TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024162040
公報種別
公開特許公報(A)
公開日
2024-11-21
出願番号
2023077191
出願日
2023-05-09
発明の名称
タップ
出願人
株式会社不二越
代理人
個人
,
個人
主分類
B23G
5/06 20060101AFI20241114BHJP(工作機械;他に分類されない金属加工)
要約
【課題】ねじ穴加工で発生する切りくずを分断した後、これらの切りくずを速やかに外部へ排出することで、ねじ加工時における切り屑詰まりや切り屑の噛み込みを低減し、ねじ加工面へのむしれも抑制できるタップを提供する。
【解決手段】
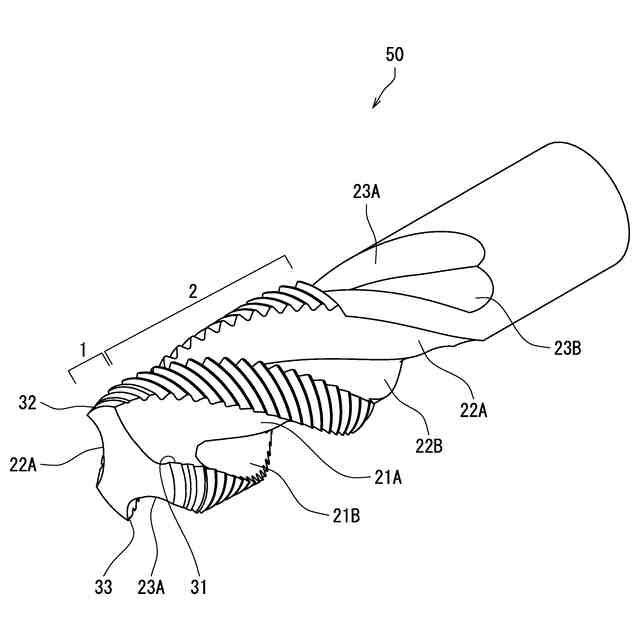
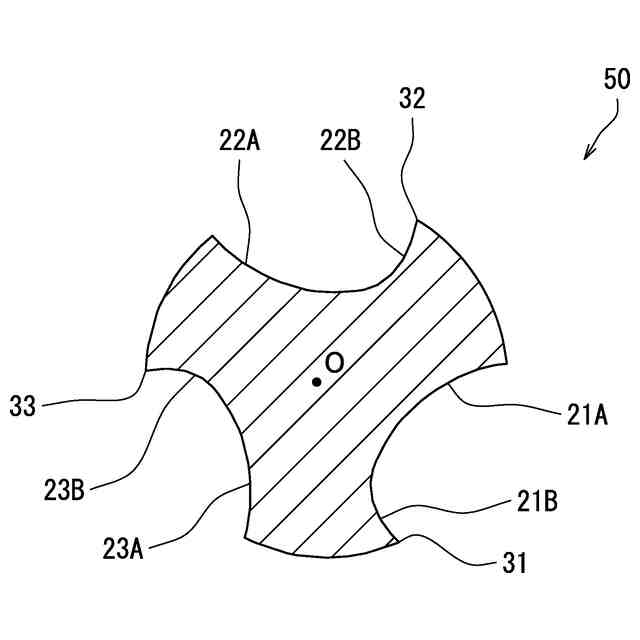
食付き部1および完全山部2を有するらせん状のねじ部10と、ねじ部10を分断するように形成された溝部21,22,23と、を備えるタップ50において、溝部21,22,23を、ねじ部10全域に形成される第1溝21A,22A,23Aおよび完全山部2における切刃31,32,33に隣接して形成される第2溝21B,22B,23Bから構成する。また、第2溝21B,22B,23Bを第1溝21A,22A,23Aに対してタップ50の回転方向RTの反対側に配置する。
【選択図】図2
特許請求の範囲
【請求項1】
食付き部および完全山部を有するらせん状のねじ部と、前記ねじ部を分断するように形成された溝部と、を備えるタップにおいて、前記溝部は、前記前記ねじ部の全域に形成される第1溝と、前記完全山部における切刃に隣接して形成される第2溝と、を有しており、前記第2溝は、前記第1溝に対して前記タップの回転方向の反対側に位置していることを特徴とするタップ。
続きを表示(約 160 文字)
【請求項2】
前記第2溝のねじれ角θ2は前記第1溝のねじれ角θ1よりも大きく、かつ前記第2溝のねじれ角θ2と前記第1溝のねじれ角θ1との差は5°以上であることを特徴とする請求項1に記載のタップ。
【請求項3】
前記第1溝のねじれ角θ1は30°以上であることを特徴とする請求項1または2に記載のタップ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被削材に対して切削加工によりねじ穴を形成するタップに関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
これまで、タップの切削加工により発生した切りくずは種々の形態を呈しており、その形態によってタップの加工性能が大きく左右されてきた。例えば、止まり穴用のタップでは溝のねじれ角を30°以上にすることでコイル状の切りくずを優先的に排出していた。また、タップの先端部分に本来の溝に加えて別個の溝(副溝)をさらに設けることで切りくずを分断させることもできる。さらには、特許文献1ないし3に開示されているように溝のねじれ角を0°、つまりタップの回転軸とほぼ平行にすることで切りくずを分断させて排出させることもできる。
【先行技術文献】
【特許文献】
【0003】
特開平1-171725号公報
特許第5756562号公報
特許第5816368号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、タップのねじれ角を小さくすると、分断された切りくずが外部へ排出する効果が低減し、タップの溝内に残存した切りくずによって切れ刃が損傷するという問題があった。溝内の切りくずを効率的に排出するには、ねじ穴加工の工程を複数に分割するステップ加工が有効であるが、加工時間(サイクルタイム)が長くなるという別の問題が発生する。
【0005】
そこで、本発明ではねじ穴加工で発生する切りくずを分断した後、これらの切りくずを速やかに外部へ排出することで、ねじ加工時における切り屑詰まりや切り屑の噛み込みを低減し、ねじ加工面へのむしれも抑制できるタップを提供することを課題とする。
【課題を解決するための手段】
【0006】
前述した課題を解決するために、本発明のタップは食付き部および完全山部を有するらせん状のねじ部と、当該ねじ部を分断するように形成された溝部を備えるタップにおいて、これらの溝部をねじ部全域わたって形成する第1溝と完全山部における切刃に隣接して形成する第2溝から形成し、当該第2溝を第1溝に対してタップの回転方向の反対側に配置した。
【0007】
また、第2溝のねじれ角θ2を第1溝のねじれ角θ1よりも大きくして、第2溝のねじれ角θ2と第1溝のねじれ角θ1との差を5°以上とすることもできる。さらに、第1溝のねじれ角θ1は30°以上としても構わない。
【発明の効果】
【0008】
本発明のタップにより、食付き部の切れ刃によって加工された被削材(切り屑)は、ねじれ角の小さい第1溝でカール径を縮小した状態で、第2溝へ移行して、タップに噛みこむことなく、速やかにタップの外部へ排出される。したがって、ねじ加工時における切り屑の詰まりや噛み込みを低減し、ねじ加工面の損傷を低減できる。
【図面の簡単な説明】
【0009】
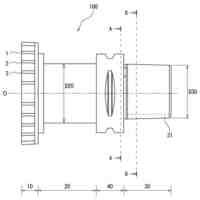
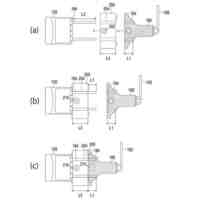
本発明の一実施形態を示すタップ50の正面図である。
本発明の一実施形態を示すタップ50の右側面図である。
本発明の一実施形態を示すタップ50の斜視図である。
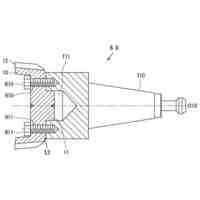
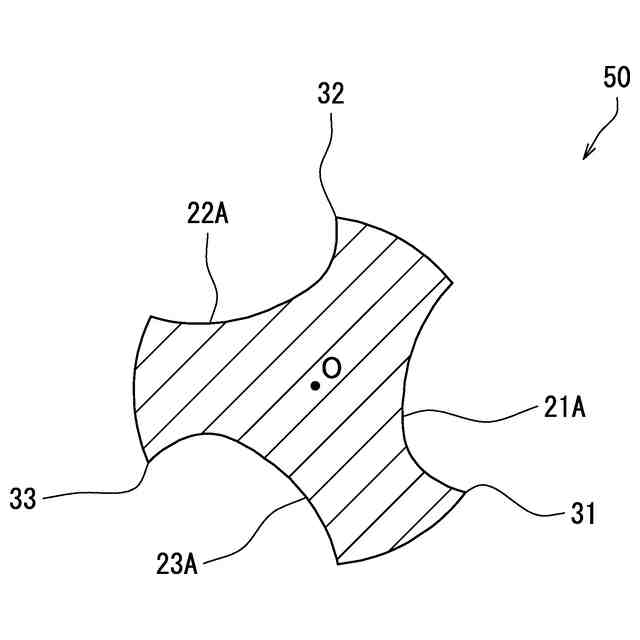
図2に示すタップ50のA-A線位置での断面図である。
図2に示すタップ50のB-B線位置での断面図である。
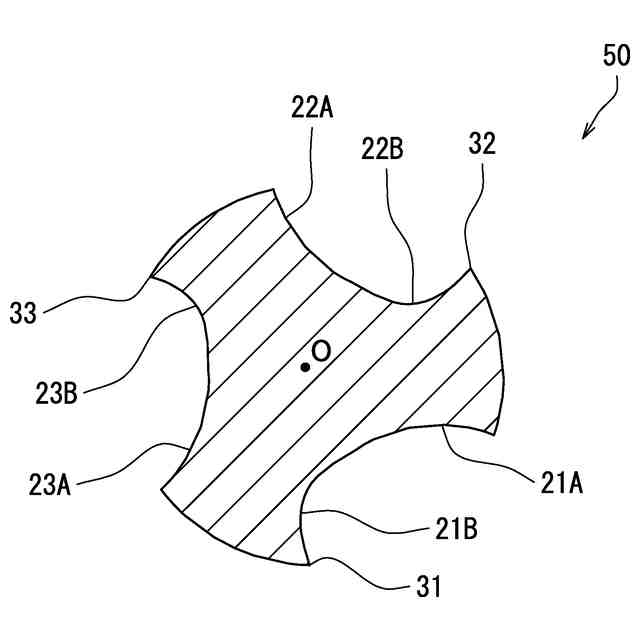
図2に示すタップ50のC-C線位置での断面図である。
【発明を実施するための形態】
【0010】
本発明であるタップの形態について図面を用いて説明する。本発明の一実施形態であるタップ50の正面図を図1、右側面図を図2、斜視図を図3に示す。タップ50は、図1に示すように被削材に対してねじ加工を行うねじ部10およびこのねじ部10を分断するように形成された溝部21A,21B,22A,22B,23A,23Bから形成されている。ねじ部10によって切削加工された被削材の切りくずは、溝部 21A,21B,22A,22B,23A,23Bを通してタップ50の外部へ排出される。また、ねじ部10は図1に示す様に食付き部1と完全山部2から形成されており、溝部は第1溝21A,22A,23Aおよび第2溝21B,22B,23Bから形成されている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社不二越
歯車研削盤
4日前
株式会社不二越
減速機用回転部品
14日前
株式会社不二越
歯切工具およびその製造方法
24日前
株式会社不二越
回転軸付きスカイビングカッタ
4日前
株式会社不二越
斜板式可変容量型ピストンポンプ
11日前
株式会社不二越
ソレノイドバルブ用互換スペーサ
18日前
株式会社不二越
オフラインダイレクトティーチング装置
18日前
株式会社不二越
スカイビングカッタおよびそれを用いた歯車加工治具
18日前
株式会社不二越
回転センサ付き軸受装置
18日前
個人
スラッジ除去装置
18日前
株式会社FUJI
工作機械
19日前
個人
複合金属回転式ホーン
18日前
有限会社津谷工業
切削工具
2か月前
株式会社トーキン
溶接用トーチ
24日前
株式会社ツガミ
工作機械
17日前
トヨタ自動車株式会社
積層コア
1か月前
トヨタ自動車株式会社
検査方法
28日前
株式会社ツガミ
工作機械
28日前
トヨタ自動車株式会社
取付装置
18日前
株式会社不二越
歯車加工機
2か月前
株式会社オーエム製作所
工作機械
1か月前
株式会社メドメタレックス
ドリル
1か月前
株式会社不二越
歯車研削盤
4日前
トヨタ自動車株式会社
位相測定方法
1か月前
サムテック株式会社
加工物製造方法
1か月前
株式会社ダイヘン
溶接トーチ
17日前
株式会社FUJI
自動化用パレット
1か月前
株式会社ダイヘン
溶接トーチ
17日前
三菱電機株式会社
ねじ取り出し装置
1か月前
株式会社関本管工
エルボ管保持装置
24日前
株式会社ヤマダスポット
抵抗溶接機
2か月前
株式会社不二越
工具の製造方法
1か月前
工機ホールディングス株式会社
作業機
2か月前
DMG森精機株式会社
工作機械
28日前
工機ホールディングス株式会社
作業機
2か月前
トヨタ自動車株式会社
冷却器の製造方法
2か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ