TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025068842
公報種別
公開特許公報(A)
公開日
2025-04-30
出願番号
2023178879
出願日
2023-10-17
発明の名称
パルスアーク溶接のアークスタート制御方法
出願人
株式会社ダイヘン
代理人
主分類
B23K
9/067 20060101AFI20250422BHJP(工作機械;他に分類されない金属加工)
要約
【課題】ピーク電流を変化させる電流変調制御によって出力制御を行うパルスアーク溶接において、アークスタート後のアーク長が適正値に収束するまでの過渡応答性を改善すること。
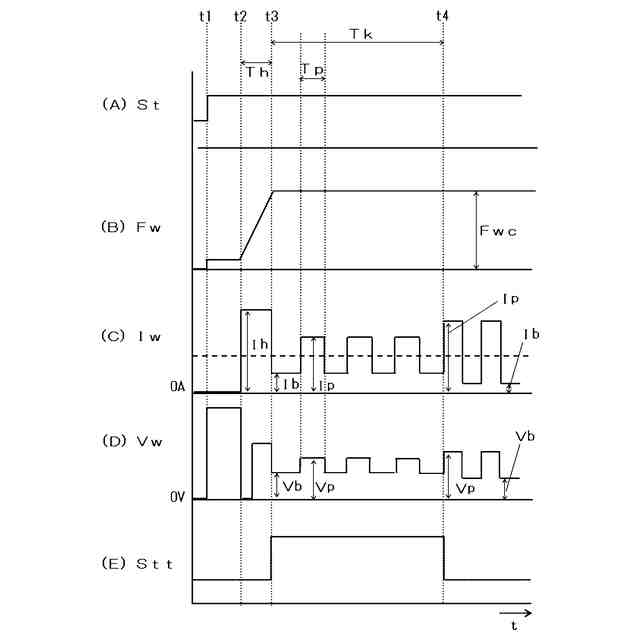
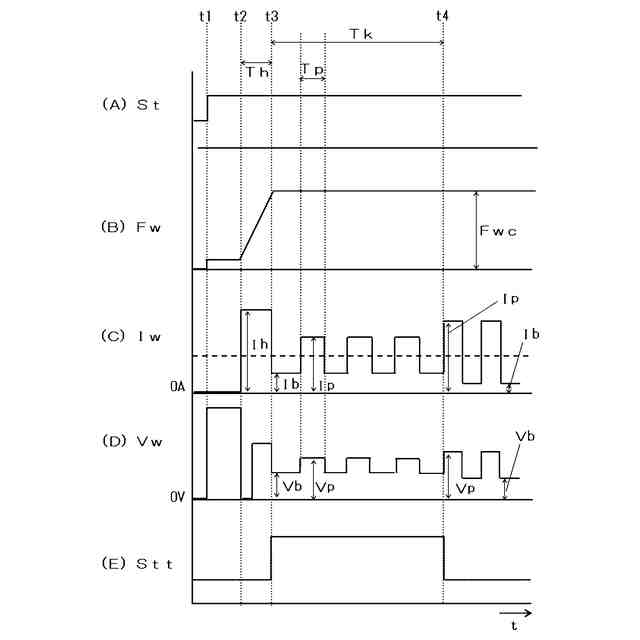
【解決手段】ピーク期間Tp中のピーク電流Ip及びベース期間Tb中のベース電流Ibの通電を1パルス周期Tfとして繰り返し、少なくともピーク電流Ipを変化させる電流変調制御によって出力制御を行って溶接するパルスアーク溶接のアークスタート制御方法において、アークスタート後の時刻t3~t4の過渡期間中はパルス周期Tfを変化させるパルス周期変調制御によって出力制御を行い、時刻t4以降の定常期間中は電流変調制御によって出力制御を行う。
【選択図】 図2
特許請求の範囲
【請求項1】
ピーク期間中のピーク電流及びベース期間中のベース電流の通電を1パルス周期として繰り返し、
少なくとも前記ピーク電流を変化させる電流変調制御によって出力制御を行って溶接するパルスアーク溶接のアークスタート制御方法において、
アークスタート後の過渡期間中は、前記パルス周期を変化させるパルス周期変調制御によって前記出力制御を行う、
ことを特徴とするパルスアーク溶接のアークスタート制御方法。
続きを表示(約 200 文字)
【請求項2】
前記過渡期間を、所定期間又は前記パルス周期の変化が収束するまでの期間に設定する、
ことを特徴とする請求項1に記載のパルスアーク溶接のアークスタート制御方法。
【請求項3】
前記電流変調制御の前記パルス周期を、前記過渡期間の終了時点のパルス周期に設定する、
ことを特徴とする請求項1又は2に記載のパルスアーク溶接のアークスタート制御方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、パルスアーク溶接のアークスタート制御方法に関するものである。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
溶接ワイヤを送給し、ピーク期間中のピーク電流及びベース期間中のベース電流を1パルス周期とする溶接電流を通電して溶接する消耗電極式パルスアーク溶接方法が広く使用されている。
【0003】
良好なパルスアーク溶接を行うためには、アーク長を適正値に維持することが重要である。アーク長を適正値に維持するために以下のような出力制御が行われる。アーク長は、溶接電圧平均値と略比例関係にある。このために、溶接電圧平均値を検出し、この検出値が適正アーク長に相当する溶接電圧設定値と等しくなるように溶接電流平均値を変化させる出力制御を行う。溶接電圧平均値が溶接電圧設定値よりも大きいときはアーク長が適正値よりも長いときであるので、溶接電流平均値を小さくしてワイヤ溶融速度を小さくしアーク長が短くなるようにする。他方、溶接電圧平均値が溶接電圧設定値よりも小さいときはアーク長が適正値よりも短いときであるので、溶接電流平均値を大きくしてワイヤ溶融速度を大きくしアーク長が長くなるようにする。
【0004】
上記において、溶接電流平均値を変化させるために、ピーク期間、ベース期間、ピーク電流又はベース電流の少なくとも一つを変化させる。特に、ピーク期間及びベース期間をそれぞれ所定値に固定し、ピーク電流又はそれに加えてベース電流を変化させることによって溶接電流平均値を変化させる電流変調制御には、以下のような特徴がある(例えば、特許文献1参照)。パルスアーク溶接では磁気吹きと呼ばれる現象によって、小電流値のベース電流が通電するベース期間中にアークが偏向して溶接状態が不安定になりやすい。電流変調制御はベース期間が固定値であり、過渡的に長い期間になることがないので、磁気吹きによって溶接状態が不安定になることが少ない。また、複数の溶接ワイヤを隣接させて同時にアークを発生させながら溶接を行う多電極パルスアーク溶接においては、アーク相互間の干渉による溶接状態の不安定を抑制するために、ピーク電流の通電を同期させることが行われる。この同期を取るためにはピーク期間及びベース期間が一定値である電流変調制御であることが望ましい。さらに、溶接トーチのウィービングとピーク期間とを同期させることによって溶接性を向上させること(ウィービング溶接)が行われるが、このような場合にも電流変調制御は有利である。
【先行技術文献】
【特許文献】
【0005】
特許第5429790号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上述したように、電流変調制御では、少なくともピーク電流を変化させて出力制御を行っている。ピーク電流は、大きくなり過ぎるとアーク力が強くなりビード外観が悪くなる。他方、ピーク電流は、小さくなり過ぎると溶滴移行が不安定になり溶接状態が不安定になる。このために、ピーク電流の変化範囲に上限値及び下限値を設けている。この結果、フィードバック系の過渡応答時に操作量(ピーク電流)の変化量が制限されていることになり、過渡応答性が悪くなることがある。特に、電流変調制御では、アークスタート後の過渡応答性が悪いために、アーク長が適正値に収束するまでに時間が長くかかるという問題がある。
【0007】
そこで、本発明では、少なくともピーク電流を変化させる電流変調制御によって出力制御を行う場合において、アークスタート後の過渡応答性を改善することができるパルスアーク溶接のアークスタート制御方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上述した課題を解決するために、請求項1の発明は、
ピーク期間中のピーク電流及びベース期間中のベース電流の通電を1パルス周期として繰り返し、
少なくとも前記ピーク電流を変化させる電流変調制御によって出力制御を行って溶接するパルスアーク溶接のアークスタート制御方法において、
アークスタート後の過渡期間中は、前記パルス周期を変化させるパルス周期変調制御によって前記出力制御を行う、
ことを特徴とするパルスアーク溶接のアークスタート制御方法である。
【0009】
請求項2の発明は、
前記過渡期間を、所定期間又は前記パルス周期の変化が収束するまでの期間に設定する、
ことを特徴とする請求項1に記載のパルスアーク溶接のアークスタート制御方法である。
【0010】
請求項3の発明は、
前記電流変調制御の前記パルス周期を、前記過渡期間の終了時点のパルス周期に設定する、
ことを特徴とする請求項1又は2に記載のパルスアーク溶接のアークスタート制御方法である。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ダイヘン
レーザ溶接装置
3日前
株式会社ダイヘン
双腕装置の制御装置及びロボットシステム
5日前
個人
タップ
1か月前
個人
加工機
1か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
24日前
株式会社不二越
ドリル
1か月前
日東精工株式会社
ねじ締め機
16日前
日東精工株式会社
ねじ締め機
2か月前
株式会社北川鉄工所
回転装置
3日前
株式会社不二越
ドリル
2か月前
日東精工株式会社
多軸ねじ締め機
2か月前
株式会社FUJI
工作機械
2か月前
株式会社ダイヘン
多層盛り溶接方法
1か月前
エフ・ピー・ツール株式会社
リーマ
1か月前
株式会社アンド
半田付け方法
1か月前
株式会社アンド
半田付け方法
1か月前
日進工具株式会社
エンドミル
1か月前
株式会社トヨコー
被膜除去方法
18日前
村田機械株式会社
レーザ加工機
17日前
株式会社FUJI
チャック装置
2か月前
ブラザー工業株式会社
工作機械
2か月前
トヨタ自動車株式会社
接合方法
1か月前
村田機械株式会社
レーザ加工機
17日前
ブラザー工業株式会社
工作機械
2か月前
大肯精密株式会社
自動送り穿孔機
1か月前
トヨタ自動車株式会社
溶接ヘッド
3日前
ビアメカニクス株式会社
レーザ加工装置
2か月前
株式会社不二越
超硬合金製ドリル
1か月前
トヨタ自動車株式会社
溶接ヘッド
4日前
株式会社不二越
管用テーパタップ
2か月前
株式会社ダイヘン
溶接装置
1か月前
株式会社コスメック
クランプ装置
2か月前
株式会社プロテリアル
金属箔の溶接方法
2か月前
株式会社不二越
スカイビングカッタ
2か月前
日東精工株式会社
はんだこて先の製造方法
3日前
日東精工株式会社
はんだこて先の製造方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ