TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025001460
公報種別
公開特許公報(A)
公開日
2025-01-08
出願番号
2023101066
出願日
2023-06-20
発明の名称
積層コア
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B23K
10/02 20060101AFI20241225BHJP(工作機械;他に分類されない金属加工)
要約
【課題】疲労寿命が低下するおそれを抑制できる積層コアを提供する。
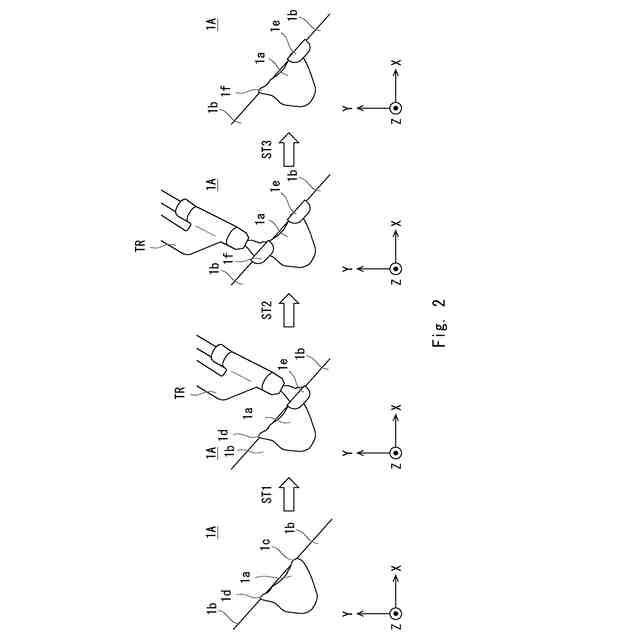
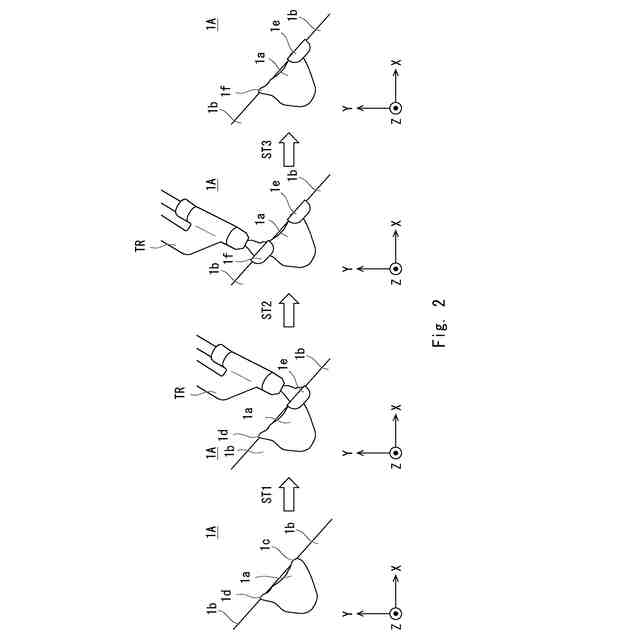
【解決手段】本開示に係る積層コア10は、鋼板1を積層した積層コア10である。積層コア10は、所定の溶接方法を用いて形成された溶接ビード1aと、母材1bと溶接ビード1aとの境界1cをプラズマ溶接したプラズマ溶接部1eとを備える。また、積層コア10は、溶接ビード1aと、母材1bと溶接ビード1aとの境界1dをプラズマ溶接したプラズマ溶接部1fとを備えるとよい。
【選択図】図2
特許請求の範囲
【請求項1】
鋼板を積層した積層コアであって、
所定の溶接方法を用いて形成された溶接ビードと、
母材と前記溶接ビードとの境界をプラズマ溶接したプラズマ溶接部とを備える、積層コア。
発明の詳細な説明
【技術分野】
【0001】
本開示は積層コアに関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
特許文献1に開示の電磁鋼板積層コアは、電磁鋼板が積層された積層体と、前記積層体の外周面が溶接された溶接部とを含む。
【先行技術文献】
【特許文献】
【0003】
特表2016-530861号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本願発明者等は、以下の技術的な課題を発見した。
溶接ビードと母材との境界には、切り欠き部や凹部が形成し、硬度の変化が生じ得る。これらによって、溶接ビードと母材との境界には、応力が集中する傾向にある。そのため、溶接ビードと母材との境界において、疲労寿命が低下するおそれがあった。また、このような電磁鋼板積層コアがロータとして利用された場合、アンバランスや極数によって生じる吸引と反発(トルクリプル)による振動が発生する。また、このような電磁鋼板積層コアがステータとして利用された場合、同様に高速でN極とS極を切り替えるため、高周波の振動が発生する。そのため疲労寿命が悪化すると、容易に破断が生じる。
【0005】
本開示は、上述した課題を鑑みてなされたものであり、疲労寿命が低下するおそれを抑制できる積層コアを提供するものである。
【課題を解決するための手段】
【0006】
本開示に係る積層コアは、
鋼板を積層した積層コアであって、
所定の溶接方法を用いて形成された溶接ビードと、
母材と前記溶接ビードとの境界をプラズマ溶接したプラズマ溶接部とを備える。
【発明の効果】
【0007】
本開示によれば、疲労寿命が低下するおそれを抑制できる。
【図面の簡単な説明】
【0008】
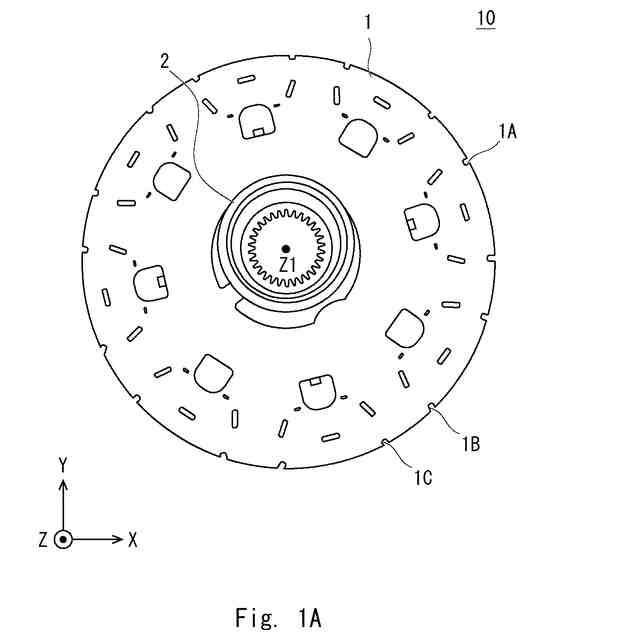
実施の形態1に係る積層コアの平面図である。
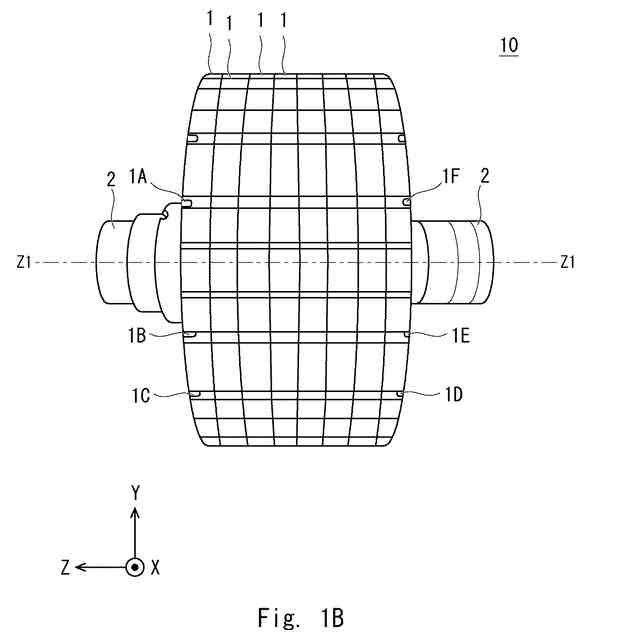
実施の形態1に係る積層コアの側面図である。
実施の形態1に係る積層コアの製造方法を示す概略図である。
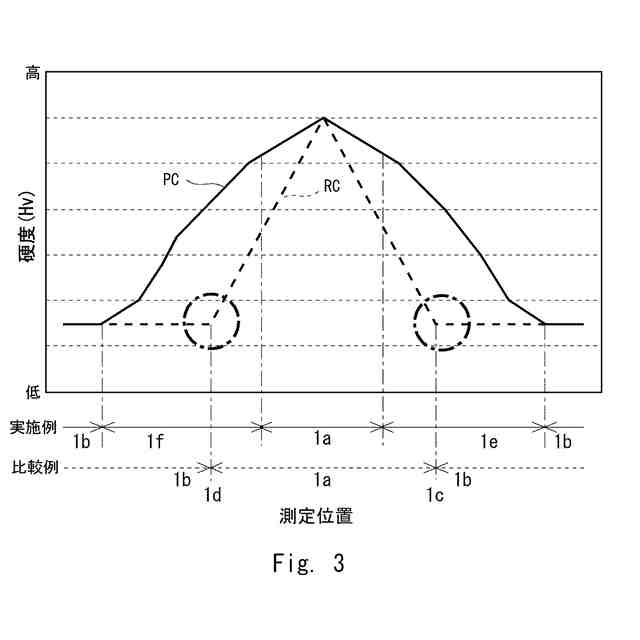
実施例及び比較例にかかる測定位置に対する硬度を示すグラフである。
【発明を実施するための形態】
【0009】
以下、本発明を適用した具体的な実施形態について、図面を参照しながら詳細に説明する。ただし、本発明が以下の実施形態に限定される訳ではない。また、説明を明確にするため、以下の記載及び図面は、適宜、簡略化されている。
【0010】
<実施の形態1>
図1A及び図1Bを参照して実施の形態1について説明する。図1Aは、実施の形態1に係る積層コアの平面図である。図1Bは、図1Aに示す積層コアの側面図である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東精工株式会社
ねじ締め機
8日前
株式会社不二越
ドリル
4日前
日東精工株式会社
ねじ締め装置
1か月前
日東精工株式会社
多軸ねじ締め機
8日前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
11日前
有限会社 ナプラ
金属粒子
1か月前
株式会社ダイヘン
積層造形溶接方法
1か月前
トヨタ自動車株式会社
接合方法
2日前
株式会社ナベヤ
締結装置
1か月前
株式会社FUJI
チャック装置
21日前
ブラザー工業株式会社
工作機械
9日前
ブラザー工業株式会社
工作機械
9日前
大肯精密株式会社
自動送り穿孔機
2日前
株式会社不二越
歯車研削盤
2か月前
株式会社プロテリアル
金属箔の溶接方法
8日前
株式会社コスメック
クランプ装置
25日前
津田駒工業株式会社
2連回転割出し装置
1か月前
ビアメカニクス株式会社
レーザ加工装置
8日前
オークマ株式会社
工作機械
1か月前
オークマ株式会社
工作機械
1か月前
株式会社コスメック
クランプ装置
16日前
オークマ株式会社
診断装置
1か月前
株式会社ダイヘン
溶接装置
1日前
大和ハウス工業株式会社
溶接方法
1か月前
株式会社不二越
管用テーパタップ
10日前
トヨタ自動車株式会社
レーザ加工機
22日前
スター精密株式会社
工作機械
1か月前
株式会社不二越
スカイビングカッタ
3日前
オーエスジー株式会社
ドリル
17日前
豊田鉄工株式会社
レーザー溶接装置
1か月前
株式会社恵信工業
アプセット溶接方法
24日前
株式会社ダイヘン
非消耗電極アーク溶接方法
2日前
宮川工機株式会社
プレカット加工装置
17日前
株式会社恵信工業
アプセット溶接方法
17日前
トヨタ自動車株式会社
銅線の接合方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ