TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025068841
公報種別
公開特許公報(A)
公開日
2025-04-30
出願番号
2023178878
出願日
2023-10-17
発明の名称
非消耗電極アーク溶接の溶接開始方法
出願人
株式会社ダイヘン
代理人
主分類
B23K
9/12 20060101AFI20250422BHJP(工作機械;他に分類されない金属加工)
要約
【課題】フィラーワイヤを用いた非消耗電極アーク溶接の溶接開始方法において、溶接開始からフィラーワイヤの溶融状態を安定化して溶接開始部の溶接品質を良好にすること。
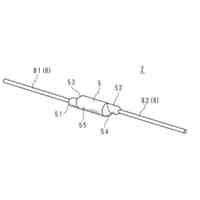
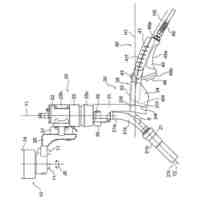
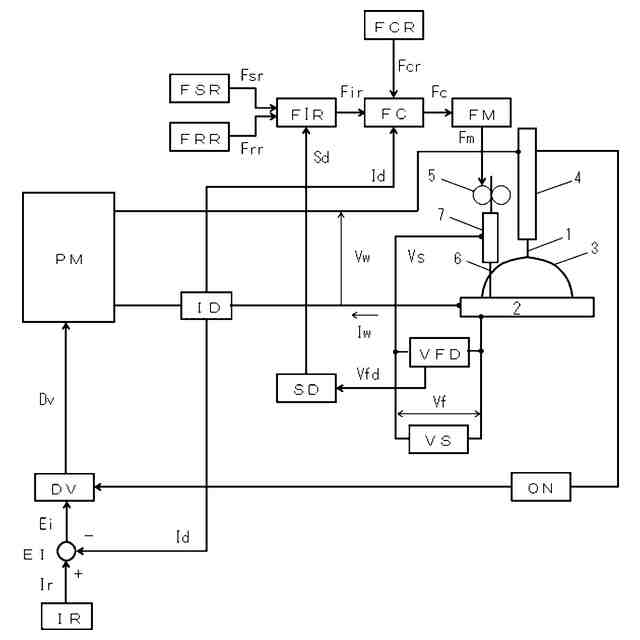
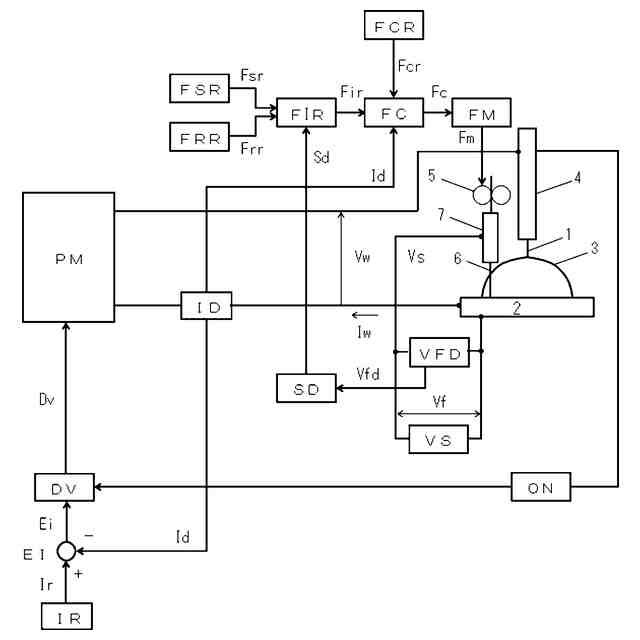
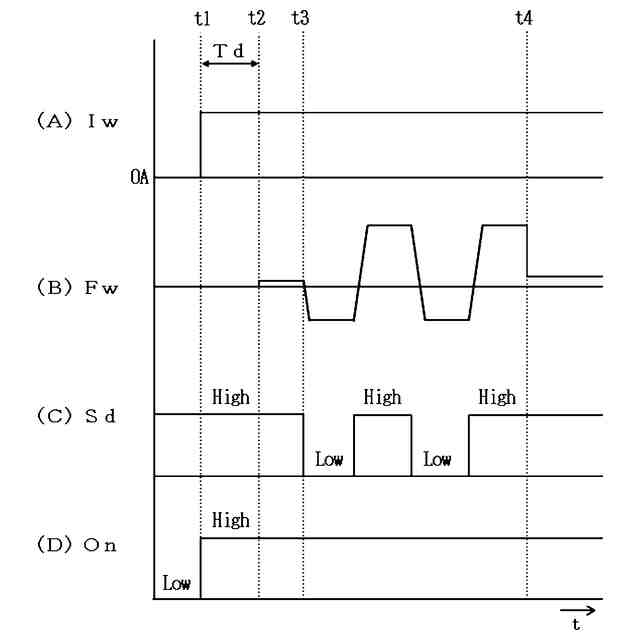
【解決手段】非消耗電極1と母材2との間にアーク3を発生させて溶融池2を形成し、フィラーワイヤ6を溶融池2に送給して溶接する非消耗電極アーク溶接の溶接開始方法において、アーク3が発生するとフィラーワイヤ6の正送を開始し、フィラーワイヤ6が溶融池2と短絡するとフィラーワイヤ6を逆送してアーク3によって溶滴を形成し、正送して溶滴を溶融池2に短絡移行させ、フィラーワイヤ6の逆送及び正送を複数回繰り返し、その後はフィラーワイヤ6を正送する。
【選択図】 図1
特許請求の範囲
【請求項1】
非消耗電極と母材との間にアークを発生させて溶融池を形成し、フィラーワイヤを前記溶融池に送給して溶接する非消耗電極アーク溶接の溶接開始方法において、
前記アークが発生すると前記フィラーワイヤの正送を開始し、
前記フィラーワイヤが前記溶融池と短絡すると前記フィラーワイヤを逆送して前記アークによって溶滴を形成し、正送して前記溶滴を前記溶融池に短絡移行させ、
前記フィラーワイヤの前記逆送及び前記正送を複数回繰り返し、
その後は前記フィラーワイヤを正送する、
ことを特徴とする非消耗電極アーク溶接の溶接開始方法。
続きを表示(約 350 文字)
【請求項2】
前記フィラーワイヤと前記溶融池との間が非短絡状態になると前記正送への切り換えを開始し、短絡状態になると前記逆送への切り換えを開始する、
ことを特徴とする請求項1に記載の非消耗電極アーク溶接の溶接開始方法。
【請求項3】
前記フィラーワイヤと前記溶融池との間に短絡判別電圧を印加することによって前記非短絡状態と前記短絡状態との判別を行う、
ことを特徴とする請求項2に記載の非消耗電極アーク溶接の溶接開始方法。
【請求項4】
予め定めた逆送期間が経過すると前記正送への切り換えを開始し、予め定めた正送期間が経過すると前記逆送への切り換えを開始する、
ことを特徴とする請求項1に記載の非消耗電極アーク溶接の溶接開始方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は非消耗電極と母材との間にアークを発生させて溶融池を形成し、フィラーワイヤを溶融池に送給して溶接する非消耗電極アーク溶接の溶接開始方法に関するものである。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
非消耗電極と母材との間にアークを発生させて溶融池を形成し、フィラーワイヤを溶融池に送給して溶接するアーク溶接方法が慣用されている。
【0003】
特許文献1の発明では、溶接を開始する際に、フィラワイヤの送給を開始してフィラワイヤが母材に接触したときに、一旦フィラワイヤの送給を停止し、フィラワイヤ先端部がアーク形成部中で溶融した後にフィラワイヤを正規の設定フィラワイヤ送給速度でアーク形成部に送給する。
【先行技術文献】
【特許文献】
【0004】
特開平5-200555号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
溶接開始時は、溶融池の形成状態が十分ではないためにフィラーワイヤの溶融状態が不安定になり、溶接開始部の溶接品質が悪くなるという問題がある。従来技術のように、フィラーワイヤの送給を一旦停止しても、溶融池の形成状態が過渡的な状態にある期間中はフィラーワイヤの溶融状態が不安定になることを抑制することはできない。
【0006】
そこで、本発明では、フィラーワイヤを用いた非消耗電極アーク溶接の溶接開始方法において、溶接開始からフィラーワイヤの溶融状態を安定化して溶接開始部の溶接品質を良好にすることを目的とする。
【課題を解決するための手段】
【0007】
上述した課題を解決するために、請求項1の発明は、
非消耗電極と母材との間にアークを発生させて溶融池を形成し、フィラーワイヤを前記溶融池に送給して溶接する非消耗電極アーク溶接の溶接開始方法において、
前記アークが発生すると前記フィラーワイヤの正送を開始し、
前記フィラーワイヤが前記溶融池と短絡すると前記フィラーワイヤを逆送して前記アークによって溶滴を形成し、正送して前記溶滴を前記溶融池に短絡移行させ、
前記フィラーワイヤの前記逆送及び前記正送を複数回繰り返し、
その後は前記フィラーワイヤを正送する、
ことを特徴とする非消耗電極アーク溶接の溶接開始方法である。
【0008】
請求項2の発明は、
前記フィラーワイヤと前記溶融池との間が非短絡状態になると前記正送への切り換えを開始し、短絡状態になると前記逆送への切り換えを開始する、
ことを特徴とする請求項1に記載の非消耗電極アーク溶接の溶接開始方法である。
【0009】
請求項3の発明は、
前記フィラーワイヤと前記溶融池との間に短絡判別電圧を印加することによって前記非短絡状態と前記短絡状態との判別を行う、
ことを特徴とする請求項2に記載の非消耗電極アーク溶接の溶接開始方法である。
【0010】
請求項4の発明は、
予め定めた逆送期間が経過すると前記正送への切り換えを開始し、予め定めた正送期間が経過すると前記逆送への切り換えを開始する、
ことを特徴とする請求項1に記載の非消耗電極アーク溶接の溶接開始方法である。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ダイヘン
移動体
15日前
株式会社ダイヘン
搬送装置
15日前
株式会社ダイヘン
ヒューズ
12日前
株式会社ダイヘン
溶接ロボット
12日前
株式会社ダイヘン
溶接ロボット
12日前
株式会社ダイヘン
レーザ溶接装置
3日前
株式会社ダイヘン
プラズマ処理装置
23日前
株式会社ダイヘン
ロボット制御システム
15日前
株式会社ダイヘン
移動体、及び誘導線検出装置
15日前
株式会社ダイヘン
移動体、及び誘導線検出装置
15日前
株式会社ダイヘン
移動体、及び誘導線検出装置
15日前
株式会社ダイヘン
フィルタ回路、および、電力変換装置
12日前
株式会社ダイヘン
処理装置、プログラム、及び処理方法
16日前
株式会社ダイヘン
溶接ロボットおよびティーチングハンドル
12日前
株式会社ダイヘン
双腕装置の制御装置及びロボットシステム
5日前
株式会社ダイヘン
情報処理装置及びそれを用いた機器システム
18日前
株式会社ダイヘン
全体コントローラ、プログラム、及び処理方法
16日前
株式会社ダイヘン
安定度可視化装置及び安定度可視化プログラム
17日前
株式会社ダイヘン
溶接ロボット
12日前
株式会社ダイヘン
溶接ロボット
12日前
個人
タップ
1か月前
個人
加工機
1か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
24日前
株式会社不二越
ドリル
1か月前
日東精工株式会社
ねじ締め機
16日前
日東精工株式会社
ねじ締め機
2か月前
株式会社北川鉄工所
回転装置
3日前
株式会社不二越
ドリル
2か月前
日東精工株式会社
多軸ねじ締め機
2か月前
株式会社FUJI
工作機械
2か月前
株式会社ダイヘン
多層盛り溶接方法
1か月前
エフ・ピー・ツール株式会社
リーマ
1か月前
株式会社アンド
半田付け方法
1か月前
株式会社アンド
半田付け方法
1か月前
日進工具株式会社
エンドミル
1か月前
株式会社トヨコー
被膜除去方法
18日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ