TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025043427
公報種別
公開特許公報(A)
公開日
2025-04-01
出願番号
2023150673
出願日
2023-09-19
発明の名称
プレカット加工装置
出願人
宮川工機株式会社
代理人
個人
主分類
B23Q
7/14 20060101AFI20250325BHJP(工作機械;他に分類されない金属加工)
要約
【課題】 投入材の搬入作業や加工材の搬出作業のための作業スペースを確保し易く、限られた設置スペース内に好適に設置することが可能なプレカット加工装置を提供する。
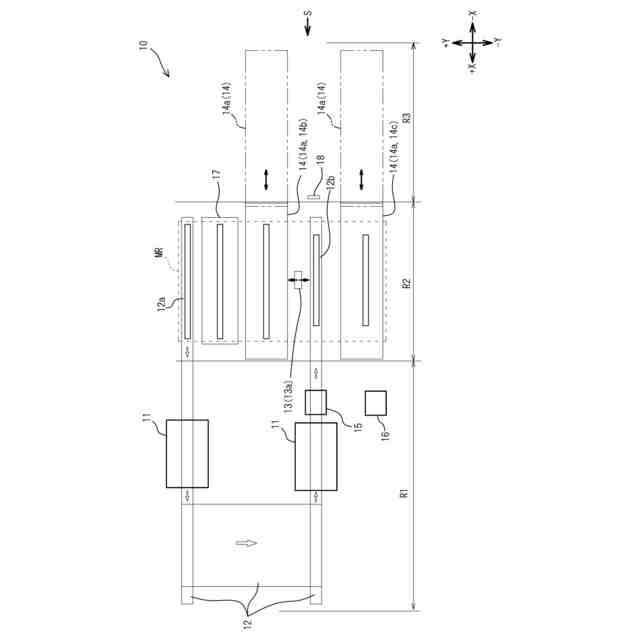
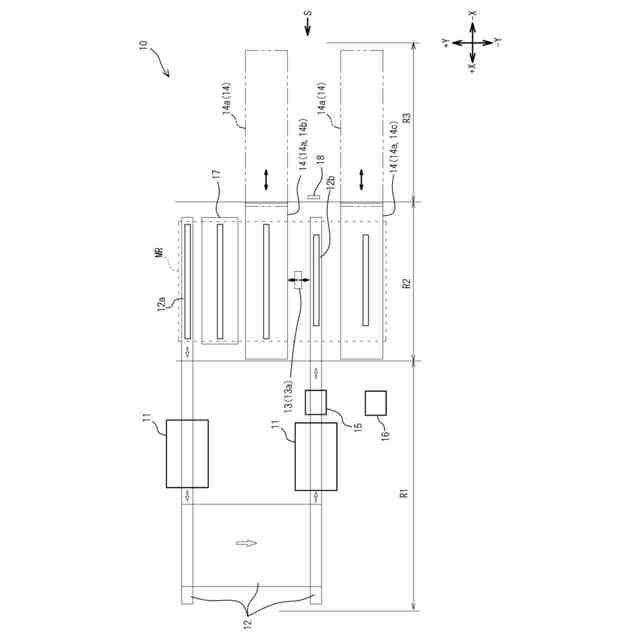
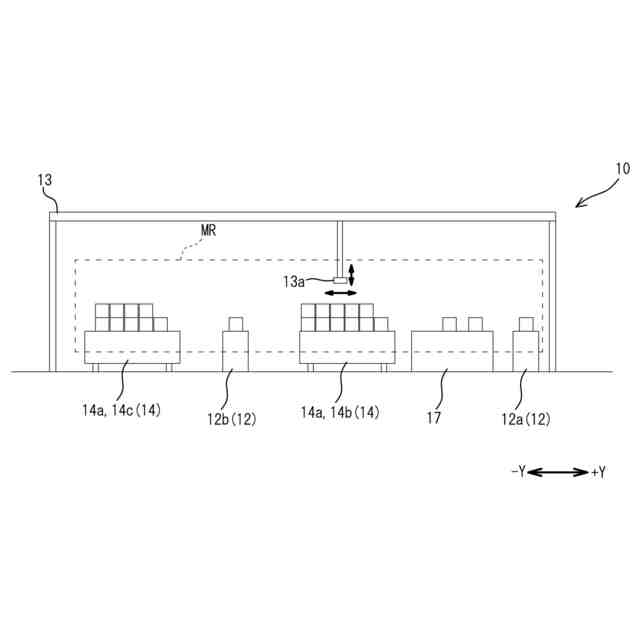
【解決手段】 プレカット加工装置10は、搬送装置13の接触部13aが、Y方向に移動可能に構成され、Y方向に沿った接触部13aの直線移動によって、投入材載置部14bから投入部12aへの投入材の搬送と、排出部12bから加工材載置部14cへの加工材の搬送とを可能とし、投入材載置部14bと、加工材載置部14cと、投入部12aと、排出部12bとのそれぞれには、投入材又は加工材を、同一の方向(X方向)が長手方向となる向きにして載置され、投入材載置部14bに対して、加工材載置部14cと、投入部12aと、排出部12bとのそれぞれが、Y方向に沿った一方側又は他方側に位置するように設けられている。
【選択図】 図1
特許請求の範囲
【請求項1】
所定の加工をすることが可能な加工手段と、
前記加工手段によって加工された加工材、又は、前記加工材が前記加工手段によって加工される前の投入材を、予め定めた移動経路に沿って移動することを可能とする移動手段と、
前記投入材を載置するための投入材載置部から前記移動経路の一部に設定される投入部へと前記投入材を搬送することが可能であって、前記移動経路の一部に設定される排出部から前記加工材を載置するための加工材載置部へと前記加工材を搬送することを可能とする搬送手段とを備えたプレカット加工装置であって、
前記投入材は、長手方向を有する棒状部材により構成され、
前記投入材載置部と前記投入部には、前記棒状部材の長手方向が略同一の第1方向側を向くようにして載置可能に構成され、
前記搬送手段には、前記第1方向に交差する第2方向へ移動可能であって前記投入材と前記加工材とのいずれにも接触可能な接触部が設けられ、
前記投入材載置部と、前記加工材載置部と、前記投入部と、前記排出部とのそれぞれに対して、前記投入材又は前記加工材を、前記第1方向が長手方向となる向きにして載置可能に構成され、
前記投入材載置部に対して、前記加工材載置部と、前記投入部と、前記排出部とのそれぞれが、前記第2方向に沿った一方側又は他方側に位置するように設けられていることを特徴とするプレカット加工装置。
続きを表示(約 720 文字)
【請求項2】
前記投入材載置部としても前記加工材載置部としても利用可能な部材載置部が、2箇所以上に設けられていることを特徴とする請求項1に記載のプレカット加工装置。
【請求項3】
前記部材載置部には、前記搬送手段により前記投入材または前記加工材が搬送される第1位置と、当該第1位置に対して前記第1方向に沿った一方側に設定される第2位置との間において前記投入材または前記加工材を移動可能とする移動機構が設けられ、
前記部材載置部に対して、前記第1方向に沿った前記一方側とは逆の他方側に前記加工手段が設けられていることを特徴とする請求項2に記載のプレカット加工装置。
【請求項4】
前記投入部へ投入される前の前記投入材を一時的に仮置きすることが可能な仮置き部が、前記投入材載置部に対して、前記第2方向に沿った前記一方側又は前記他方側に位置するように設けられ、
前記仮置き部には、前記搬送手段によって前記投入材載置部から搬送を開始して前記投入部へ投入される前の前記投入材を搬送して仮置きすることが可能であって、前記搬送手段によって前記排出部から搬送を開始して前記加工材載置部へ搬送される前の前記加工材を搬送して仮置きすることが可能に構成されていることを特徴とする請求項1から3のいずれかに記載のプレカット加工装置。
【請求項5】
前記移動経路の一部であって、前記加工手段によって加工された前記加工材が前記移動手段によって移動される区間には、前記加工手段による加工の内容を検査可能な検査装置が設けられていることを特徴とする請求項1から3のいずれかに記載のプレカット加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、プレカット加工装置に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
従来、住宅等の建築構造物に用いられる横架材、柱材、羽柄材等の加工材(製品)を、プレカット工場の木材加工装置(プレカット加工装置)によって製造し、建築現場での切削加工を省略可能にして、効率良く建築構造物を製造するプレカット加工を用いた工法が採用されている。プレカット工場では、材料としての製材(投入材)に対して加工機によって切削加工が行われることで加工材が製造される。投入材や加工材は、必要な箇所に適宜搬送され、最終的には、複数段に積み重なった状態とされてから、結束バンド等によって梱包される。梱包された加工材は、トラックの荷台等に積み込まれて建築現場へと出荷される(特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特許第6456543号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、プレカット工場は、プレカット加工装置を設置するための設置スペースの他に、投入材や加工材を搬送するために必要な作業スペースを必要とするものの、工場の敷地面積や敷地の形状に制限される。このため、投入材や加工材の搬送方法などのプレカット加工装置の構成について、未だ改良の余地がある可能性があった。
【0005】
本発明は上述した問題点を解決するためになされたものであり、投入材の搬入作業や加工材の搬出作業のための作業スペースを確保し易くしつつ限られた設置スペース内に好適に設置することが可能なプレカット加工装置を提供することを目的としている。
【課題を解決するための手段】
【0006】
この目的を達成するために、請求項1に記載のプレカット加工装置は、
所定の加工をすることが可能な加工手段と、
前記加工手段によって加工された加工材、又は、前記加工材が前記加工手段によって加工される前の投入材を、予め定めた移動経路に沿って移動することを可能とする移動手段と、
前記投入材を載置するための投入材載置部から前記移動経路の一部に設定される投入部へと前記投入材を搬送することが可能であって、前記移動経路の一部に設定される排出部から前記加工材を載置するための加工材載置部へと前記加工材を搬送することを可能とする搬送手段とを備えたプレカット加工装置であって、
前記投入材は、長手方向を有する棒状部材により構成され、
前記投入材載置部と前記投入部には、前記棒状部材の長手方向が略同一の第1方向側を向くようにして載置可能に構成され、
前記搬送手段には、前記第1方向に交差する第2方向へ移動可能であって前記投入材と前記加工材とのいずれにも接触可能な接触部が設けられ、
前記投入材載置部と、前記加工材載置部と、前記投入部と、前記排出部とのそれぞれに対して、前記投入材又は前記加工材を、前記第1方向が長手方向となる向きにして載置可能に構成され、
前記投入材載置部に対して、前記加工材載置部と、前記投入部と、前記排出部とのそれぞれが、前記第2方向に沿った一方側又は他方側に位置するように設けられていることを特徴とする。
【0007】
この請求項1に記載の加工材移動装置によれば、共通の搬送手段を用いて、投入材載置部から投入部へと投入材を搬送し、排出部から加工材載置部へ加工材を搬送することができる。また、投入材載置部と、加工材載置部と、投入部と、排出部とを、投入材の長手方向に交差する第2方向に並ぶようにして、まとめて設置することができるので、限られたスペース内にまとまるように、投入材の搬入スペースと加工材の搬出スペースとを設定することができる。また、投入材の搬入作業や加工材の搬出作業の作業箇所を近付けることができるので、各作業の作業スペースを共通化し易くすることができ、広い作業スペースを確保し易くすることができる。
【0008】
請求項2に記載のプレカット加工装置は、請求項1に記載のプレカット加工装置において、前記投入材載置部としても前記加工材載置部としても利用可能な部材載置部が、2箇所以上に設けられていることを特徴とする。
【0009】
請求項3に記載のプレカット加工装置は、請求項2に記載のプレカット加工装置において、前記部材載置部には、前記搬送手段により前記投入材または前記加工材が搬送される第1位置と、当該第1位置に対して前記第1方向に沿った一方側に設定される第2位置との間において前記投入材または前記加工材を移動可能とする移動機構が設けられ、前記部材載置部に対して、前記第1方向に沿った前記一方側とは逆の他方側に前記加工手段が設けられていることを特徴とする。
【0010】
請求項4に記載のプレカット加工装置は、請求項1から3のいずれかに記載のプレカット加工装置において、前記投入部へ投入される前の前記投入材を一時的に仮置きすることが可能な仮置き部が、前記投入材載置部に対して、前記第2方向に沿った前記一方側又は前記他方側に位置するように設けられ、前記仮置き部には、前記搬送手段によって前記投入材載置部から搬送を開始して前記投入部へ投入される前の前記投入材を搬送して仮置きすることが可能であって、前記搬送手段によって前記排出部から搬送を開始して前記加工材載置部へ搬送される前の前記加工材を搬送して仮置きすることが可能に構成されていることを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
フライス盤
2か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
2か月前
ダイニチ工業株式会社
配膳治具
1か月前
株式会社ダイヘン
溶接電源装置
4か月前
株式会社ダイヘン
溶接電源装置
4か月前
株式会社ダイヘン
溶接電源装置
4か月前
日東精工株式会社
ねじ締め装置
5か月前
日東精工株式会社
ねじ締め装置
2か月前
キヤノン電子株式会社
加工装置
28日前
株式会社FUJI
工作機械
2か月前
日東精工株式会社
ねじ整列トレー
23日前
株式会社FUJI
工作機械
1か月前
個人
切削油供給装置
3か月前
株式会社FUJI
工作機械
5か月前
株式会社FUJI
工作機械
5か月前
個人
型枠製造装置のフレーム
2か月前
キヤノン電子株式会社
加工システム
3か月前
株式会社富田製作所
支持構造
1か月前
株式会社アンド
半田付け方法
2か月前
中国電力株式会社
養生シート
1か月前
睦月電機株式会社
金属表面処理方法
28日前
大見工業株式会社
ドリル
4か月前
株式会社向洋技研
スタッドの製造方法
1か月前
株式会社ツガミ
工作機械
3か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
株式会社ダイヘン
溶接装置
9日前
株式会社不二越
ブローチ盤
3か月前
有限会社TNE
電気抵抗溶接方法
1か月前
株式会社ダイヘン
溶接装置
5か月前
株式会社ダイヘン
溶接装置
5か月前
有限会社 ナプラ
ソルダペースト
5か月前
津田駒工業株式会社
センタリングバイス
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ