TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025079086
公報種別
公開特許公報(A)
公開日
2025-05-21
出願番号
2023191528
出願日
2023-11-09
発明の名称
サブマージアーク溶接の溶接終了制御方法
出願人
株式会社ダイヘン
代理人
主分類
B23K
9/00 20060101AFI20250514BHJP(工作機械;他に分類されない金属加工)
要約
【課題】サブマージアーク溶接を終了する際に、溶接ワイヤの先端と溶融池とのスティック現象の発生を確実に防ぐこと。
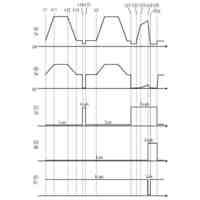
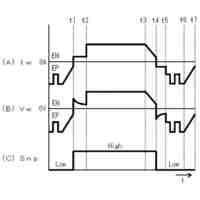
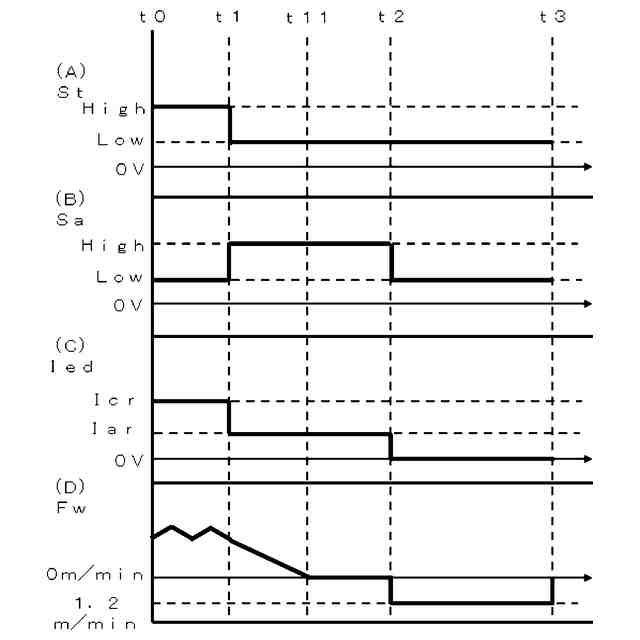
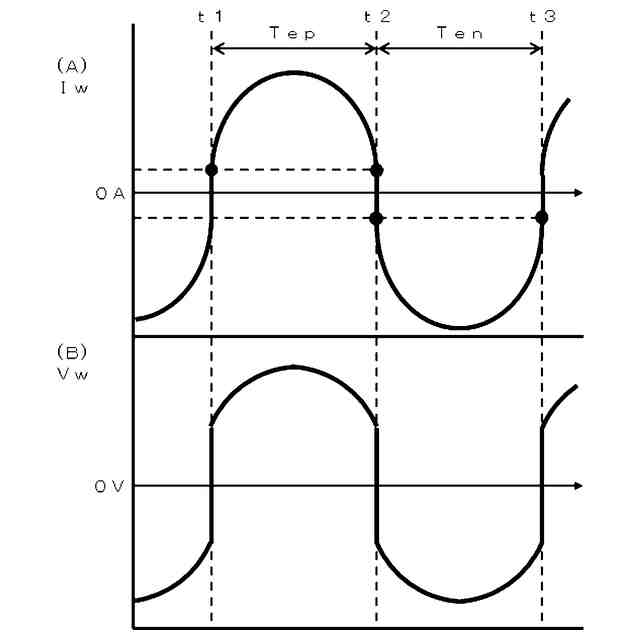
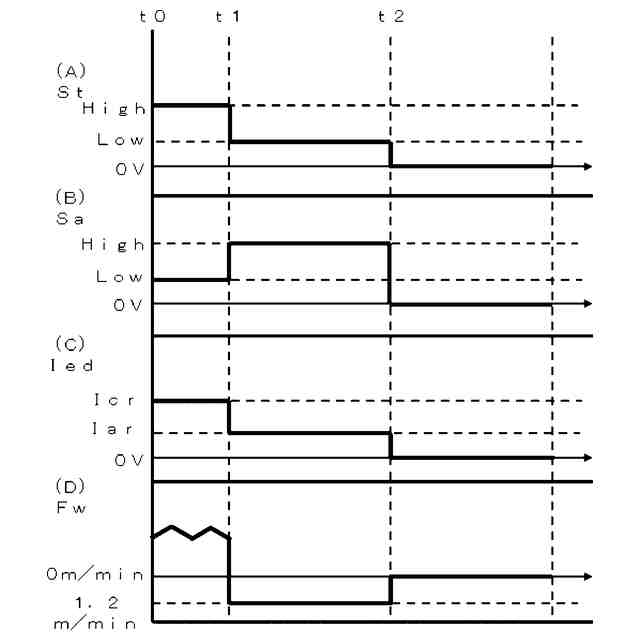
【解決手段】時刻t1に溶接終了信号Stが入力されて溶接ワイヤの送給速度Fwが時刻t1~t11の慣性によって過渡的に減速して停止し、時刻t3に溶接が終了するまでのアンチスティック期間中は溶接電流Iwを制御して溶接を終了するサブマージアーク溶接の溶接終了制御方法において、アンチスティック期間は時刻t1~t2の第1アンチスティック期間及び時刻t2~t3の第2アンチスティック期間から形成されており、第1アンチスティック期間中は溶接電流Iwを通電し、第2アンチスティック期間中は溶接電流Iwの通電を停止して溶接ワイヤの送給速度Fwを逆送送給速度にする。
【選択図】 図3
特許請求の範囲
【請求項1】
溶接装置に溶接終了信号が入力されて溶接ワイヤの送給機が慣性によって過渡的に減速して停止し溶接が終了するまでのアンチスティック期間中は溶接電流を制御して溶接を終了するサブマージアーク溶接の溶接終了制御方法において、
前記アンチスティック期間の少なくとも一部期間中は前記溶接ワイヤを逆送する、
ことを特徴とするサブマージアーク溶接の溶接終了制御方法。
続きを表示(約 370 文字)
【請求項2】
前記アンチスティック期間は第1アンチスティック期間及び第2アンチスティック期間から形成されており、
前記第1アンチスティック期間中は前記溶接電流を通電し、前記第2アンチスティック期間中は前記溶接電流の通電を停止して前記溶接ワイヤを逆送する、
ことを特徴とする請求項1に記載のサブマージアーク溶接の溶接終了制御方法。
【請求項3】
前記アンチスティック期間中は前記溶接電流を通電し、かつ、前記溶接ワイヤを逆送する、
ことを特徴とする請求項1に記載のサブマージアーク溶接の溶接終了制御方法。
【請求項4】
前記アンチスティック期間中は前記溶接電流の通電を停止して前記溶接ワイヤを逆送する、
ことを特徴とする請求項1に記載のサブマージアーク溶接の溶接終了制御方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、サブマージアーク溶接の溶接終了制御方法に関するものである。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
従来からサブマージアーク溶接が知られている。サブマージアーク溶接は、母材の上に粒上のフラックスを散布し、フラックスの中に溶接ワイヤを送給して、溶接ワイヤの先端と母材との間にアークを発生させて溶接を行うものである。サブマージアーク溶接では、太径の溶接ワイヤに大電流を流すことで、厚板を高能率で溶接することができる。
【0003】
サブマージアーク溶接を終了する際に、溶接ワイヤの送給の停止指令と同時に溶接電流の通電が停止されると、慣性によって送給された溶接ワイヤの先端が溶融池に接触して溶着してしまうスティック現象が発生する。これを防ぐために、特許文献1の発明では、溶接装置に溶接終了信号が入力されて送給機が慣性によって過渡的に減速して停止し溶接が終了するまでのアンチスティック期間中は溶接電流を通電して溶接を終了するようにしている。
【先行技術文献】
【特許文献】
【0004】
特開2022-45137号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
従来技術のようにアンチスティック期間中に溶接電流を通電してスティック現象を防ぐ方法では、溶接ワイヤが太径(直径2.4mm以上)であるために溶融が十分ではなく溶接条件によってはスティック現象が発生する場合がある。
【0006】
そこで、本発明では、スティック現象の発生を確実に防ぐことができるサブマージアーク溶接の溶接終了制御方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上述した課題を解決するために、請求項1の発明は、
溶接装置に溶接終了信号が入力されて溶接ワイヤの送給機が慣性によって過渡的に減速して停止し溶接が終了するまでのアンチスティック期間中は溶接電流を制御して溶接を終了するサブマージアーク溶接の溶接終了制御方法において、
前記アンチスティック期間の少なくとも一部期間中は前記溶接ワイヤを逆送する、
ことを特徴とするサブマージアーク溶接の溶接終了制御方法である。
【0008】
請求項2の発明は、
前記アンチスティック期間は第1アンチスティック期間及び第2アンチスティック期間から形成されており、
前記第1アンチスティック期間中は前記溶接電流を通電し、前記第2アンチスティック期間中は前記溶接電流の通電を停止して前記溶接ワイヤを逆送する、
ことを特徴とする請求項1に記載のサブマージアーク溶接の溶接終了制御方法である。
【0009】
請求項3の発明は、
前記アンチスティック期間中は前記溶接電流を通電し、かつ、前記溶接ワイヤを逆送する、
ことを特徴とする請求項1に記載のサブマージアーク溶接の溶接終了制御方法である。
【0010】
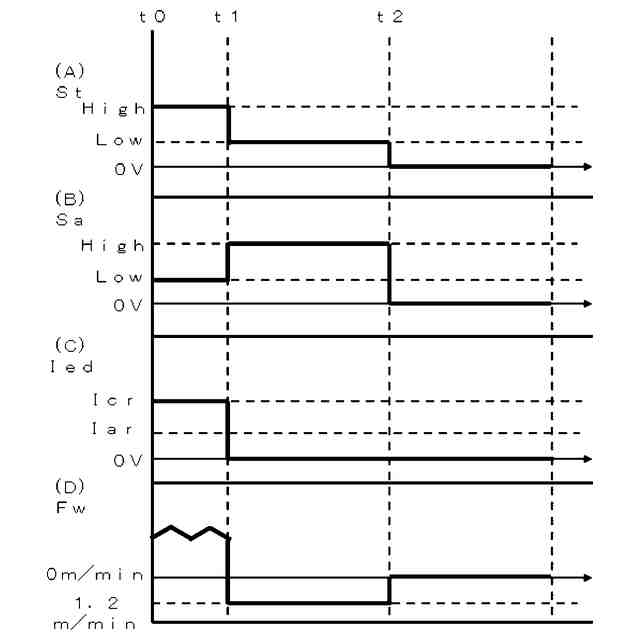
請求項4の発明は、
前記アンチスティック期間中は前記溶接電流の通電を停止して前記溶接ワイヤを逆送する、
ことを特徴とする請求項1に記載のサブマージアーク溶接の溶接終了制御方法である。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ダイヘン
移動体
2か月前
株式会社ダイヘン
変圧器
1か月前
株式会社ダイヘン
給電装置
20日前
株式会社ダイヘン
電源装置
27日前
株式会社ダイヘン
制御装置
22日前
株式会社ダイヘン
溶接装置
1か月前
株式会社ダイヘン
溶接装置
1か月前
株式会社ダイヘン
搬送装置
1か月前
株式会社ダイヘン
溶接トーチ
1か月前
株式会社ダイヘン
溶接トーチ
1か月前
株式会社ダイヘン
溶接トーチ
1か月前
株式会社ダイヘン
溶接トーチ
1か月前
株式会社ダイヘン
溶接電源装置
19日前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
直流電源回路
1か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
固相接合装置
1か月前
株式会社ダイヘン
安定度向上装置
1か月前
株式会社ダイヘン
高周波電源装置
1か月前
株式会社ダイヘン
スポット接合装置
18日前
株式会社ダイヘン
フラックス回収装置
1か月前
株式会社ダイヘン
負荷時タップ切換器
2か月前
株式会社ダイヘン
サブマージアーク溶接機
1か月前
株式会社ダイヘン
コイル及び電力授受装置
25日前
株式会社ダイヘン
サブマージアーク溶接機
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
2か月前
株式会社ダイヘン
パルスアーク溶接制御方法
26日前
株式会社ダイヘン
パルスアーク溶接制御方法
26日前
株式会社ダイヘン
パルスアーク溶接制御方法
26日前
株式会社ダイヘン
2重シールドティグ溶接方法
2か月前
株式会社ダイヘン
2重シールドティグ溶接方法
2か月前
株式会社ダイヘン
吸引ノズルおよびその製造方法
1か月前
株式会社ダイヘン
固相接合装置および固相接合方法
1か月前
株式会社ダイヘン
制御回路、および、蓄電池システム
1か月前
株式会社ダイヘン
受電装置及びワイヤレス給電システム
2か月前
株式会社ダイヘン
DC電源装置、およびパルス発生装置
18日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ