TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025034378
公報種別
公開特許公報(A)
公開日
2025-03-13
出願番号
2023140714
出願日
2023-08-31
発明の名称
工作機械
出願人
スター精密株式会社
代理人
個人
,
個人
主分類
B23Q
15/00 20060101AFI20250306BHJP(工作機械;他に分類されない金属加工)
要約
【課題】駆動対象が目標位置に向けて動き始める時に駆動対象を動かす駆動系に加わる負荷を小さくさせることが可能な工作機械を提供する。
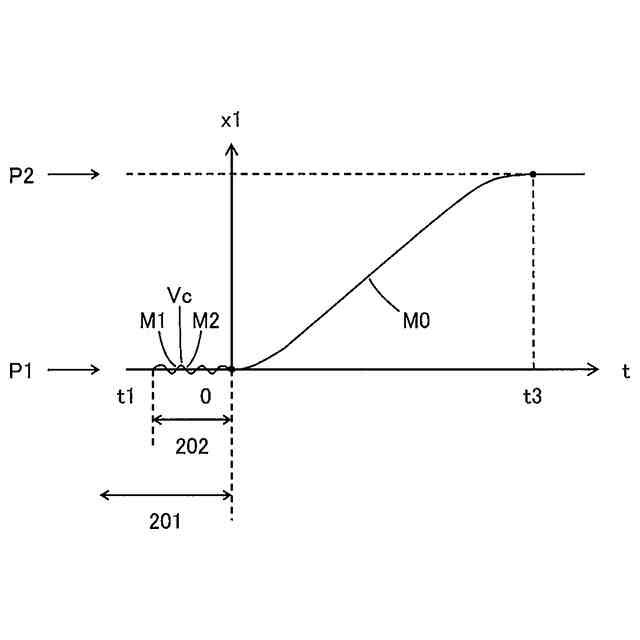
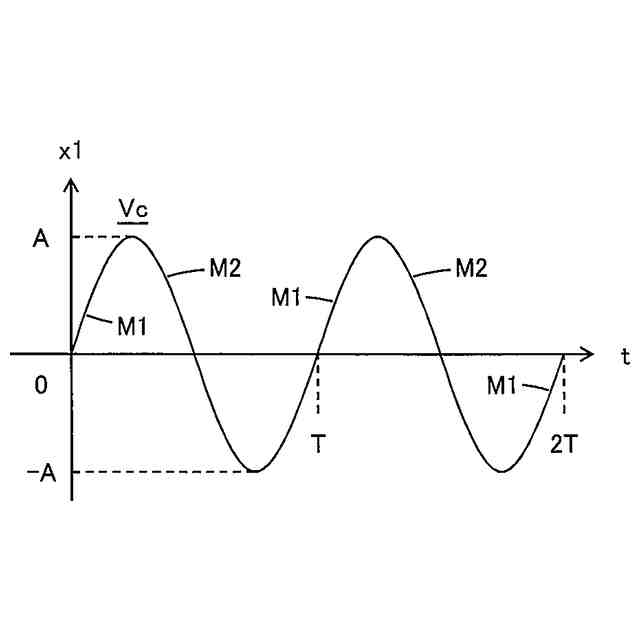
【解決手段】工作機械1は、工具TO1とワークW1の少なくとも一方の駆動対象を案内するための案内機構30、該案内機構30に案内される駆動対象を動かすサーボモーター40、及び、駆動対象を初期位置P1から目標位置P2まで動かすようにサーボモーター40を制御する制御部U1を備える。制御部U1は、駆動対象を初期位置P1から目標位置P2に向けて動かし始めるまでの設定期間202において目標位置P2に向かう進行動作M1と該進行動作M1とは逆の退行動作M2とを繰り返す振動Vcを駆動対象に加えるようにサーボモーター40を制御する。
【選択図】図6
特許請求の範囲
【請求項1】
ワークを工具で加工する工作機械であって、
前記工具と前記ワークの少なくとも一方の駆動対象を案内するための案内機構と、
前記案内機構に案内される前記駆動対象を動かすサーボモーターと、
前記駆動対象を初期位置から目標位置まで動かすように前記サーボモーターを制御する制御部と、を備え、
前記制御部は、前記駆動対象を前記初期位置から前記目標位置に向けて動かし始めるまでの設定期間において前記目標位置に向かう進行動作と該進行動作とは逆の退行動作とを繰り返す振動を前記駆動対象に加えるように前記サーボモーターを制御する、工作機械。
続きを表示(約 570 文字)
【請求項2】
前記制御部は、前記駆動対象を前記初期位置から前記目標位置に向けて動かし始めてから前記初期位置と前記目標位置との間の途中位置まで継続して前記振動を成分として前記駆動対象の動きに加えるように前記サーボモーターを制御する、請求項1に記載の工作機械。
【請求項3】
前記制御部は、前記駆動対象を前記初期位置から前記目標位置に向けて動かし始めてから第二の設定期間、継続して前記振動を成分として前記駆動対象の動きに加えるように前記サーボモーターを制御する、請求項1に記載の工作機械。
【請求項4】
前記振動の周波数は、前記工作機械において前記駆動対象を保持する部分に共振を生じさせ得る共振周波数帯に含まれる、請求項1又は請求項2に記載の工作機械。
【請求項5】
前記制御部は、
前記駆動対象を前記初期位置から前記目標位置まで動かすようにクローズドループの制御を前記サーボモーターに行い、
前記振動の周波数を決定する周波数決定モードにおいて、掃引周波数の変動を有する電流指令を前記クローズドループに入力して前記工作機械において前記駆動対象を保持する部分に生じる共振周波数を検出し、該検出した共振周波数を前記振動の周波数に決定する、請求項1又は請求項2に記載の工作機械。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ワークを工具で加工する工作機械に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
工作機械として、主軸に把持されているワークを工具で切削するNC(数値制御)旋盤が知られている。NC旋盤は、駆動対象である工具やワークの案内機構、サーボモーター、サーボアンプ、NC装置、等を備えている(例えば、特許文献1参照)。案内機構には、アリとアリ溝との組合せといった滑り案内機構、ボールねじやリニアガイドといった転がり案内機構、等が用いられる。
【先行技術文献】
【特許文献】
【0003】
特開2022-177508号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
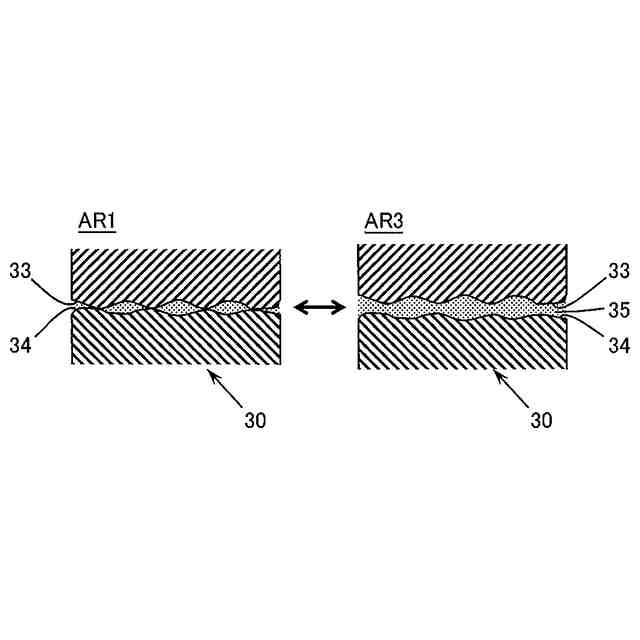
案内機構の案内面やシール用Oリング等により摩擦が生じるため、案内機構の案内面等には潤滑油が供給されている。駆動対象が停止している時、案内面等に潤滑油の膜が無くなるという「油膜切れ」が生じることがある。例えば、案内面に油膜切れが生じると、案内面が張り付き、サーボモーターが駆動対象の動きを開始させるために大きなトルクを発生させる。すると、駆動対象が目標位置に向けて動き始める時に駆動対象を動かす駆動系、例えば、サーボモーターの駆動軸に大きな負荷が加わり、これにより駆動系が劣化することがある。そこで、駆動対象が目標位置に向けて動き始める時に駆動系に加わる負荷を小さくさせることが望まれる。
尚、上述のような課題は、旋盤に限らず、マシニングセンター等、種々の工作機械に存在する。
【0005】
本発明は、駆動対象が目標位置に向けて動き始める時に駆動対象を動かす駆動系に加わる負荷を小さくさせることが可能な工作機械を開示するものである。
【課題を解決するための手段】
【0006】
本発明の工作機械は、ワークを工具で加工する工作機械であって、
前記工具と前記ワークの少なくとも一方の駆動対象を案内するための案内機構と、
前記案内機構に案内される前記駆動対象を動かすサーボモーターと、
前記駆動対象を初期位置から目標位置まで動かすように前記サーボモーターを制御する制御部と、を備え、
前記制御部は、前記駆動対象を前記初期位置から前記目標位置に向けて動かし始めるまでの設定期間において前記目標位置に向かう進行動作と該進行動作とは逆の退行動作とを繰り返す振動を前記駆動対象に加えるように前記サーボモーターを制御する、態様を有する。
【発明の効果】
【0007】
本発明によれば、駆動対象が目標位置に向けて動き始める時に駆動対象を動かす駆動系に加わる負荷を小さくさせることが可能な工作機械を提供することができる。
【図面の簡単な説明】
【0008】
工作機械の構成例を模式的に示す図である。
工作機械の電気回路の構成例を模式的に示すブロック図である。
セミクローズドループの制御系の例を模式的に示すブロック図である。
ストライベック曲線の例を模式的に示す図である。
案内面の潤滑状態の例を模式的に示す図である。
駆動対象が初期位置から目標位置に向けて動き始めるまでの設定期間に振動を駆動対象に加える例を模式的に示す図である。
振動の例を模式的に示す図である。
駆動対象が目標位置に向けて動き始めてから途中位置まで継続して振動を成分として駆動対象の動きに加える例を模式的に示す図である。
振動条件確認処理の例を模式的に示すフローチャートである。
掃引周波数の変動を有する電流指令を模式的に示す図である。
周波数fに対する振幅倍率Mの例を模式的に示す図である。
周波数fに対する位相遅れφの例を模式的に示す図である。
周波数決定処理の例を模式的に示すフローチャートである。
【発明を実施するための形態】
【0009】
以下、本発明の実施形態を説明する。むろん、以下の実施形態は本発明を例示するものに過ぎず、実施形態に示す特徴の全てが発明の解決手段に必須になるとは限らない。
【0010】
(1)本発明に含まれる技術の概要:
まず、図1~13に示される例を参照して本発明に含まれる技術の概要を説明する。尚、本願の図は模式的に例を示す図であり、これらの図に示される各方向の拡大率は異なることがあり、各図は整合していないことがある。むろん、本技術の各要素は、符号で示される具体例に限定されない。
また、本願において、数値範囲「Min~Max」は、最小値Min以上、且つ、最大値Max以下を意味する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
22日前
個人
加工機
16日前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
9日前
株式会社不二越
ドリル
1か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
1日前
株式会社不二越
ドリル
15日前
日東精工株式会社
ねじ締め装置
2か月前
日東精工株式会社
多軸ねじ締め機
1か月前
有限会社 ナプラ
金属粒子
2か月前
株式会社FUJI
工作機械
1か月前
日進工具株式会社
エンドミル
1か月前
株式会社アンド
半田付け方法
15日前
株式会社ダイヘン
多層盛り溶接方法
1か月前
エフ・ピー・ツール株式会社
リーマ
1か月前
株式会社アンド
半田付け方法
15日前
株式会社トヨコー
被膜除去方法
3日前
ブラザー工業株式会社
工作機械
1か月前
ブラザー工業株式会社
工作機械
1か月前
村田機械株式会社
レーザ加工機
2日前
村田機械株式会社
レーザ加工機
2日前
株式会社FUJI
チャック装置
2か月前
トヨタ自動車株式会社
接合方法
1か月前
株式会社ダイヘン
溶接装置
1か月前
株式会社コスメック
クランプ装置
1か月前
津田駒工業株式会社
2連回転割出し装置
2か月前
株式会社コスメック
クランプ装置
2か月前
オークマ株式会社
工作機械
2か月前
大肯精密株式会社
自動送り穿孔機
1か月前
株式会社不二越
超硬合金製ドリル
28日前
株式会社プロテリアル
金属箔の溶接方法
1か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
オークマ株式会社
工作機械
2か月前
大和ハウス工業株式会社
溶接方法
2か月前
株式会社不二越
管用テーパタップ
1か月前
スター精密株式会社
工作機械
2か月前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ

































