TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025062199
公報種別
公開特許公報(A)
公開日
2025-04-14
出願番号
2023171102
出願日
2023-10-02
発明の名称
固相接合装置、制御装置、および制御方法
出願人
株式会社ダイヘン
代理人
弁理士法人深見特許事務所
主分類
B23K
20/00 20060101AFI20250407BHJP(工作機械;他に分類されない金属加工)
要約
【課題】接触面積が基準範囲に収まらないた場合にも接合品質を保つことが可能な固相接合装置、制御装置、および制御方法を提供する。
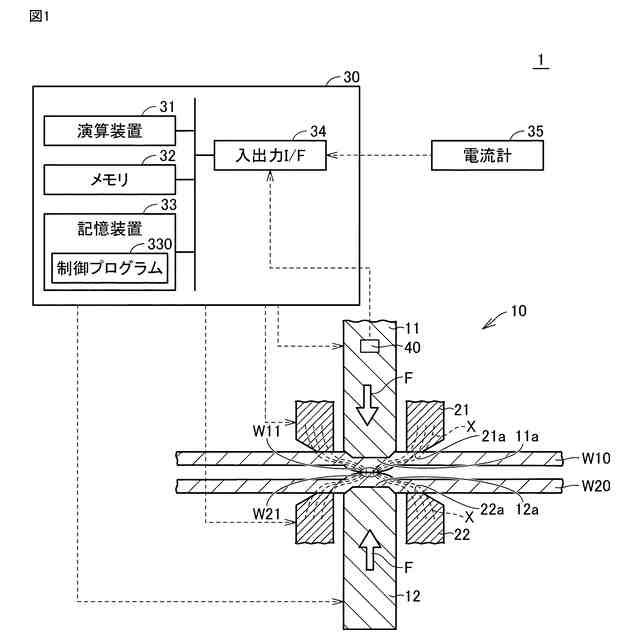
【解決手段】制御装置30は、一対の加圧軸11,12を制御して第1ワークW10および第2ワークW20に対して厚み方向に荷重を加え、第1ワークW10と第2ワークW20とが接触した状態で、第1ワークW10と第2ワークW20との接触面積を算出し、算出した接触面積に基づき、第1ワークW10および第2ワークW20に加える荷重および一対の電極21,22に通電する電流のうち、少なくとも1つを制御して、基準範囲に収まるように接触面積を調整する。
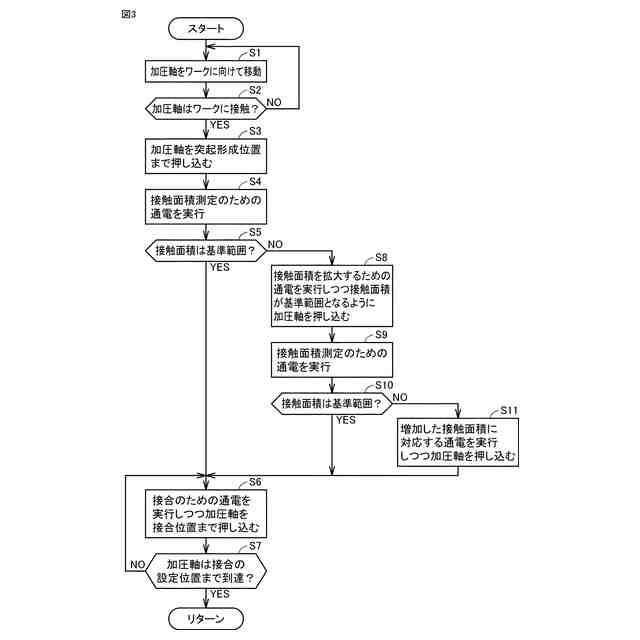
【選択図】図3
特許請求の範囲
【請求項1】
金属からなる第1ワークおよび第2ワークを厚み方向における両側から押圧する一対の加圧軸と、
前記一対の加圧軸の周囲にそれぞれ配置された一対の電極と、
制御装置とを備え、
前記制御装置は、
前記一対の加圧軸を制御して前記第1ワークおよび前記第2ワークに対して前記厚み方向に荷重を加え、
前記第1ワークと前記第2ワークとが接触した状態で、前記第1ワークと前記第2ワークとの接触面積を算出し、
算出した前記接触面積に基づき、前記第1ワークおよび前記第2ワークに加える荷重および前記一対の電極に通電する電流のうち、少なくとも1つを制御して、基準範囲に収まるように前記接触面積を調整する、固相接合装置。
続きを表示(約 1,700 文字)
【請求項2】
前記制御装置は、
算出した前記接触面積が前記基準範囲に収まるか否かを判定し、
前記接触面積が前記基準範囲に収まる場合、前記一対の電極に所定の電流を通電しながら、前記一対の加圧軸を制御して前記第1ワークおよび前記第2ワークに対して前記厚み方向に荷重を加え、前記第1ワークと前記第2ワークとを接合する、請求項1に記載の固相接合装置。
【請求項3】
前記制御装置は、
算出した前記接触面積が前記基準範囲に収まるか否かを判定し、
前記接触面積が前記基準範囲に収まらない場合、前記基準範囲に収まるように前記接触面積を調整した後、再度、前記第1ワークと前記第2ワークとの前記接触面積を算出する、請求項1に記載の固相接合装置。
【請求項4】
前記制御装置は、
前記基準範囲に収まるように前記接触面積を調整した後、調整後の接触面積が前記基準範囲に収まるか否かを判定し、
前記調整後の接触面積が前記基準範囲に収まらない場合、前記一対の電極に前記調整後の接触面積に応じた電流を通電しながら、前記一対の加圧軸を制御して前記第1ワークおよび前記第2ワークに対して前記厚み方向に荷重を加え、前記第1ワークと前記第2ワークとを接合する、請求項3に記載の固相接合装置。
【請求項5】
前記第1ワークと前記第2ワークとの接触部分の温度を計測する温度計測装置をさらに備え、
前記制御装置は、前記接触面積と前記温度計測装置の計測値とに基づき、前記第1ワークおよび前記第2ワークに加える荷重および前記一対の電極に通電する電流のうち、少なくとも1つを制御して、前記基準範囲に収まるように前記接触面積を調整する、請求項1に記載の固相接合装置。
【請求項6】
前記制御装置は、前記第1ワークと前記第2ワークとの接触部分に形成される突起部に電流を通電して前記突起部の抵抗値を検出し、前記抵抗値に基づき前記接触面積を算出する、請求項1に記載の固相接合装置。
【請求項7】
金属からなる第1ワークと第2ワークとを接合する固相接合機器を制御する制御装置であって、
前記固相接合機器は、
前記第1ワークおよび前記第2ワークを厚み方向における両側から押圧する一対の加圧軸と、
前記一対の加圧軸の周囲にそれぞれ配置された一対の電極とを備え、
前記制御装置は、
記憶装置と、
前記記憶装置によって記憶されたプログラムに従った処理を実行する演算装置とを備え、
前記演算装置は、
前記一対の加圧軸を制御して前記第1ワークおよび前記第2ワークに対して前記厚み方向に荷重を加え、
前記第1ワークと前記第2ワークとが接触した状態で、前記第1ワークと前記第2ワークとの接触面積を算出し、
算出した前記接触面積に基づき、前記第1ワークおよび前記第2ワークに加える荷重および前記一対の電極に通電する電流のうち、少なくとも1つを制御して、基準範囲に収まるように前記接触面積を調整する、制御装置。
【請求項8】
金属からなる第1ワークと第2ワークとを接合する固相接合機器をコンピュータが制御する制御方法であって、
前記固相接合機器は、
前記第1ワークおよび前記第2ワークを厚み方向における両側から押圧する一対の加圧軸と、
前記一対の加圧軸の周囲にそれぞれ配置された一対の電極とを備え、
前記制御方法は、
前記コンピュータが実行する処理として、
前記一対の加圧軸を制御して前記第1ワークおよび前記第2ワークに対して前記厚み方向に荷重を加えるステップと、
前記第1ワークと前記第2ワークとが接触した状態で、前記第1ワークと前記第2ワークとの接触面積を算出するステップと、
前記算出するステップによって算出された前記接触面積に基づき、前記第1ワークおよび前記第2ワークに加える荷重および前記一対の電極に通電する電流のうち、少なくとも1つを制御して、基準範囲に収まるように前記接触面積を調整するステップとを含む、制御方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、金属からなる第1ワークと第2ワークとを接合する固相接合装置、金属からなる第1ワークと第2ワークとを接合する固相接合機器を制御する制御装置、および固相接合機器を制御する制御方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
特許第7242112号公報(特許文献1)には、押圧部を含む加圧機構と、一対の溶接電極を含む通電機構とを備える固相点接合装置が開示されている。特許第7242112号公報(特許文献1)に開示された固相点接合装置は、一対の溶接電極によって2枚の金属板材に通電して各金属板材を加熱した状態で、押圧部によって2枚の金属板材を当該金属板材と直交する方向に押圧するように構成されている。本明細書においては、金属を溶融させずに低温域の固相状態で接合することによって、大電流による金属の溶融による強度低下等を防ぐ特許第7242112号公報(特許文献1)に開示されたような接合方法を「固相接合」と呼ぶ。
【先行技術文献】
【特許文献】
【0003】
特許第7242112号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許第7242112号公報(特許文献1)に開示された固相接合においては、何らかの外乱の発生により押圧部の位置が横ずれし金属板材同士の接触面積が当初予定した基準範囲から外れ、接合品質が低下するおそれがある。しかしながら、特許第724112号公報(特許文献1)に開示された固相点接合装置においては、外乱の影響を考慮していないため、接触面積が基準範囲に収まらないことによる接合品質の低下を防ぐことができない。
【0005】
本開示の目的は、接触面積が基準範囲に収まらないた場合にも接合品質を保つことが可能な固相接合装置、制御装置、および制御方法を提供することである。
【課題を解決するための手段】
【0006】
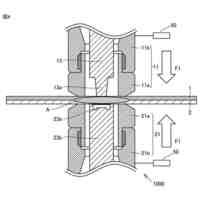
本開示の一局面の固相接合装置は、金属からなる第1ワークおよび第2ワークを厚み方向における両側から押圧する一対の加圧軸と、一対の加圧軸の周囲にそれぞれ配置された一対の電極と、制御装置とを備える。制御装置は、一対の加圧軸を制御して第1ワークおよび第2ワークに対して厚み方向に荷重を加え、第1ワークと第2ワークとが接触した状態で、第1ワークと第2ワークとの接触面積を算出し、算出した接触面積に基づき、第1ワークおよび第2ワークに加える荷重および一対の電極に通電する電流のうち、少なくとも1つを制御して、基準範囲に収まるように接触面積を調整する。
【0007】
本開示の一局面の制御装置は、金属からなる第1ワークと第2ワークとを接合する固相接合機器を制御する制御装置に関する。固相接合機器は、第1ワークおよび第2ワークを厚み方向における両側から押圧する一対の加圧軸と、一対の加圧軸の周囲にそれぞれ配置された一対の電極とを備える。制御装置は、記憶装置と、記憶装置によって記憶されたプログラムに従った処理を実行する演算装置とを備える。演算装置は、一対の加圧軸を制御して第1ワークおよび第2ワークに対して厚み方向に荷重を加え、第1ワークと第2ワークとが接触した状態で、第1ワークと第2ワークとの接触面積を算出し、算出した接触面積に基づき、第1ワークおよび第2ワークに加える荷重および一対の電極に通電する電流のうち、少なくとも1つを制御して、基準範囲に収まるように接触面積を調整する。
【0008】
本開示の一局面の制御方法は、金属からなる第1ワークと第2ワークとを接合する固相接合機器をコンピュータが制御する制御方法に関する。固相接合機器は、第1ワークおよび第2ワークを厚み方向における両側から押圧する一対の加圧軸と、一対の加圧軸の周囲にそれぞれ配置された一対の電極とを備える。制御方法は、コンピュータが実行する処理として、一対の加圧軸を制御して第1ワークおよび第2ワークに対して厚み方向に荷重を加えるステップと、第1ワークと第2ワークとが接触した状態で、第1ワークと第2ワークとの接触面積を算出するステップと、算出するステップによって算出された接触面積に基づき、第1ワークおよび第2ワークに加える荷重および一対の電極に通電する電流のうち、少なくとも1つを制御して、基準範囲に収まるように接触面積を調整するステップとを含む。
【発明の効果】
【0009】
本開示によれば、算出した接触面積に基づき、第1ワークおよび第2ワークに加える荷重および一対の電極に通電する電流のうち、少なくとも1つを制御して、基準範囲に収まるように接触面積が調整されるため、接触面積が基準範囲に収まらないた場合にも接合品質を保つことが可能となる。
【図面の簡単な説明】
【0010】
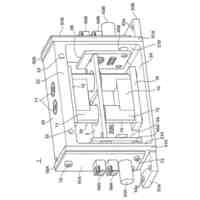
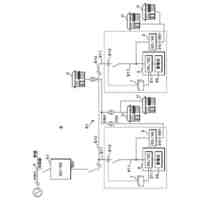
本開示の一実施形態の固相接合装置において電流の通電工程を概略的に示す図である。
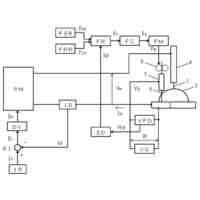
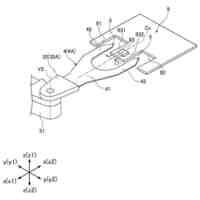
接触面積に応じた接合工程を説明するための図である。
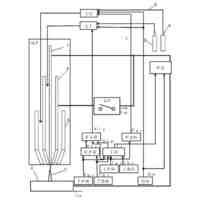
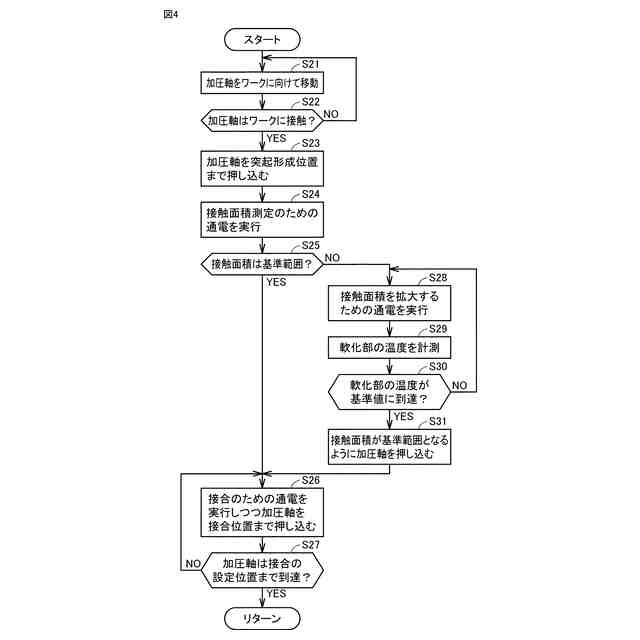
制御装置が実行する制御内容を示すフローチャートである。
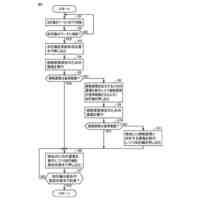
変形例において制御装置が実行する制御内容を示すフローチャートである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ダイヘン
搬送車
12日前
株式会社ダイヘン
搬送車
12日前
株式会社ダイヘン
搬送車
12日前
株式会社ダイヘン
搬送車
12日前
株式会社ダイヘン
溶接装置
5日前
株式会社ダイヘン
電力システム
今日
株式会社ダイヘン
直流電源回路
12日前
株式会社ダイヘン
蓄電池システム
5日前
株式会社ダイヘン
インバータ装置
12日前
株式会社ダイヘン
絶縁型コンバータ
12日前
株式会社ダイヘン
絶縁型コンバータ
12日前
株式会社ダイヘン
溶接装置及び溶接方法
12日前
株式会社ダイヘン
圧接装置及び圧接方法
6日前
株式会社ダイヘン
トランス用のコイル基板
12日前
株式会社ダイヘン
非消耗電極アーク溶接方法
6日前
株式会社ダイヘン
2重シールドティグ溶接方法
6日前
株式会社ダイヘン
複合溶接装置及び複合溶接方法
6日前
株式会社ダイヘン
電源装置におけるケースの取付構造
5日前
株式会社ダイヘン
分離装置、分離方法、溶接切断装置
14日前
株式会社ダイヘン
ハンド装置及びハンド装置の制御方法
8日前
株式会社ダイヘン
多電極サブマージアーク溶接システム
6日前
株式会社ダイヘン
処理装置、プログラム、及び処理方法
13日前
株式会社ダイヘン
固相接合装置、制御装置、および制御方法
8日前
株式会社ダイヘン
搬送ロボットの教示システム、および搬送ロボットの教示方法
12日前
日東精工株式会社
ねじ締め機
12日前
株式会社不二越
ドリル
8日前
日東精工株式会社
ねじ締め装置
1か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
15日前
有限会社 ナプラ
金属粒子
1か月前
日東精工株式会社
多軸ねじ締め機
12日前
株式会社ダイヘン
積層造形溶接方法
2か月前
株式会社FUJI
チャック装置
25日前
ブラザー工業株式会社
工作機械
13日前
株式会社ナベヤ
締結装置
2か月前
トヨタ自動車株式会社
接合方法
6日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ