TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025059129
公報種別
公開特許公報(A)
公開日
2025-04-10
出願番号
2023168943
出願日
2023-09-29
発明の名称
溶接装置及び溶接方法
出願人
株式会社ダイヘン
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
B23K
9/09 20060101AFI20250403BHJP(工作機械;他に分類されない金属加工)
要約
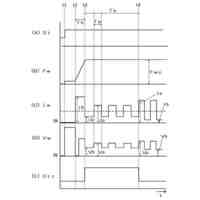
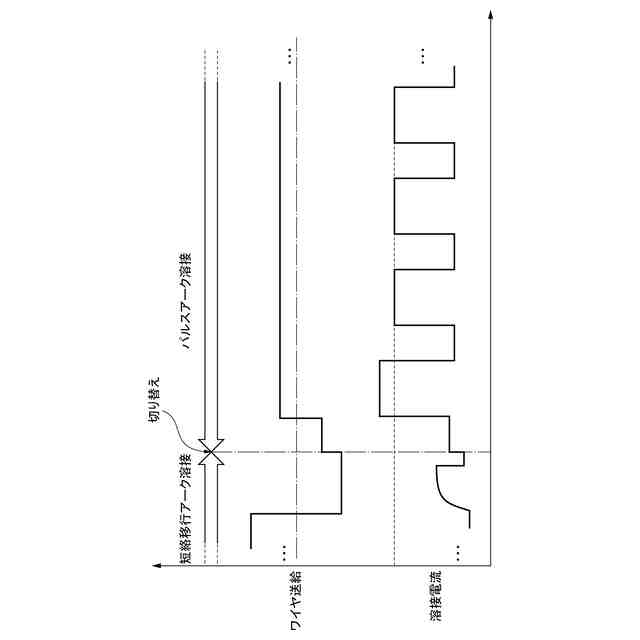
【課題】短絡移行アーク溶接とパルスアーク溶接とを交互に繰り返すアーク溶接において、短絡移行アーク溶接からパルスアーク溶接への切り替え時におけるスパッタを抑制可能な溶接装置及び溶接方法を提供することである。
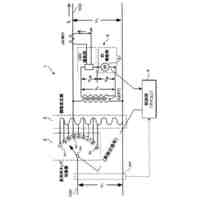
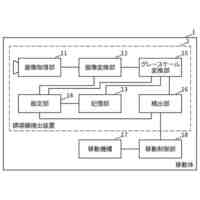
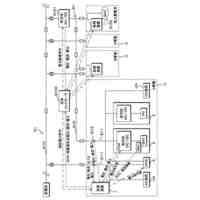
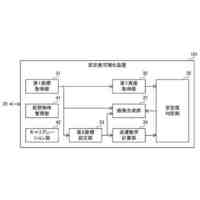
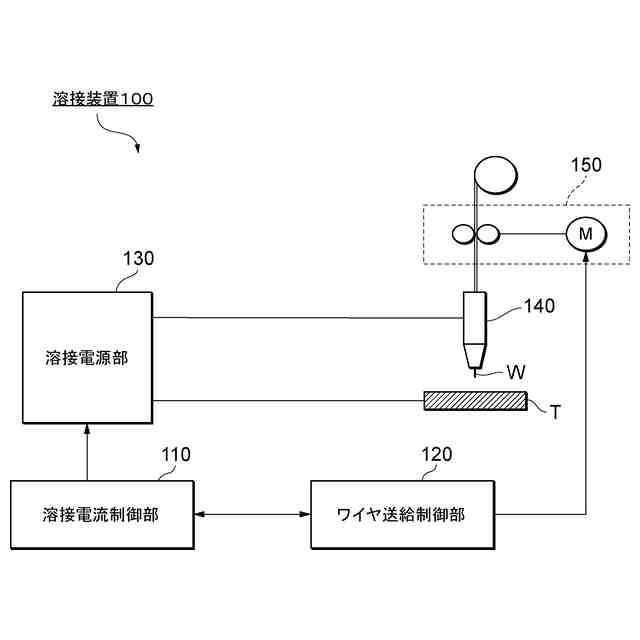
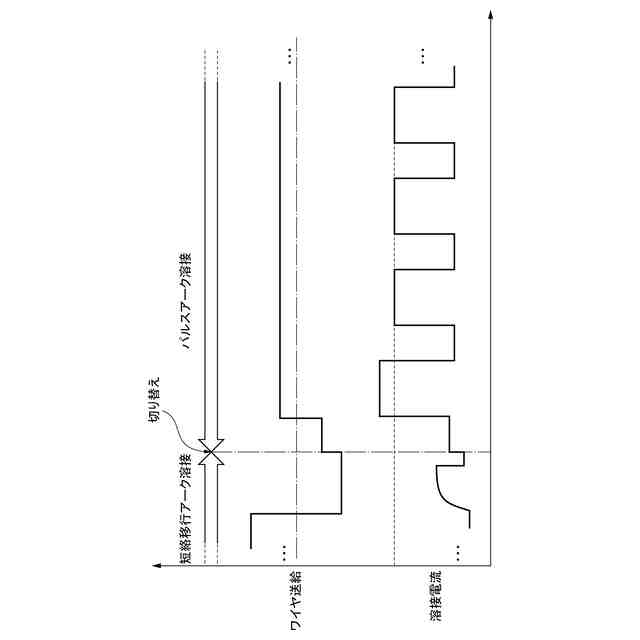
【解決手段】溶接装置100は、短絡移行アーク溶接とパルスアーク溶接とに応じて、溶接電源部130から溶接トーチ140における溶接ワイヤWに供給される溶接電流を制御する溶接電流制御部110と、短絡移行アーク溶接の期間はワイヤ送給装置150から溶接ワイヤWを正逆送給し、パルスアーク溶接の期間はワイヤ送給装置150から溶接ワイヤWを正送給するように溶接ワイヤWの送給を制御するワイヤ送給制御部120と、を備え、溶接電流制御部110は、短絡移行アーク溶接からパルスアーク溶接への切り替え後の溶接電流の少なくとも1つのパルスを、パルスアーク溶接における定常時のパルスよりも大きくする。
【選択図】図3
特許請求の範囲
【請求項1】
短絡移行アーク溶接とパルスアーク溶接とを交互に繰り返す溶接装置であって、
前記短絡移行アーク溶接と前記パルスアーク溶接とに応じて、溶接電源部から溶接トーチにおける溶接ワイヤに供給される溶接電流を制御する溶接電流制御部と、
前記短絡移行アーク溶接の期間はワイヤ送給装置から前記溶接ワイヤを正逆送給し、パルスアーク溶接の期間は前記ワイヤ送給装置から前記溶接ワイヤを正送給するように前記溶接ワイヤの送給を制御するワイヤ送給制御部と、を備え、
前記溶接電流制御部は、前記短絡移行アーク溶接から前記パルスアーク溶接への切り替え後の前記溶接電流の少なくとも1つのパルスを、前記パルスアーク溶接における定常時のパルスよりも大きくする、
溶接装置。
続きを表示(約 750 文字)
【請求項2】
前記溶接電流制御部は、前記少なくとも1つのパルスのピーク電流を前記定常時のパルスのピーク電流よりも大きくする、
請求項1に記載の溶接装置。
【請求項3】
前記溶接電流制御部は、前記少なくとも1つのパルスのベース電流を前記定常時のパルスのベース電流よりも大きくする、
請求項2に記載の溶接装置。
【請求項4】
前記溶接電流制御部は、前記少なくとも1つのパルスのピーク時間を前記定常時のパルスのピーク時間よりも大きくする、
請求項1に記載の溶接装置。
【請求項5】
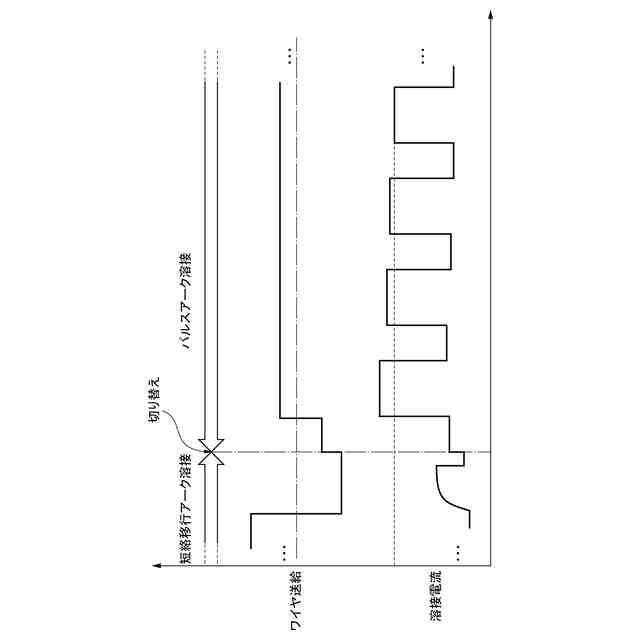
前記溶接電流制御部は、前記短絡移行アーク溶接から前記パルスアーク溶接への切り替え後の前記溶接電流の複数のパルスを、前記パルスアーク溶接における定常時のパルスよりも大きくし、当該定常時のパルスに近づくように徐々に小さくする、
請求項1に記載の溶接装置。
【請求項6】
短絡移行アーク溶接とパルスアーク溶接とを交互に繰り返す溶接方法であって、
前記短絡移行アーク溶接の期間では、ワイヤ送給制御部によってワイヤ送給装置から溶接ワイヤが正逆送給され、
前記パルスアーク溶接の期間では、前記ワイヤ送給制御部によって前記ワイヤ送給装置から前記溶接ワイヤが正送給され、
前記短絡移行アーク溶接と前記パルスアーク溶接とに応じて、溶接電源部から溶接トーチにおける前記溶接ワイヤに供給される溶接電流を制御する溶接電流制御部によって、前記短絡移行アーク溶接から前記パルスアーク溶接への切り替え後の前記溶接電流の少なくとも1つのパルスは、前記パルスアーク溶接における定常時のパルスよりも大きくされる、
溶接方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶接装置及び溶接方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
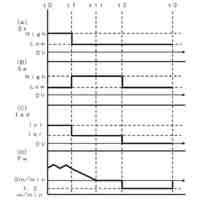
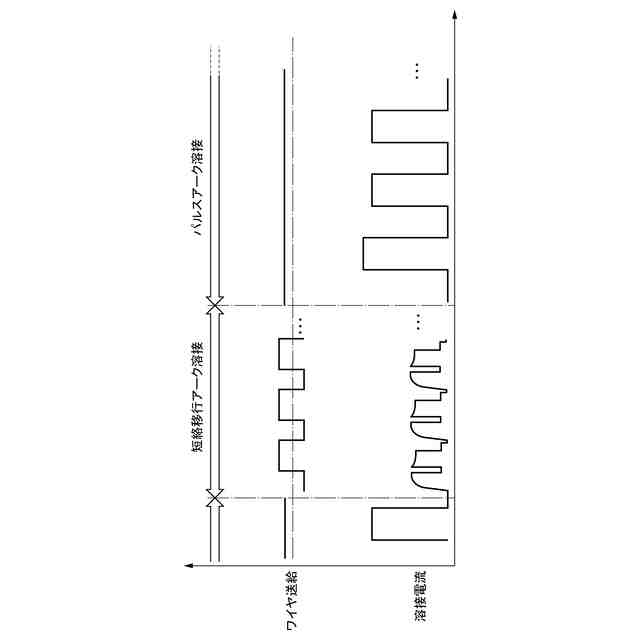
従来、溶接ワイヤの先端が母材と短絡して溶融金属を母材へ移行させることで溶接する短絡移行アーク溶接が知られており、さらには、短絡移行アーク溶接の期間のうち、アーク期間では溶接ワイヤを母材へ近づく方向へ正送給させ、短絡期間では溶接ワイヤを母材から遠ざかる方向へ逆送給させて、スパッタの軽減を実現するロボット溶接システムも開発されている。
【0003】
また、溶接電流を周期的なパルス波形にして、1つのパルスに対して1つの溶滴を溶接ワイヤから離脱させて母材へ移行させることで溶接するパルスアーク溶接が知られている。
【0004】
さらに、短絡移行アーク溶接とパルスアーク溶接とを交互に切り替えて溶接する溶接方法も知られており、特許文献1では、溶接ワイヤを正逆送給して短絡移行アーク溶接を行う期間と溶接ワイヤを正送給してパルスアーク溶接を行う期間とを交互に切り替えて溶接するアーク溶接方法が開示されている。そして、特許文献1では、短絡移行アーク溶接とパルスアーク溶接との切り替えを円滑に行うために、パルスアーク溶接を行う期間が開始されると溶接ワイヤを逆送給し、所定期間経過後に正送給に切り替えている。
【先行技術文献】
【特許文献】
【0005】
特開2021-23968号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に開示されるアーク溶接方法では、パルスアーク溶接への切り替え時(切り替え直後)において、溶接ワイヤに流れる電流によって発生する抵抗発熱や溶接ワイヤの先端部に発生するアークからの入熱が不十分である。これにより、パルスアーク溶接において、1つのパルス(パルス波形での溶接電流)に対して1つの溶滴を溶接ワイヤから離脱させることができず、例えば、これが大粒の溶滴となり、その結果、スパッタが飛散してしまうおそれがある。
【0007】
そこで、本発明は、短絡移行アーク溶接とパルスアーク溶接とを交互に繰り返すアーク溶接において、短絡移行アーク溶接からパルスアーク溶接への切り替え時におけるスパッタを抑制可能な溶接装置及び溶接方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の一態様に係る溶接装置は、短絡移行アーク溶接とパルスアーク溶接とを交互に繰り返す溶接装置であって、短絡移行アーク溶接とパルスアーク溶接とに応じて、溶接電源部から溶接トーチにおける溶接ワイヤに供給される溶接電流を制御する溶接電流制御部と、短絡移行アーク溶接の期間はワイヤ送給装置から溶接ワイヤを正逆送給し、パルスアーク溶接の期間はワイヤ送給装置から溶接ワイヤを正送給するように溶接ワイヤの送給を制御するワイヤ送給制御部と、を備え、溶接電流制御部は、短絡移行アーク溶接からパルスアーク溶接への切り替え後の溶接電流の少なくとも1つのパルスを、パルスアーク溶接における定常時のパルスよりも大きくする。
【0009】
この態様によれば、短絡移行アーク溶接とパルスアーク溶接とに応じて、溶接電流制御部は、溶接電源部から溶接トーチにおける溶接ワイヤに供給される溶接電流を制御し、ワイヤ送給制御部は、短絡移行アーク溶接の期間はワイヤ送給装置から溶接ワイヤを正逆送給し、パルスアーク溶接の期間はワイヤ送給装置から溶接ワイヤを正送給するように溶接ワイヤの送給を制御する。そして、溶接電流制御部は、短絡移行アーク溶接からパルスアーク溶接への切り替え後の溶接電流の少なくとも1つのパルスを、パルスアーク溶接における定常時のパルスよりも大きくする。これにより、溶接ワイヤに流れる電流によって発生する抵抗発熱を上昇させ、入熱不足を解消して、パルスアーク溶接への切り替え後の少なくとも1つのパルスに対してそれぞれ適切に1つの溶滴を溶接ワイヤから離脱させる。その結果、短絡移行アーク溶接からパルスアーク溶接への切り替え時におけるスパッタを抑制することができる。
【0010】
上記態様において、溶接電流制御部は、少なくとも1つのパルスのピーク電流を定常時のパルスのピーク電流よりも大きくしてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ダイヘン
搬送車
17日前
株式会社ダイヘン
移動体
2日前
株式会社ダイヘン
充電装置
12日前
株式会社ダイヘン
搬送装置
2日前
株式会社ダイヘン
端末装置
17日前
株式会社ダイヘン
電力システム
1か月前
株式会社ダイヘン
電圧調整装置
1か月前
株式会社ダイヘン
情報処理装置
17日前
株式会社ダイヘン
溶接システム
17日前
株式会社ダイヘン
電圧調整装置
12日前
株式会社ダイヘン
プラズマ処理装置
10日前
株式会社ダイヘン
多層盛り溶接方法
1か月前
株式会社ダイヘン
無線給電システム
1か月前
株式会社ダイヘン
金属材料の分離方法
23日前
株式会社ダイヘン
ロボット制御システム
2日前
株式会社ダイヘン
移動体、及び誘導線検出装置
2日前
株式会社ダイヘン
2重シールドティグ溶接方法
11日前
株式会社ダイヘン
移動体、及び誘導線検出装置
2日前
株式会社ダイヘン
移動体、及び誘導線検出装置
2日前
株式会社ダイヘン
搬送車及びインターロック解除方法
13日前
株式会社ダイヘン
制御装置、および、蓄電池システム
1か月前
株式会社ダイヘン
処理装置、プログラム、及び処理方法
3日前
株式会社ダイヘン
非消耗電極アーク溶接の溶接開始方法
1か月前
株式会社ダイヘン
サブマージアーク溶接の溶接終了制御方法
11日前
株式会社ダイヘン
情報処理装置及びそれを用いた機器システム
5日前
株式会社ダイヘン
パルスアーク溶接のアークスタート制御方法
1か月前
株式会社ダイヘン
安定度可視化装置及び安定度可視化プログラム
4日前
株式会社ダイヘン
全体コントローラ、プログラム、及び処理方法
3日前
株式会社ダイヘン
プログラム、情報処理方法、及び情報処理装置
19日前
株式会社ダイヘン
サブマージアーク溶接システム、および、サブマージアーク溶接方法
12日前
個人
タップ
24日前
個人
加工機
18日前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
11日前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
3日前
株式会社不二越
ドリル
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ