TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025020811
公報種別
公開特許公報(A)
公開日
2025-02-13
出願番号
2023124404
出願日
2023-07-31
発明の名称
歯車研削盤
出願人
株式会社不二越
代理人
個人
,
個人
主分類
B23F
5/02 20060101AFI20250205BHJP(工作機械;他に分類されない金属加工)
要約
【課題】位置合わせの際における回転砥石の摩耗量を低減して砥石寿命を延ばすことができ、且つ過度な研削によるワークの廃棄ロスを削減する。
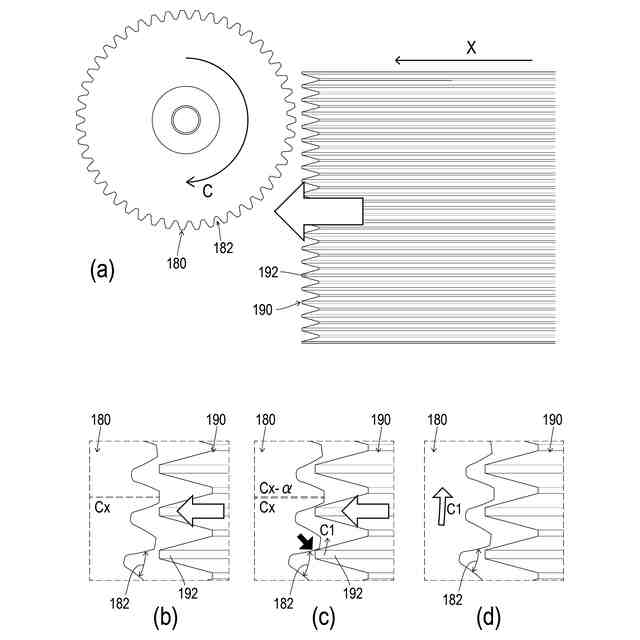
【解決手段】本発明にかかる歯車研削盤の構成は、ワーク保持部、工具保持部、ワークと回転砥石との位置合わせを行う制御装置を備え、ワークと回転砥石との離接方向をX軸とし、回転砥石の回転軸方向であるとともにX軸と直交する方向をY軸とし、ワークの回転軸方向をZ軸とし、Z軸を中心に回転する軸をC軸としたとき、制御装置は、回転砥石とワークとのいずれか一方をいずれか他方に向かってX軸方向に前進させ、ワークのC軸方向の回転によってワークと回転砥石との接触を検知し、ワークをワークが回転した方向と同じ方向に微少量回転させ、X軸方向に前進させた回転砥石またはワークがX軸方向の前進端に至るまで上記動作を繰り返し、回転砥石の刃とワークの歯溝との位置合わせを行う。
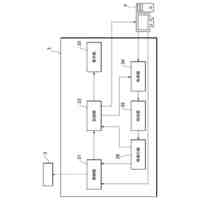
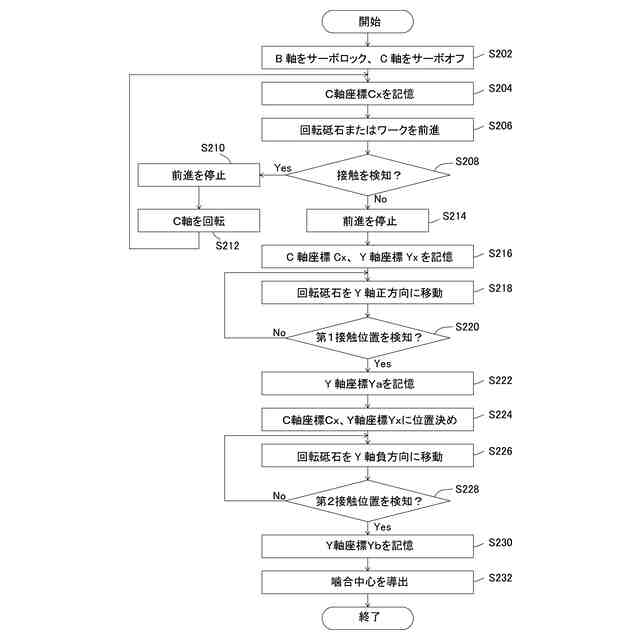
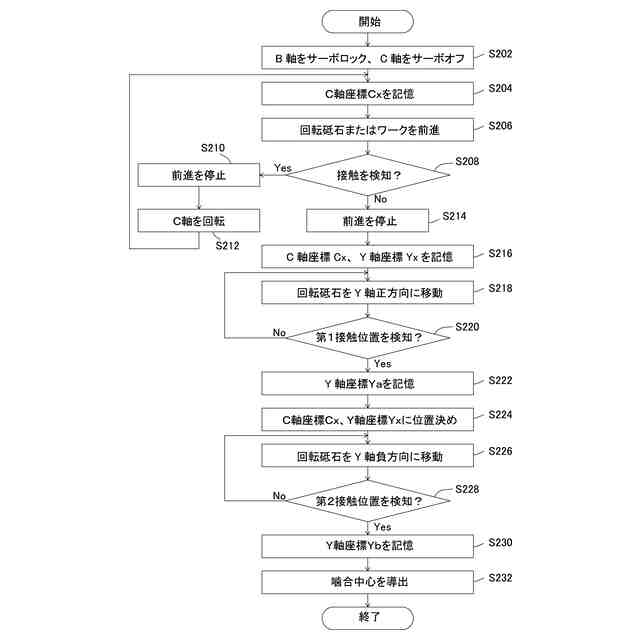
【選択図】図2
特許請求の範囲
【請求項1】
歯車形状のワークを回転砥石によって研削する歯車研削盤であって、
前記ワークを保持するワーク保持部と、
前記回転砥石を保持する工具保持部と、
前記ワーク保持部および前記工具保持部の動作を制御して前記ワークと前記回転砥石との位置合わせを行う制御装置と、
を備え、
前記ワークと前記回転砥石との離接方向をX軸とし、前記回転砥石の回転軸方向であるとともに前記X軸と直交する方向をY軸とし、前記ワークの回転軸方向をZ軸とし、前記Z軸を中心に回転する軸をC軸としたとき、
前記制御装置は、
前記回転砥石と前記ワークとのいずれか一方をいずれか他方に向かってX軸方向に前進させ、
前記ワークのC軸方向の回転によって前記ワークと前記回転砥石との接触を検知し、
前記ワークを該ワークが前記回転した方向と同じ方向に微少量回転させ、
前記X軸方向に前進させた前記回転砥石または前記ワークが前記X軸方向の前進端に至るまで上記動作を繰り返し、
前記回転砥石の刃と前記ワークの歯溝との位置合わせを行うことを特徴とする歯車研削盤。
続きを表示(約 290 文字)
【請求項2】
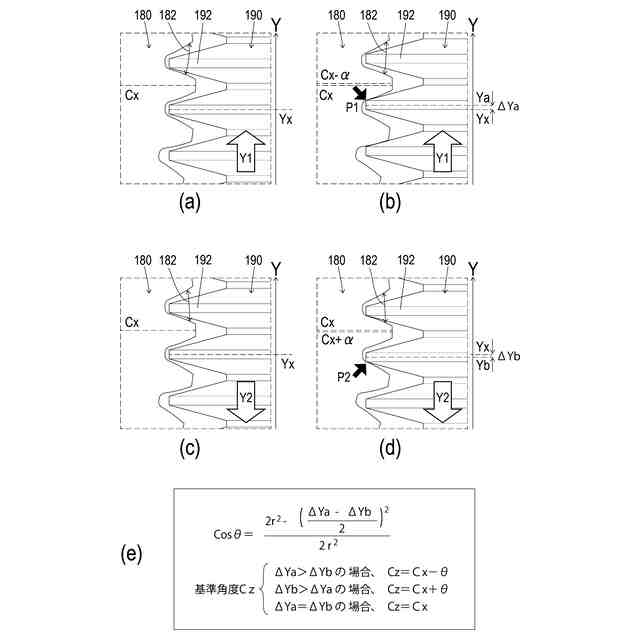
前記制御装置は、前記回転砥石の刃と前記ワークの歯溝との位置合わせを行った後に、
前記回転砥石をY軸の一方向に微小速度で移動させ、
前記ワークのC軸方向の回転によって前記ワークと前記回転砥石との第1接触位置を検知し、
前記回転砥石を前記Y軸の前記一方向とは反対の他方向に微小速度で移動させ、
前記ワークのC軸方向の回転によって前記ワークと前記回転砥石との第2接触位置を検知し、
前記第1接触位置と前記第2接触位置とから、前記回転砥石の刃と前記ワークの歯溝との噛合中心を導出することを特徴とする請求項1に記載の歯車研削盤。
発明の詳細な説明
【技術分野】
【0001】
本発明は、歯車形状のワークを回転砥石によって研削する歯車研削盤に関するものである。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
歯車の歯面を研削する装置として、回転砥石を用いる歯車研削盤が知られている。歯車研削盤では、ワークの加工前の段取りとして、回転砥石とワークとの位置合わせが行われる。この位置合わせを行う装置として、例えば特許文献1に「ねじ溝を前加工したワークをC軸まわりに回転しながらワークをZ軸方向に移動すると共に、X軸方向に移動する高速回転している砥石をワークに当接係合せしめて位相合わせをする自動位相合わせ装置」が開示されている。
【0003】
特許文献1の自動位相合わせ装置は、「ワークに砥石が接触した瞬間と非接触の瞬間を検出する検出センサと、その検出をON,OFF信号として発信する発信装置と、ON,OFF信号の発信時におけるZ軸位置を読み取り記憶すると共にその中間位置を演算し、ワークおよび砥石のC軸,Z軸およびX軸の回転および移動制御を行う制御装置とを設けること」を特徴としている。
【先行技術文献】
【特許文献】
【0004】
特開平5-138438号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1の自動位相合わせ装置では検出センサとしてAEセンサ(振動センサ)を用いている。特許文献1には、「AEセンサは高速回転している砥石がワークに接触した瞬間と離れた瞬間を衝撃音の変化等により検出するものであり、発信装置は砥石がワークに接触した瞬間にON信号を発し、離れた瞬間にOFF信号を発するように形成される」と記載されている。
【0006】
しかし特許文献1のようにワークおよび砥石をともに回転させながら接触させる方法であると、砥石の摩耗が大きく、またワークの歯面も取り代以上に研削されるおそれがある。よって、砥石の摩耗量によってはドレスによる再成形が必要になり、作業効率が低下したり、砥石寿命が短期化しコストの増大を招いたりしてしまう。またワークの歯面が取り代以上に研削されると、位相合わせ(位置合わせ)に用いたワークを廃棄しなければならず、コスト増大の要因となる。
【0007】
本発明は、このような課題に鑑み、位置合わせの際における回転砥石の摩耗量を低減して砥石寿命を延ばすことができ、且つ過度な研削によるワークの廃棄ロスを削減することが可能な歯車研削盤を提供することを目的としている。
【課題を解決するための手段】
【0008】
上記課題を解決するために、本発明にかかる歯車研削盤の構成は、歯車形状のワークを回転砥石によって研削する歯車研削盤であって、ワークを保持するワーク保持部と、回転砥石を保持する工具保持部と、ワーク保持部および工具保持部の動作を制御してワークと回転砥石との位置合わせを行う制御装置と、を備え、ワークと回転砥石との離接方向をX軸とし、回転砥石の回転軸方向であるとともにX軸と直交する方向をY軸とし、ワークの回転軸方向をZ軸とし、Z軸を中心に回転する軸をC軸としたとき、制御装置は、回転砥石とワークとのいずれか一方をいずれか他方に向かってX軸方向に前進させ、ワークのC軸方向の回転によってワークと回転砥石との接触を検知し、ワークをワークが回転した方向と同じ方向に微少量回転させ、X軸方向に前進させた回転砥石またはワークがX軸方向の前進端に至るまで上記動作を繰り返し、回転砥石の刃とワークの歯溝との位置合わせを行うことを特徴とする。
【0009】
上記制御装置は、回転砥石の刃と前記ワークの歯溝との位置合わせを行った後に、回転砥石をY軸の一方向に微小速度で移動させ、ワークのC軸方向の回転によってワークと回転砥石との第1接触位置を検知し、回転砥石をY軸の一方向とは反対の他方向に微小速度で移動させ、ワークのC軸方向の回転によってワークと回転砥石との第2接触位置を検知し、第1接触位置と第2接触位置とから、回転砥石の刃とワークの歯溝との噛合中心を導出するとよい。
【発明の効果】
【0010】
本発明によれば、位置合わせの際における回転砥石の摩耗量を低減して砥石寿命を延ばすことができ、且つ過度な研削によるワークの廃棄ロスを削減することが可能な歯車研削盤を提供することが可能になる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社不二越
ロボット
3日前
株式会社不二越
電磁弁制御装置
7日前
株式会社不二越
圧力制御システム
3日前
株式会社不二越
超硬合金製ドリル
3日前
株式会社不二越
垂直多関節ロボット
4日前
株式会社不二越
通り穴加工用タップ
11日前
株式会社不二越
二次電池用通電部品およびその製造方法
13日前
株式会社不二越
酸化皮膜形成用合金鋼、電食防止部品およびその製造方法
3日前
個人
スラッジ除去装置
3か月前
株式会社不二越
ドリル
21日前
日東精工株式会社
ねじ締め機
25日前
日東精工株式会社
ねじ締め装置
1か月前
有限会社 ナプラ
金属粒子
1か月前
日東精工株式会社
多軸ねじ締め機
25日前
個人
複合金属回転式ホーン
3か月前
株式会社FUJI
工作機械
3か月前
株式会社FUJI
工作機械
28日前
株式会社FUJI
工作機械
2か月前
株式会社ダイヘン
積層造形溶接方法
2か月前
株式会社ダイヘン
多層盛り溶接方法
5日前
エフ・ピー・ツール株式会社
リーマ
7日前
日進工具株式会社
エンドミル
7日前
株式会社FUJI
チャック装置
1か月前
ブラザー工業株式会社
工作機械
26日前
株式会社ナベヤ
締結装置
2か月前
ブラザー工業株式会社
工作機械
26日前
株式会社トーキン
溶接用トーチ
3か月前
株式会社ツガミ
工作機械
3か月前
トヨタ自動車株式会社
接合方法
19日前
トヨタ自動車株式会社
取付装置
3か月前
株式会社ダイヘン
溶接装置
18日前
株式会社不二越
管用テーパタップ
27日前
大肯精密株式会社
自動送り穿孔機
19日前
株式会社不二越
超硬合金製ドリル
3日前
株式会社プロテリアル
金属箔の溶接方法
25日前
オークマ株式会社
工作機械
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ