな値の第2くびれ検出基準値及び前記第1くびれ検出基準値よりも大きな値の第3くびれ検出基準値である、
ことを特徴とする請求項1に記載のアーク溶接制御方法である。
【0010】
請求項3の発明は、
前記第2くびれ検出基準値において前記くびれ検出成功率が最も高かったときは、前記第2くびれ検出基準値から順次所定値だけ小さくして前記くびれ検出成功率を算出し、前記くびれ検出基準値を前記くびれ検出成功率が最も高かった値に設定する、
ことを特徴とする請求項2に記載のアーク溶接制御方法である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ダイヘン
搬送車
17日前
株式会社ダイヘン
搬送車
17日前
株式会社ダイヘン
搬送車
17日前
株式会社ダイヘン
搬送車
17日前
株式会社ダイヘン
電気機器
24日前
株式会社ダイヘン
溶接装置
10日前
株式会社ダイヘン
電力システム
5日前
株式会社ダイヘン
直流電源回路
17日前
株式会社ダイヘン
蓄電池システム
24日前
株式会社ダイヘン
インバータ装置
17日前
株式会社ダイヘン
蓄電池システム
10日前
株式会社ダイヘン
絶縁型コンバータ
17日前
株式会社ダイヘン
絶縁型コンバータ
17日前
株式会社ダイヘン
圧接装置及び圧接方法
11日前
株式会社ダイヘン
溶接装置及び溶接方法
17日前
株式会社ダイヘン
トランス用のコイル基板
17日前
株式会社ダイヘン
非消耗電極アーク溶接方法
11日前
株式会社ダイヘン
2重シールドティグ溶接方法
11日前
株式会社ダイヘン
複合溶接装置及び複合溶接方法
11日前
株式会社ダイヘン
分離装置、分離方法、溶接切断装置
19日前
株式会社ダイヘン
電源装置におけるケースの取付構造
10日前
株式会社ダイヘン
電力システム、および、集中管理装置
26日前
株式会社ダイヘン
多電極サブマージアーク溶接システム
11日前
株式会社ダイヘン
処理装置、プログラム、及び処理方法
18日前
株式会社ダイヘン
ハンド装置及びハンド装置の制御方法
13日前
株式会社ダイヘン
固相接合装置、制御装置、および制御方法
13日前
株式会社ダイヘン
搬送ロボットの教示システム、および搬送ロボットの教示方法
17日前
日東精工株式会社
ねじ締め機
17日前
株式会社不二越
ドリル
13日前
日東精工株式会社
ねじ締め装置
1か月前
日東精工株式会社
多軸ねじ締め機
17日前
有限会社 ナプラ
金属粒子
1か月前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
20日前
株式会社ダイヘン
積層造形溶接方法
2か月前
株式会社ナベヤ
締結装置
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ