TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025066418
公報種別
公開特許公報(A)
公開日
2025-04-23
出願番号
2023176006
出願日
2023-10-11
発明の名称
製造方法
出願人
トヨタ自動車株式会社
代理人
弁理士法人明成国際特許事務所
主分類
B29C
39/12 20060101AFI20250416BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】成形後の加熱工程を必要としない樹脂成型品の製造方法を提供すること。
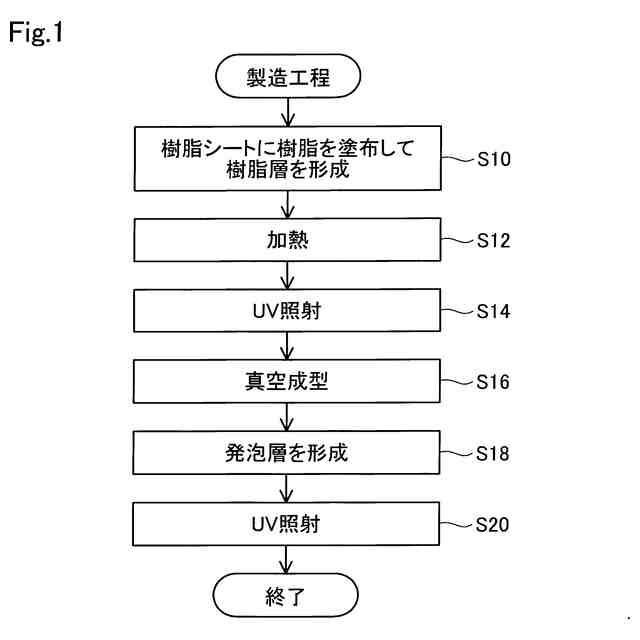
【解決手段】熱可塑性樹脂シートに、UV硬化樹脂と熱硬化性樹脂とを含む樹脂を塗布して樹脂層を形成する塗布ステップと、熱硬化性樹脂が硬化状態となるように、樹脂層を加熱する加熱ステップと、UV硬化樹脂が半硬化状態となるように、樹脂層にUVを照射する第1照射ステップと、樹脂層が形成された熱可塑性樹脂シートを成形する成形ステップと、成形ステップの後、UV硬化樹脂が硬化状態となるように、樹脂層にUVを照射する第2照射ステップと、を備え、第1照射ステップと加熱ステップとを、成形ステップにおける成形が完了するまでに行う製造方法。
【選択図】図1
特許請求の範囲
【請求項1】
樹脂成型品の製造方法であって、
熱可塑性樹脂シートに、UV硬化樹脂と熱硬化性樹脂とを含む樹脂を塗布して樹脂層を形成する塗布ステップと、
前記熱硬化性樹脂が硬化状態となるように、前記樹脂層を加熱する加熱ステップと、
前記UV硬化樹脂が半硬化状態となるように、前記樹脂層にUVを照射する第1照射ステップと、
前記樹脂層が形成された前記熱可塑性樹脂シートを成形する成形ステップと、
前記成形ステップの後、前記UV硬化樹脂が硬化状態となるように、前記樹脂層にUVを照射する第2照射ステップと、を備え、
前記第1照射ステップと前記加熱ステップとを、前記成形ステップにおける成形が完了するまでに行う、製造方法。
続きを表示(約 700 文字)
【請求項2】
請求項1に記載の製造方法であって、
前記第1照射ステップにおける前記UVの積算光量は、前記第2照射ステップにおける前記UVの前記積算光量よりも小さい、製造方法。
【請求項3】
請求項2に記載の製造方法であって、
前記第1照射ステップにおける前記UVの前記積算光量をA1[mW/cm
2
]、前記第2照射ステップにおける前記UVの前記積算光量をA2[mW/cm
2
]とした場合、式(1)を満たす、製造方法。
A2/100≦A1≦A2/10 ・・・(1)
【請求項4】
請求項2に記載の製造方法であって、
前記第1照射ステップにおける前記UVの照度は、前記第2照射ステップにおける前記UVの前記照度と同じであり、
前記第1照射ステップにおける前記UVの照射時間は、前記第2照射ステップにおける前記UVの前記照射時間よりも短い、製造方法。
【請求項5】
請求項1に記載の製造方法であって、
前記加熱ステップと前記第1照射ステップとを、前記成形ステップの前に行う、製造方法。
【請求項6】
請求項5に記載の製造方法であって、
前記加熱ステップの後に、前記第1照射ステップを行う、製造方法。
【請求項7】
請求項6に記載の製造方法であって、
前記第1照射ステップを行った後の前記樹脂層について、エリクセン硬度計を用いて引っ掻き時の反力を測定した場合の前記反力は、0.3N以上1.0N以下である、製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、製造方法に関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
従来、基材に塗装が施されている製品について、板状の基材に塗装を施した後に、基材を成形する製造方法がある。この製造方法の場合、塗装後の工程において、塗装面に圧力が加わり、塗装面に跡が残る場合がある。そこで、圧力を受けた場合に形成される跡を抑制するための技術がある。例えば、特許文献1には、基材である鋼板の非化粧塗装面に、圧力を吸収するためのクリアー塗膜を設けたプレコート鋼板が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開平05-185030号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、基材に塗装を施した後、成形する製造方法の場合、成形工程において、基材には塗装面が既に形成されているため、成形しにくいという別の課題がある。なお、これらの課題は、基材が鋼板である場合だけではなく、基材が樹脂製シートである場合にも共通する。
【課題を解決するための手段】
【0005】
本開示は、以下の形態として実現することが可能である。
【0006】
(1)本開示の一形態によれば、樹脂成型品の製造方法が提供される。この製造方法は、熱可塑性樹脂シートに、UV硬化樹脂と熱硬化性樹脂とを含む樹脂を塗布して樹脂層を形成する塗布ステップと、前記熱硬化性樹脂が硬化状態となるように、前記樹脂層を加熱する加熱ステップと、前記UV硬化樹脂が半硬化状態となるように、前記樹脂層にUVを照射する第1照射ステップと、前記樹脂層が形成された前記熱可塑性樹脂シートを成形する成形ステップと、前記成形ステップの後、前記UV硬化樹脂が硬化状態となるように、前記樹脂層にUVを照射する第2照射ステップと、を備え、前記第1照射ステップと前記加熱ステップとを、前記成形ステップにおける成形が完了するまでに行う。この形態によれば、樹脂層は、UV硬化樹脂と熱硬化性樹脂とを含み、加熱ステップと第1照射ステップとが行われることにより、樹脂層に延伸性と所望の硬さとを付与することができる。よって、成形ステップにおいて、樹脂層が形成された熱可塑性樹脂シートを適切に成形できると共に、成形ステップ以降のステップにて、樹脂層に圧力が加えられた場合にも跡を残しにくくすることができる。
(2)上記形態の製造方法であって、前記第1照射ステップにおける前記UVの積算光量は、前記第2照射ステップにおける前記UVの前記積算光量よりも小さくてもよい。この形態によれば、第1照射ステップにおいて、UV硬化樹脂を半硬化状態にできるとともに、第2照射ステップにおいて、UV硬化樹脂を硬化状態にできる。
(3)上記形態の製造方法であって、前記第1照射ステップにおける前記UVの前記積算光量をA1[mW/cm
2
]、前記第2照射ステップにおける前記UVの前記積算光量をA2[mW/cm
2
]とした場合、式(1)を満たしてもよい。
A2/100≦A1≦A2/10 ・・・(1)
この形態によれば、第1照射ステップにおいて、UV硬化樹脂を半硬化状態にできるとともに、第2照射ステップにおいて、UV硬化樹脂を硬化状態にできる。
(4)上記形態の製造方法であって、前記第1照射ステップにおける前記UVの照度は、前記第2照射ステップにおける前記UVの前記照度と同じであり、前記第1照射ステップにおける前記UVの照射時間は、前記第2照射ステップにおける前記UVの前記照射時間よりも短くてもよい。この形態によれば、第1照射ステップと、第2照射ステップとで、UVの照度は同じに設定しつつ、照射時間を互いに異なる時間に設定することで、第1照射ステップにおけるUVの積算光量を、第2照射ステップにおけるUVの積算光量よりも小さくすることができる。
(5)上記形態の製造方法であって、前記加熱ステップと前記第1照射ステップとを、前記成形ステップの前に行ってもよい。この形態によれば、成形ステップの前に、樹脂層を流動性の少ない状態にすることができるため、成形ステップにおいて、樹脂層が形成された熱可塑性樹脂シートを容易に取り扱うことができる。
(6)上記形態の製造方法であって、前記加熱ステップの後に、前記第1照射ステップを行ってもよい。この形態によれば、硬化状態の熱硬化性樹脂によって、第1照射ステップにおけるUVを阻害して、UV硬化樹脂を半硬化状態にすることができる。
(7)上記形態の製造方法であって、前記第1照射ステップを行った後の前記樹脂層について、エリクセン硬度計を用いて引っ掻き時の反力を測定した場合の前記反力は、0.3N以上1.0N以下であってもよい。これにより、樹脂層に延伸性と所望の硬さとを付与することができる。
本開示は、製造方法以外の種々の形態で実現することも可能である。例えば、樹脂成型品等の形態で実現することができる。
【図面の簡単な説明】
【0007】
樹脂成型品の製造工程の手順を示すフローチャートである。
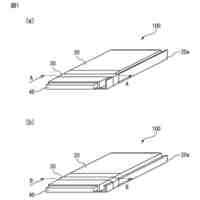
製造工程の各ステップを説明する模式図である。
UV照射とUV硬化樹脂の硬化状態との関係を説明する図である。
【発明を実施するための形態】
【0008】
A.実施形態:
図1は、樹脂成型品1の製造方法を実現する製造工程の手順を示すフローチャートである。図2は、製造工程の各ステップを説明する模式図である。
【0009】
図2の「S20」にて示すように、本製造工程にて製造される樹脂成型品1は、主に、熱可塑性樹脂シート10と、熱可塑性樹脂シート10上に配置された樹脂層20とを備える。本実施形態における樹脂成型品1は、車両の内装または外装に用いられる。車両の内装とは、例えば自動車用シートである。樹脂層20によって、樹脂成型品1に耐傷付性や、耐薬品性や、耐候性を付与することができる。
【0010】
ところで、仮に、樹脂層20が熱硬化性樹脂からなり、熱可塑性樹脂シート10を成形した後に、樹脂層20を熱硬化する製造方法の場合、大きな体積を有する成形品を収容可能な加熱炉を用意する必要が生じる。加熱炉が大きくなる程、加熱に要するエネルギーが増大する。そこで、本実施形態では、熱可塑性樹脂シート10を成形する前に、熱可塑性樹脂シート10に樹脂層20を形成して、樹脂層20を硬化させる。これにより、樹脂層20を熱硬化するための加熱炉をコンパクトにすることができ、消費するエネルギーを低減して、CO
2
排出量を低減することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
電池
1日前
トヨタ自動車株式会社
電池
今日
トヨタ自動車株式会社
蓄電セル
今日
トヨタ自動車株式会社
蓄電装置
今日
トヨタ自動車株式会社
蓄電装置
今日
トヨタ自動車株式会社
蓄電装置
今日
トヨタ自動車株式会社
蓄電セル
今日
トヨタ自動車株式会社
電気自動車
今日
トヨタ自動車株式会社
電池パック
今日
トヨタ自動車株式会社
認証ゲート
1日前
トヨタ自動車株式会社
情報処理装置
今日
トヨタ自動車株式会社
多機能ポール
1日前
トヨタ自動車株式会社
電池システム
1日前
トヨタ自動車株式会社
情報処理装置
今日
トヨタ自動車株式会社
歩行補助装置
今日
トヨタ自動車株式会社
運転支援装置
今日
トヨタ自動車株式会社
情報処理装置
今日
トヨタ自動車株式会社
ライト制御装置
今日
トヨタ自動車株式会社
リチウム二次電池
今日
トヨタ自動車株式会社
車載電池パック構造
今日
トヨタ自動車株式会社
電池及びモジュール
1日前
トヨタ自動車株式会社
車両の運転支援装置
今日
トヨタ自動車株式会社
リチウムイオン電池
今日
トヨタ自動車株式会社
システムおよび端末
今日
トヨタ自動車株式会社
リチウムイオン電池
今日
トヨタ自動車株式会社
車両搭載用電池パック
今日
トヨタ自動車株式会社
車両走行制御システム
今日
トヨタ自動車株式会社
電動ブレーキシステム
今日
トヨタ自動車株式会社
電動車両の冷却制御装置
今日
トヨタ自動車株式会社
デジタルカタログシステム
今日
トヨタ自動車株式会社
ハイブリッド車両の制御装置
今日
トヨタ自動車株式会社
電池セル及び電池モジュール
1日前
株式会社デンソー
位相調整器
今日
トヨタ自動車株式会社
電極活物質、電極合材及び電池
今日
トヨタ自動車株式会社
案内装置、案内方法およびプログラム
1日前
トヨタ自動車株式会社
情報通信システムおよび情報処理システム
今日
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ