TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025025438
公報種別
公開特許公報(A)
公開日
2025-02-21
出願番号
2023130190
出願日
2023-08-09
発明の名称
銅線の接合方法
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B23K
23/00 20060101AFI20250214BHJP(工作機械;他に分類されない金属加工)
要約
【課題】溶接のための電力量、溶接のためのスペースを低減できる銅線の接合方法を提供すること。
【解決手段】銅線の接合方法は、接合される第1の銅線11と第2の銅線12の間に、酸化還元材(アルミニウム13及び酸化銅14)の混合粉末を配置し、第1のレニウム電極15を第1の銅線11に当接させ、第2のレニウム電極16を第2の銅線12に当接させ、第1のレニウム電極15と第2のレニウム電極16の間に電流を流すようにした。そして、高耐熱で低抵抗の第1のレニウム電極15と第2のレニウム電極16を用い、銅よりも電気抵抗が高いものを溶接部分に置き、優先的に発熱を行い、さらにテルミット反応を活用する。
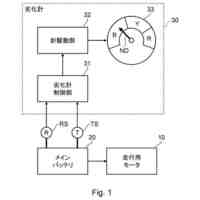
【選択図】図1
特許請求の範囲
【請求項1】
接合される第1の銅線と第2の銅線の間に、酸化還元材の混合粉末を配置し、
第1のレニウム電極を前記第1の銅線に当接させ、第2のレニウム電極を前記第2の銅線に当接させ、
前記第1のレニウム電極と前記第2のレニウム電極の間に電流を流す、銅線の接合方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は銅線の接合方法に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
特許文献1には、アルミの板を挟んでテルミット溶接する溶接方法が記載されている。
【先行技術文献】
【特許文献】
【0003】
特許第3515592号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1の溶接方法はアルミ同士の溶接方法である。
ここで、銅線同士を溶接する場合、アルミニウムに比べて溶接がアルミニウムより困難である。
【0005】
具体的には、銅はアルミニウムに比べて電気抵抗が低いので発熱しにくい。さらに銅はアルミニウムに比べて熱伝導が高いので、周囲に熱が伝搬しやすい。そして、銅はアルミニウムに比べて融点が高いので、溶接するためにアルミニウムより高い温度まで上昇させる必要がある。
【0006】
この結果、銅の溶接では、周囲の他の部材が溶けてしまうので、アルミニウムに比べて溶接が困難であるという問題がある。
【課題を解決するための手段】
【0007】
一実施形態の銅線の接合方法は、接合される第1の銅線と第2の銅線の間に、酸化還元材の混合粉末を配置し、第1のレニウム電極を前記第1の銅線に当接させ、第2のレニウム電極を前記第2の銅線に当接させ、前記第1のレニウム電極と前記第2のレニウム電極の間に電流を流すようにした。
【発明の効果】
【0008】
本開示の銅線の接合方法によれば、溶接のための電力量、溶接のためのスペースを低減できる。
【図面の簡単な説明】
【0009】
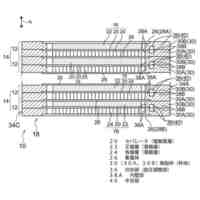
実施の形態1にかかる銅線の接合方法の溶接開始時を示す略図である。
実施の形態1にかかる銅線の接合方法の溶接中を示す略図である。
実施の形態1にかかる銅線の接合方法の溶接完了時を示す略図である。
別の実施の形態にかかる銅線の接合方法の溶接開始時を示す略図である。
別の実施の形態にかかる銅線の接合方法の溶接開始時を示す略図である。
【発明を実施するための形態】
【0010】
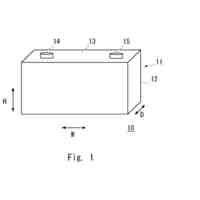
実施の形態1
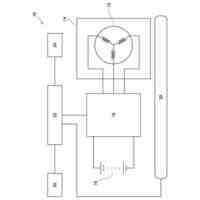
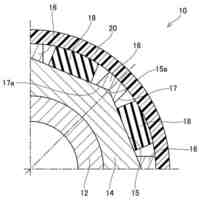
以下、図面を参照して本発明の実施の形態について説明する。実施の形態1にかかる銅線の接合方法の溶接開始時を示す略図である。図1において、接合される第1の銅線11と第2の銅線12の間に、アルミニウム13及び酸化銅14の混合粉末(すなわち酸化還元材)を配置する。そして、第1のレニウム電極15を第1の銅線11に当接させ、第2のレニウム電極16を第2の銅線12に当接させる。そして、第1のレニウム電極15と第2のレニウム電極16の間に電流を流す。ここで、アルミニウム13と酸化銅14の混合粉末は、レニウムや銅に比べて電気抵抗が大きいので、発熱する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
車両
10日前
トヨタ自動車株式会社
車両
11日前
トヨタ自動車株式会社
車両
18日前
トヨタ自動車株式会社
車両
3日前
トヨタ自動車株式会社
車両
3日前
トヨタ自動車株式会社
車両
3日前
トヨタ自動車株式会社
正極層
18日前
トヨタ自動車株式会社
自動車
3日前
トヨタ自動車株式会社
飛行体
18日前
トヨタ自動車株式会社
電動車
18日前
トヨタ自動車株式会社
ロータ
10日前
トヨタ自動車株式会社
充電器
4日前
トヨタ自動車株式会社
電動車
10日前
トヨタ自動車株式会社
電動車
10日前
トヨタ自動車株式会社
制御装置
3日前
トヨタ自動車株式会社
蓄電装置
13日前
トヨタ自動車株式会社
判定装置
5日前
トヨタ自動車株式会社
蓄電装置
13日前
トヨタ自動車株式会社
二次電池
10日前
トヨタ自動車株式会社
蓄電セル
11日前
トヨタ自動車株式会社
駆動装置
10日前
トヨタ自動車株式会社
電動車両
4日前
トヨタ自動車株式会社
制御装置
10日前
トヨタ自動車株式会社
製造方法
4日前
トヨタ自動車株式会社
接合方法
11日前
トヨタ自動車株式会社
駆動装置
10日前
トヨタ自動車株式会社
二次電池
10日前
トヨタ自動車株式会社
二次電池
19日前
トヨタ自動車株式会社
電動車両
10日前
トヨタ自動車株式会社
制御装置
5日前
トヨタ自動車株式会社
蓄電装置
11日前
トヨタ自動車株式会社
プロテクタ
10日前
トヨタ自動車株式会社
電気自動車
4日前
トヨタ自動車株式会社
熱管理回路
13日前
トヨタ自動車株式会社
熱管理回路
13日前
トヨタ自動車株式会社
電池パック
5日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ