TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025063578
公報種別
公開特許公報(A)
公開日
2025-04-16
出願番号
2023172918
出願日
2023-10-04
発明の名称
多電極サブマージアーク溶接システム
出願人
株式会社ダイヘン
代理人
主分類
B23K
9/18 20060101AFI20250409BHJP(工作機械;他に分類されない金属加工)
要約
【課題】多電極サブマージアーク溶接システムにおいて、送給可変速制御を安定化して良好な溶接品質を得ること。
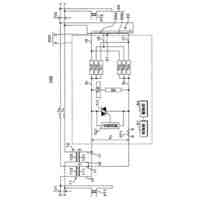
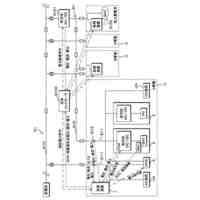
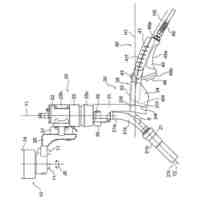
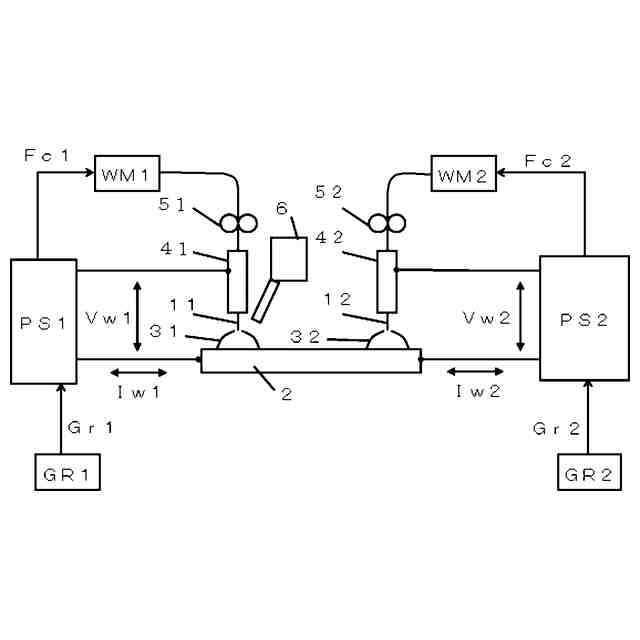
【解決手段】溶接ワイヤ11、12の送給速度Fw1、Fw2を可変速制御することによってアーク長を制御する送給可変速制御回路を備えたサブマージアーク溶接装置PS1、PS2を複数台直列に配置して溶接する多電極サブマージアーク溶接システムにおいて、送給可変速制御回路のゲインGr1、Gr2を、後行のサブマージアーク溶接装置PS2は最先行のサブマージアーク溶接装置PS1よりも小さな値に設定する。
【選択図】 図1
特許請求の範囲
【請求項1】
溶接ワイヤの送給速度を可変速制御することによってアーク長を制御する送給可変速制御回路を備えたサブマージアーク溶接装置を複数台直列に配置して溶接する多電極サブマージアーク溶接システムにおいて、
前記送給可変速制御回路のゲインを、後行の前記サブマージアーク溶接装置は最先行の前記サブマージアーク溶接装置よりも小さな値に設定する、
ことを特徴とする多電極サブマージアーク溶接システム。
続きを表示(約 180 文字)
【請求項2】
前記サブマージアーク溶接装置は、前記ゲインを手動で設定するためのゲイン設定器を備えている、
ことを特徴とする請求項1に記載の多電極サブマージアーク溶接システム。
【請求項3】
前記送給可変速制御回路は、逆送も含めて前記送給速度を制御する、
ことを特徴とする請求項1又は2に記載の多電極サブマージアーク溶接システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、送給可変速制御を備えたサブマージアーク溶接装置を複数台直列に配置して溶接する多電極サブマージアーク溶接システムに関するものである。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
溶接電圧に応じて溶接ワイヤの送給速度を変化させる送給可変速制御によってアーク長を制御することが可能なサブマージアーク溶接方法が開示されている(例えば、特許文献1参照)。
【0003】
送給可変速制御では、溶接電圧の検出値と設定値との誤差に基づいて送給速度をフィードバック制御することによって、アーク長と相関する溶接電圧を適正値に維持している。太径ワイヤを用いるサブマージアーク溶接では、溶接電流が変化してもワイヤ溶融速度が変化しにくいために、定電圧特性の溶接電源を用いた消耗電極アーク溶接で一般的に利用されるアーク長の自己制御作用が得られにくい。このために、サブマージアーク溶接では、定電流特性の溶接電源を用いて送給可変速制御を行うことによってアーク長を適正値に維持している。
【0004】
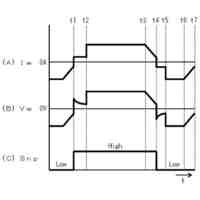
送給可変速制御では、溶接電圧の検出値が設定値よりも大のときはアーク長が設定値よりも長い状態であるので、送給速度を加速することによってアーク長を短くして設定値に近づけるようにしている。逆に、溶接電圧の検出値が設定値よりも小のときはアーク長が設定値よりも短い状態であるので、送給速度を減速することによってアーク長を長くして設定値に近づけるようにしている。
【先行技術文献】
【特許文献】
【0005】
特開平9-271944号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
溶接ワイヤの送給速度を可変速制御することによってアーク長を制御する送給可変速制御回路を備えたサブマージアーク溶接装置を複数台直列に配置して溶接する多電極サブマージアーク溶接システムが慣用されている。多電極サブマージアーク溶接システムを使用した溶接において、後行のサブマージアーク溶接装置に搭載された送給可変速制御によって送給速度が頻繁に変動して溶接状態が不安定になるという問題がある。
【0007】
そこで、本発明では、後行のサブマージアーク溶接装置による溶接状態を安定化することができる多電極サブマージアーク溶接システムを提供することを目的とする。
【課題を解決するための手段】
【0008】
上述した課題を解決するために、請求項1の発明は、
溶接ワイヤの送給速度を可変速制御することによってアーク長を制御する送給可変速制御回路を備えたサブマージアーク溶接装置を複数台直列に配置して溶接する多電極サブマージアーク溶接システムにおいて、
前記送給可変速制御回路のゲインを、後行の前記サブマージアーク溶接装置は最先行の前記サブマージアーク溶接装置よりも小さな値に設定する、
ことを特徴とする多電極サブマージアーク溶接システムである。
【0009】
請求項2の発明は、
前記サブマージアーク溶接装置は、前記ゲインを手動で設定するためのゲイン設定器を備えている、
ことを特徴とする請求項1に記載の多電極サブマージアーク溶接システムである。
【0010】
請求項3の発明は、
前記送給可変速制御回路は、逆送も含めて前記送給速度を制御する、
ことを特徴とする請求項1又は2に記載の多電極サブマージアーク溶接システムである。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ダイヘン
移動体
8日前
株式会社ダイヘン
搬送車
23日前
株式会社ダイヘン
搬送装置
8日前
株式会社ダイヘン
ヒューズ
5日前
株式会社ダイヘン
充電装置
18日前
株式会社ダイヘン
端末装置
23日前
株式会社ダイヘン
電圧調整装置
18日前
株式会社ダイヘン
情報処理装置
23日前
株式会社ダイヘン
溶接システム
23日前
株式会社ダイヘン
溶接ロボット
5日前
株式会社ダイヘン
溶接ロボット
5日前
株式会社ダイヘン
プラズマ処理装置
16日前
株式会社ダイヘン
金属材料の分離方法
29日前
株式会社ダイヘン
ロボット制御システム
8日前
株式会社ダイヘン
移動体、及び誘導線検出装置
8日前
株式会社ダイヘン
移動体、及び誘導線検出装置
8日前
株式会社ダイヘン
移動体、及び誘導線検出装置
8日前
株式会社ダイヘン
2重シールドティグ溶接方法
17日前
株式会社ダイヘン
搬送車及びインターロック解除方法
19日前
株式会社ダイヘン
処理装置、プログラム、及び処理方法
9日前
株式会社ダイヘン
フィルタ回路、および、電力変換装置
5日前
株式会社ダイヘン
サブマージアーク溶接の溶接終了制御方法
17日前
株式会社ダイヘン
溶接ロボットおよびティーチングハンドル
5日前
株式会社ダイヘン
情報処理装置及びそれを用いた機器システム
11日前
株式会社ダイヘン
プログラム、情報処理方法、及び情報処理装置
25日前
株式会社ダイヘン
安定度可視化装置及び安定度可視化プログラム
10日前
株式会社ダイヘン
全体コントローラ、プログラム、及び処理方法
9日前
株式会社ダイヘン
溶接ロボット
5日前
株式会社ダイヘン
溶接ロボット
5日前
株式会社ダイヘン
サブマージアーク溶接システム、および、サブマージアーク溶接方法
18日前
個人
タップ
1か月前
個人
加工機
24日前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
17日前
株式会社不二越
ドリル
23日前
日東精工株式会社
ねじ締め機
9日前
日東精工株式会社
ねじ締め機
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ