TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025015180
公報種別
公開特許公報(A)
公開日
2025-01-30
出願番号
2023118404
出願日
2023-07-20
発明の名称
複合金属回転式ホーン
出願人
個人
代理人
個人
主分類
B23K
20/10 20060101AFI20250123BHJP(工作機械;他に分類されない金属加工)
要約
【課題】
回転式ホーンに求められる性能を他方面で高いレベルで実現しつつ、低コストで繰り返し利用可能な複合金属回転式ホーンを提供する。
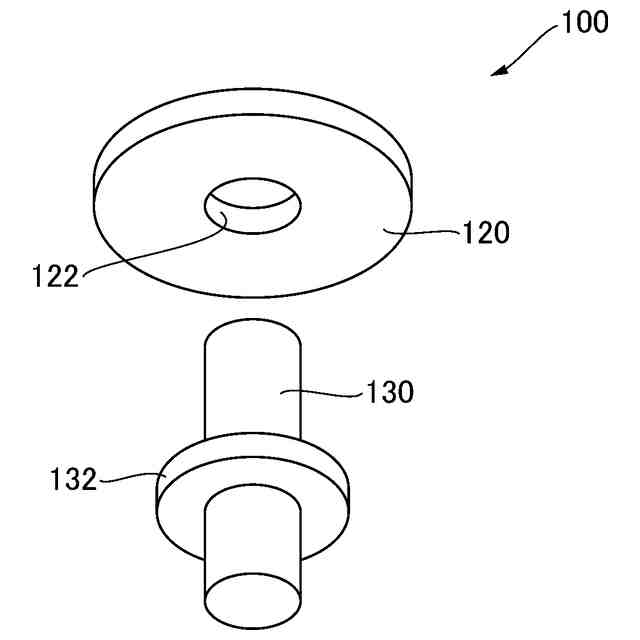
【解決手段】
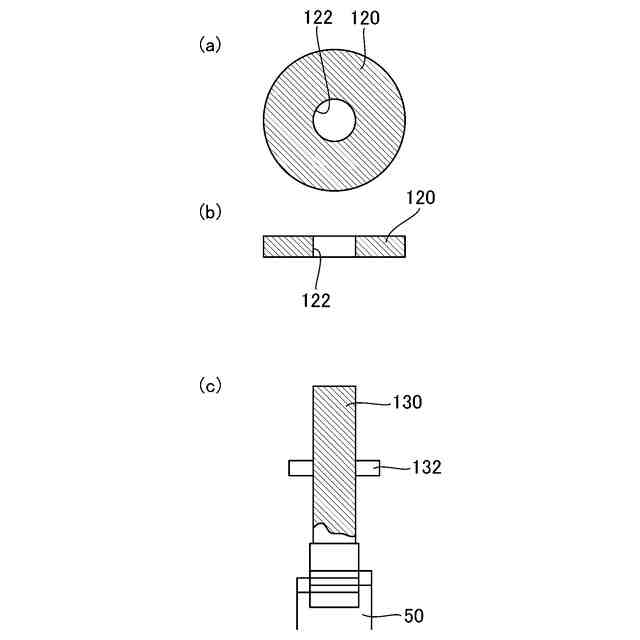
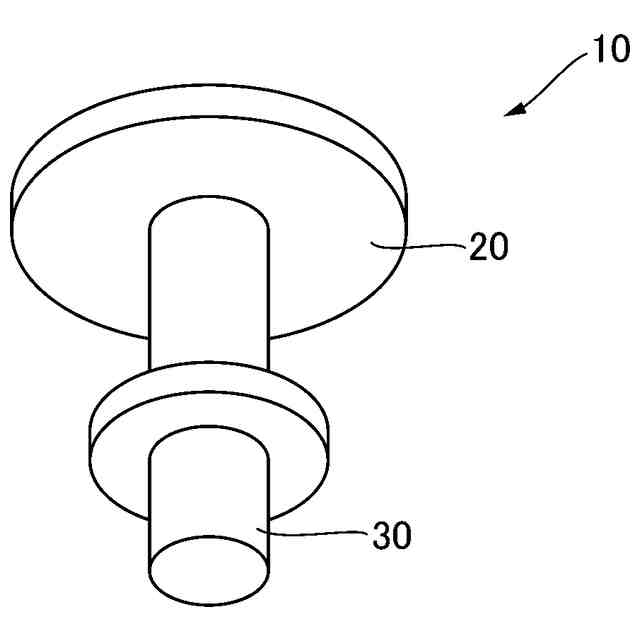
超音波溶着機や切断機などで使用する回転式ホーン10であって、円盤状に成形されワークに直接接触して機能する円盤部120と、当該円盤部を支持する軸部130と、を備え、前記円盤部120と前記軸部130とを別部材で構成すると共に、前記円盤部120を構成する金属材料を、前記軸部130を構成する金属材料よりも比重が軽く且つ熱伝導率が高い金属材料で構成し、更に、前記円盤部120の中心に貫通孔122を設け、当該貫通孔122に前記軸部130の先端を焼きばめにより結合した。
【選択図】図2
特許請求の範囲
【請求項1】
超音波溶着機や切断機などで使用する回転式ホーンであって、
円盤状に成形されワークに直接接触して機能する円盤部と、
当該円盤部を支持する軸部と、を備え、
前記円盤部と前記軸部とを別部材で構成すると共に、前記円盤部を構成する金属材料を、前記軸部を構成する金属材料よりも比重が軽く且つ熱伝導率が高い金属材料で構成し、
更に、前記円盤部の中心に貫通孔を設け、当該貫通孔に前記軸部の先端を焼きばめにより結合した
ことを特徴とする複合金属回転式ホーン。
続きを表示(約 530 文字)
【請求項2】
請求項1において、
更に、前記円盤部を構成する金属材料は、前記軸部を構成する金属材料よりも熱膨張率が大きい
ことを特徴とする複合金属回転式ホーン。
【請求項3】
請求項1または2において、
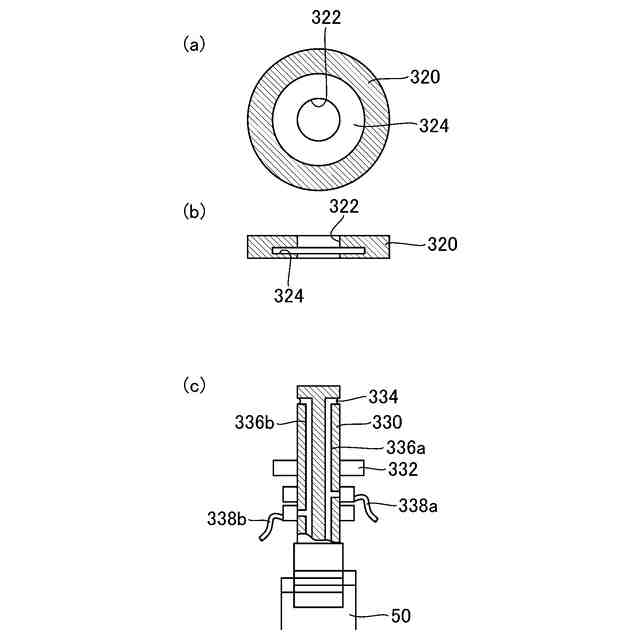
前記円盤部の内部に、前記貫通孔の内周面から連続する冷媒を流す為の冷却溝を形成し、
前記軸部の内部に、前記内周面と嵌合する部分に開放する冷媒通路を形成し、
前記冷媒によって、前記円盤部を冷却する
ことを特徴とする複合金属回転式ホーン。
【請求項4】
請求項3において、
前記円盤部の冷却溝は、前記貫通孔の内周面から当該円盤部の半径方向に向かって放射状に複数設けられ、
前記冷媒は前記軸部から前記円盤部へと一方向に流される
ことを特徴とする複合金属回転式ホーン。
【請求項5】
請求項3において、
前記円盤部の冷却溝は、前記貫通孔の内周面から当該円盤部内に略ドーナツ形状に形成され、
前記冷媒は前記軸部から前記冷却溝内を介して、再度前記軸部側へと戻されて循環する
ことを特徴とする複合金属回転式ホーン。
発明の詳細な説明
【技術分野】
【0001】
本発明は、超音波溶着機や超音波切断機で使用する回転式ホーンに関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
従来から、超音波溶着機などにおいて、連続的な溶着(シール)や切断を実現する目的で回転式ホーンが広く利用されていた(特許文献1参照)。
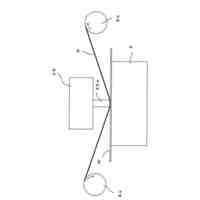
【0003】
上記特許文献1を含め、従来から利用されている回転式ホーンの一例を図5に示している。回転式ホーン10は、振動発生部(図示していない)からの振動を回転しながらワークに伝えるため、円盤部20と軸部30との芯ズレ(軸心のズレ)をシビアに管理する必要がある。そのため回転式ホーン10全体が削り出しによって一体成形されて構成される。
【0004】
また、回転式ホーンは、振動子で発生した振動が常に加わった状態で動作するため、金属疲労に強い材料が相応しい。また、振幅に必要なエネルギを少なくできるという観点から、軽い材料が望ましい。更に、特に回転式ホーンは振動方向の変換(軸部30の縦方向の振幅が、円盤部20の円周方向の振幅に変換)されるため、円盤部の中心付近で発熱する。よって、放熱性に優れた材料が望ましい。
【先行技術文献】
【特許文献】
【0005】
特開2019-111713号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記のように、回転式ホーンには他方面からの様々な性能が要求されるが、従来のように、特定の材料から全体を削り出して作製した場合にはこれら全ての性能に応えることは非常に難しい。また、これら要求を高い次元で満たす材料(例えばチタンなど)を使用すると、非常に高コストになってしまう(特に削り出し一体成形の場合は回転しホーンの形状から切削量が多くまた加工工程も多くなり、材料費のみならず加工費用も必然的に高くなる。)。
【0007】
本発明は、こういった問題点を解決するべくなされたものであって、回転式ホーンに求められる性能を他方面で高いレベルで実現しつつ、低コストで繰り返し利用可能な回転式ホーンを提供する事をその課題としている。
【課題を解決するための手段】
【0008】
上記課題を解決するべく、本願発明は、超音波溶着機や切断機などで使用する回転式ホーンであって、円盤状に成形されワークに直接接触して機能する円盤部と、当該円盤部を支持する軸部と、を備え、前記円盤部と前記軸部とを別部材で構成すると共に、前記円盤部を構成する金属材料を、前記軸部を構成する金属材料よりも比重が軽く且つ熱伝導率が高い金属材料で構成し、更に、前記円盤部の中心に貫通孔を設け、当該貫通孔に前記軸部の先端を焼きばめにより結合したことを特徴とする。
【0009】
このように構成したことによって、回転式ホーンに求められる性能を他方面で高いレベルで実現できるようになった。即ち、振幅幅が最も大きくなる円盤部を軽量な金属材料で構成することによって、エネルギー効率のよい回転ホーンを実現できる。また、放熱性に優れているので、円盤部中心付近の発熱を効率的に伝搬して放熱することができる。更に、軸部と円盤部とを別々に削り出しすることができるため、切削量が少なくて済み、金属材料の無駄をなくして低コスト化を実現できる。加えて、焼きばめというシンプルな機構で両者を結合するため、軸部と円盤部との芯ズレが生じ難い。
【0010】
更に、前記円盤部を構成する金属材料は、前記軸部を構成する金属材料よりも熱膨張率が大きいことを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
10日前
個人
加工機
4日前
日東精工株式会社
ねじ締め機
1か月前
株式会社不二越
ドリル
1か月前
株式会社不二越
ドリル
3日前
日東精工株式会社
多軸ねじ締め機
1か月前
株式会社FUJI
工作機械
1か月前
株式会社アンド
半田付け方法
3日前
株式会社アンド
半田付け方法
3日前
日進工具株式会社
エンドミル
20日前
エフ・ピー・ツール株式会社
リーマ
20日前
株式会社ダイヘン
多層盛り溶接方法
18日前
トヨタ自動車株式会社
接合方法
1か月前
ブラザー工業株式会社
工作機械
1か月前
ブラザー工業株式会社
工作機械
1か月前
株式会社FUJI
チャック装置
1か月前
株式会社不二越
管用テーパタップ
1か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
株式会社コスメック
クランプ装置
1か月前
大肯精密株式会社
自動送り穿孔機
1か月前
株式会社ダイヘン
溶接装置
1か月前
株式会社プロテリアル
金属箔の溶接方法
1か月前
株式会社不二越
超硬合金製ドリル
16日前
トヨタ自動車株式会社
レーザ加工機
1か月前
オーエスジー株式会社
ドリル
1か月前
日東精工株式会社
はんだこて先の製造方法
5日前
株式会社不二越
スカイビングカッタ
1か月前
個人
管の切断装置及び管の切断方法
18日前
株式会社不二越
通り穴加工用タップ
24日前
トヨタ自動車株式会社
グラフ生成方法
1か月前
宮川工機株式会社
プレカット加工装置
1か月前
株式会社恵信工業
アプセット溶接方法
1か月前
株式会社アドウェルズ
超音波加工装置
16日前
株式会社FUJI
周辺装置制御用治具
4日前
エンシュウ株式会社
摩擦撹拌接合装置
1か月前
アサダ株式会社
バンドソー装置
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ