TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025044460
公報種別
公開特許公報(A)
公開日
2025-04-02
出願番号
2023152030
出願日
2023-09-20
発明の名称
摩擦撹拌接合装置
出願人
エンシュウ株式会社
代理人
個人
主分類
B23K
20/12 20060101AFI20250326BHJP(工作機械;他に分類されない金属加工)
要約
【課題】装置構成を簡単化して組み立て作業およびメンテナンス作業の各作業負担を軽減することができる摩擦撹拌接合装置を提供する。
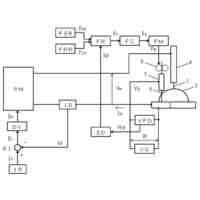
【解決手段】摩擦撹拌接合装置100は、積層された被加工物WK1,WK2に対して回転駆動した状態で押し付けられる接合ツール103を有した加工ヘッド101を備えている。加工ヘッド101には、ボールねじ機構107を介してZ軸駆動モータ109が接続されており、接合ツール103が被加工物WK1,WK2に押し付けられる。Z軸駆動モータ109は、制御装置130によって作動制御される。制御装置130は、接合ツール103を被加工物WK1,WK2に押し付けているとき、反力の大きさの変化に拘らず常に一定の押圧力で接合ツール103を被加工物WK1,WK2に押し付けるようにZ軸駆動モータ109の作動を制御する押圧力一定制御を実行する。
【選択図】 図1
特許請求の範囲
【請求項1】
積層または突き合わせされた被加工物に対して回転駆動した状態で押し付けられる接合ツールを有した加工ヘッドと、
原動機を有して前記加工ヘッドを前記被加工物に対して接近または離隔させるZ軸方向に往復変位させるとともに前記接合ツールを前記被加工物に押し付けるZ軸変位手段と、
前記原動機の作動を制御する制御装置とを備えて、前記積層または突き合わせされた被加工物を接合する摩擦撹拌接合装置において、
前記Z軸変位手段は、
前記原動機によって回転駆動されるボールねじと、
前記ボールねじにねじ嵌合して同ボールねじの回転駆動によって軸線方向に変位することで前記加工ヘッドを前記Z軸方向に往復変位させる変位体とを備え、
前記制御装置は、
前記接合ツールを前記被加工物に押し付けているとき、前記被加工物からの反力の大きさの変化に拘らず常に一定の押圧力で前記接合ツールを前記被加工物に押し付けるように前記原動機の作動を制御する押圧力一定制御を実行することを特徴とする摩擦撹拌接合装置。
続きを表示(約 1,400 文字)
【請求項2】
請求項1に記載した摩擦撹拌接合装置において、さらに、
前記Z軸変位手段は、
前記接合ツールを前記被加工物に押し付けているときの前記被加工物からの反力の大きさを検出して前記制御装置に出力する反力検出器を備え、
前記制御装置は、
前記接合ツールを前記被加工物に押し付けているとき、前記押圧力一定制御と、前記反力検出器からの検出信号に基づいて前記接合ツールを常に一定の押圧力で前記被加工物に押し付けるように前記原動機の作動を制御する押圧力一定制御とを選択的に実行することを特徴とする摩擦撹拌接合装置。
【請求項3】
積層または突き合わせされた被加工物に対して回転駆動した状態で押し付けられる接合ツールを有した加工ヘッドと、
前記被加工物を支持するワークテーブルと、
原動機を有して前記加工ヘッドを前記被加工物に対して接近または離隔させるZ軸方向に往復変位させるとともに前記接合ツールを前記被加工物に押し付けるZ軸変位手段と、
前記原動機の作動を制御する制御装置とを備えて、前記積層または突き合わせされた被加工物を接合する摩擦撹拌接合装置において、
前記Z軸変位手段は、
前記原動機によって回転駆動されるボールねじと、
前記加工ヘッドまたは前記ワークテーブルが連結されるとともに前記ボールねじにねじ嵌合して同ボールねじの回転駆動によって軸線方向に変位することで前記加工ヘッドを前記Z軸方向に往復変位させる変位体と、
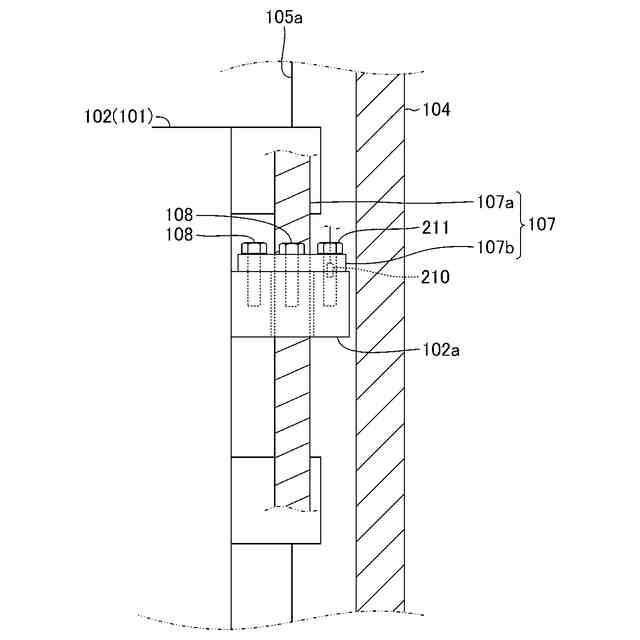
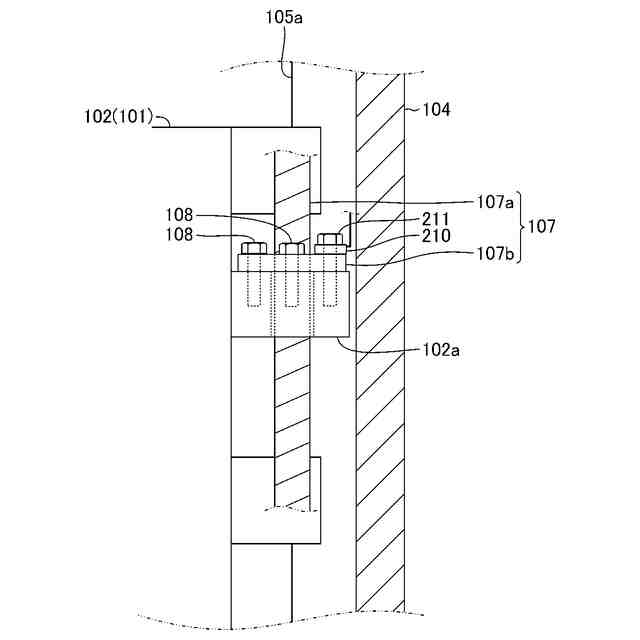
前記接合ツールを前記被加工物に押し付けているときの前記被加工物からの反力の大きさを検出して前記制御装置に出力する反力検出器とを備え、
前記反力検出器は、
前記加工ヘッドまたは前記ワークテーブルを前記変位体に連結するボルトに設けられて同ボルトの歪に応じた検出信号を前記制御装置に出力するものであり、
前記制御装置は、
前記接合ツールを前記被加工物に押し付けているとき、前記反力検出器からの検出信号に基づいて前記接合ツールを常に一定の押圧力で前記被加工物に押し付けるように前記原動機の作動を制御する押圧力一定制御を実行することを特徴とする摩擦撹拌接合装置。
【請求項4】
請求項3に記載した摩擦撹拌接合装置において、
前記反力検出器は、
前記ボルトの内部に設けられていることを特徴とする摩擦撹拌接合装置。
【請求項5】
請求項3に記載した摩擦撹拌接合装置において、
前記反力検出器は、
前記ボルトと同ボルトが締め付けられる締付対象物との間に配置されていることを特徴とする摩擦撹拌接合装置。
【請求項6】
請求項3に記載した摩擦撹拌接合装置において、
前記ボルトは、複数設けられており、
前記反力検出器は、
前記複数のボルトのうちの少なくとも2つに設けられていることを特徴とする摩擦撹拌接合装置。
【請求項7】
請求項1ないし請求項3のうちの少なくとも1つに記載した摩擦撹拌接合装置において、さらに、
前記接合ツールの前記Z軸方向上の位置を検出して前記制御装置に出力するZ軸位置検出器を備え、
前記制御装置は、
前記接合ツールの前記Z軸方向上の位置が予め決められた限界位置に達したことを検出したとき、前記原動機による前記押圧力一定制御を中断することを特徴とする摩擦撹拌接合装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、積層または突き合わせされた被加工物に対して回転駆動した状態で接合ツールを押し付けることで積層または突き合わせされた被加工物を摩擦熱で接合する摩擦撹拌接合装置に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
従来から、積層または突き合わせされた被加工物に対して回転駆動した状態で接合ツールを押し付けることで積層または突き合わせされた被加工物を摩擦熱で接合する摩擦撹拌接合装置(FSW)が知られている。例えば、下記特許文献1には、摩擦撹拌接合ツールを保持した主軸ユニットを上下方向に変位させるボールねじ機構内にロードセルを設けて摩擦撹拌接合ツールがワークを押し付ける押圧荷重を制御する摩擦撹拌接合装置が開示されている。
【先行技術文献】
【特許文献】
【0003】
特許第6372615号公報
【0004】
しかしながら、上記特許文献1に示された摩擦撹拌接合装置においては、ロードセルがボールねじ機構におけるナットと主軸ユニットを支持する移動テーブルから延びる取付部材との間に配置されて装置構成が複雑であるため、組み立て作業およびメンテナンス作業が煩雑で作業負担が大きいという問題がある。
【0005】
本発明は上記問題に対処するためなされたもので、その目的は、装置構成を簡単化して組み立て作業およびメンテナンス作業の各作業負担を軽減することができる摩擦撹拌接合装置を提供することにある。
【発明の概要】
【0006】
上記目的を達成するため、本発明の特徴は、積層または突き合わせされた被加工物に対して回転駆動した状態で押し付けられる接合ツールを有した加工ヘッドと、原動機を有して加工ヘッドを被加工物に対して接近または離隔させるZ軸方向に往復変位させるとともに接合ツールを被加工物に押し付けるZ軸変位手段と、原動機の作動を制御する制御装置とを備えて、積層または突き合わせされた被加工物を接合する摩擦撹拌接合装置において、Z軸変位手段は、原動機によって回転駆動されるボールねじと、ボールねじにねじ嵌合して同ボールねじの回転駆動によって軸線方向に変位することで加工ヘッドをZ軸方向に往復変位させる変位体とを備え、制御装置は、接合ツールを被加工物に押し付けているとき、被加工物からの反力の大きさの変化に拘らず常に一定の押圧力で接合ツールを被加工物に押し付けるように原動機の作動を制御する押圧力一定制御を実行することにある。
【0007】
このように構成した本発明の特徴によれば、摩擦撹拌接合装置は、加工ヘッドをZ軸方向に変位させるZ軸変位手段が所謂ボールねじ機構で構成されているとともに、制御装置が被加工物からの反力の大きさの変化に拘らず常に一定の押圧力で接合ツールを被加工物に押し付けるように原動機の作動を制御する押圧力一定制御を実行している。このため、摩擦撹拌接合装置は、被加工物からの反力の大きさの変化に応じてボールねじ機構が正作動または逆作動することで接合ツールが被加工物に対して接近または離隔するため、接合ツールが被加工物を押圧する押圧力を一定に保つことができる。すなわち、本発明に係る摩擦撹拌接合装置は、上記従来技術のように、接合ツールが被加工物を押圧する押圧力を検出するためのロードセルを用いなくても接合ツールが被加工物を押圧する押圧力を一定に保つことができ、装置構成を簡単化して組み立て作業およびメンテナンス作業の各作業負担を軽減することができる。
【0008】
また、本発明の他の特徴は、前記摩擦撹拌接合装置において、さらに、Z軸変位手段は、接合ツールを被加工物に押し付けているときの被加工物からの反力の大きさを検出して制御装置に出力する反力検出器を備え、制御装置は、接合ツールを被加工物に押し付けているとき、前記押圧力一定制御と、反力検出器からの検出信号に基づいて接合ツールを常に一定の押圧力で被加工物に押し付けるように原動機の作動を制御する押圧力一定制御とを選択的に実行することにある。
【0009】
このように構成した本発明の他の特徴によれば、摩擦撹拌接合装置は、接合ツールを被加工物に押し付けているときの被加工物からの反力の大きさを検出する反力検出器が設けられているため、ボールねじ機構による押圧力一定制御と、反力検出器からの検出信号に基づいて接合ツールを常に一定の押圧力で被加工物に押し付けるように原動機の作動を制御する押圧力一定制御とを接合加工の仕様に応じて適宜選択して実行することができる。
【0010】
上記目的を達成するため、本発明の特徴は、積層または突き合わせされた被加工物に対して回転駆動した状態で押し付けられる接合ツールを有した加工ヘッドと、被加工物を支持するワークテーブルと、原動機を有して加工ヘッドを被加工物に対して接近または離隔させるZ軸方向に往復変位させるとともに接合ツールを被加工物に押し付けるZ軸変位手段と、原動機の作動を制御する制御装置とを備えて、積層または突き合わせされた被加工物を接合する摩擦撹拌接合装置において、Z軸変位手段は、原動機によって回転駆動されるボールねじと、加工ヘッドまたはワークテーブルが連結されるとともにボールねじにねじ嵌合して同ボールねじの回転駆動によって軸線方向に変位することで加工ヘッドをZ軸方向に往復変位させる変位体と、接合ツールを被加工物に押し付けているときの被加工物からの反力の大きさを検出して制御装置に出力する反力検出器とを備え、反力検出器は、加工ヘッドまたはワークテーブルを変位体に連結するボルトに設けられて同ボルトの歪に応じた検出信号を制御装置に出力するものであり、制御装置は、接合ツールを被加工物に押し付けているとき、反力検出器からの検出信号に基づいて接合ツールを常に一定の押圧力で被加工物に押し付けるように原動機の作動を制御する押圧力一定制御を実行することにある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
16日前
個人
加工機
10日前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
3日前
日東精工株式会社
ねじ締め機
1か月前
株式会社不二越
ドリル
9日前
株式会社不二越
ドリル
1か月前
日東精工株式会社
多軸ねじ締め機
1か月前
株式会社FUJI
工作機械
1か月前
株式会社ダイヘン
多層盛り溶接方法
24日前
株式会社アンド
半田付け方法
9日前
株式会社アンド
半田付け方法
9日前
エフ・ピー・ツール株式会社
リーマ
26日前
日進工具株式会社
エンドミル
26日前
ブラザー工業株式会社
工作機械
1か月前
ブラザー工業株式会社
工作機械
1か月前
株式会社FUJI
チャック装置
1か月前
トヨタ自動車株式会社
接合方法
1か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
大肯精密株式会社
自動送り穿孔機
1か月前
株式会社プロテリアル
金属箔の溶接方法
1か月前
株式会社ダイヘン
溶接装置
1か月前
株式会社不二越
超硬合金製ドリル
22日前
株式会社不二越
管用テーパタップ
1か月前
株式会社コスメック
クランプ装置
1か月前
株式会社不二越
スカイビングカッタ
1か月前
トヨタ自動車株式会社
レーザ加工機
1か月前
日東精工株式会社
はんだこて先の製造方法
11日前
オーエスジー株式会社
ドリル
1か月前
株式会社不二越
通り穴加工用タップ
1か月前
個人
管の切断装置及び管の切断方法
24日前
株式会社恵信工業
アプセット溶接方法
1か月前
アサダ株式会社
バンドソー装置
1か月前
株式会社ダイヘン
非消耗電極アーク溶接方法
1か月前
トヨタ自動車株式会社
グラフ生成方法
1か月前
株式会社ダイヘン
溶接システム
9日前
アサダ株式会社
バンドソー装置
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ