TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025015869
公報種別
公開特許公報(A)
公開日
2025-01-31
出願番号
2023118730
出願日
2023-07-21
発明の名称
工作機械
出願人
株式会社ツガミ
代理人
個人
,
個人
主分類
B23Q
17/09 20060101AFI20250124BHJP(工作機械;他に分類されない金属加工)
要約
【課題】複数の工具に対して摩耗等の異常を監視し、工具交換の回数を低減させることができる工作機械を提供する。
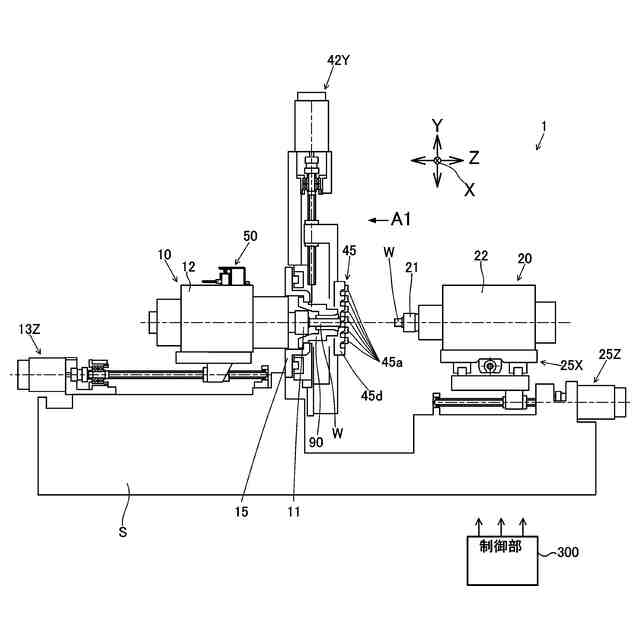
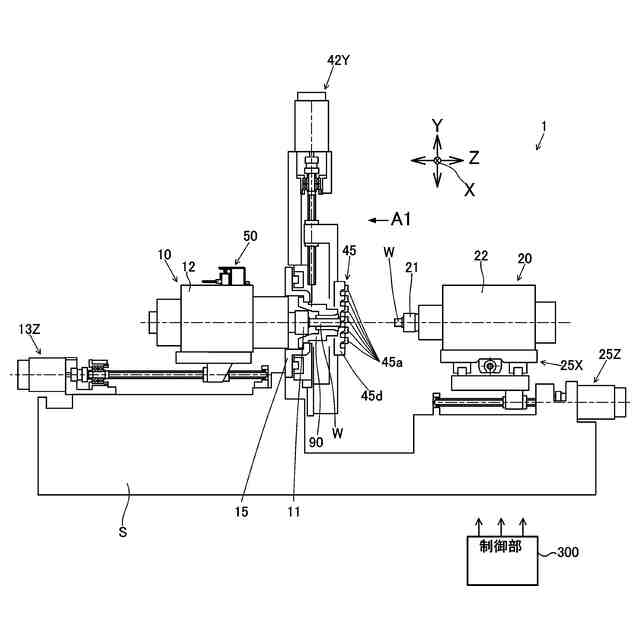
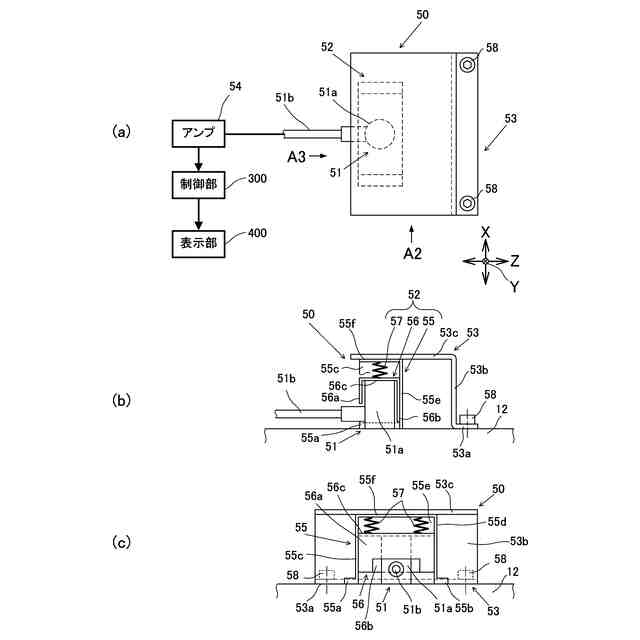
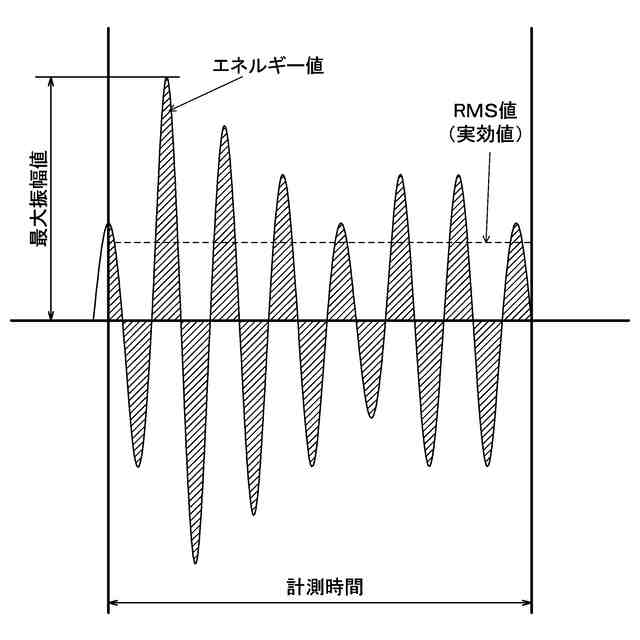
【解決手段】工作機械1は、ワークWを保持する第1主軸11を有する第1主軸台12と、ワークWを加工する複数の工具45a、45b、45cを有する第1工具ユニット45と、第1主軸台12に取り付けられ、ワークWの加工中のAE(Acoustic Emission)波を検出するAEセンサ部50と、AE波のAE波パラメータと、予め設定された閾値と、を比較し、工具45a、45b、45cが折損前に寿命に達したか否かを判断する制御部300と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
ワークを保持する主軸を有する主軸台と、
前記ワークを加工する複数の工具を有する工具ユニットと、
前記主軸台に取り付けられ、前記ワークの加工中のAE(Acoustic Emission)波を検出するAEセンサと、
前記AE波のAE波パラメータと、予め設定された閾値と、を比較し、前記工具が折損前に寿命に達したか否かを判断する制御部と、
を備える工作機械。
続きを表示(約 520 文字)
【請求項2】
前記AE波パラメータに基づき、前記工具が折損前に寿命に達したと前記制御部が判断した場合、前記工作機械の運転を停止する、
請求項1に記載の工作機械。
【請求項3】
ワークを加工する複数の工具を有する工具ユニットと、
前記ワークの加工中のAE波を検出するAEセンサと、
前記AE波のAE波パラメータと、予め設定された閾値と、を比較し、前記工具が折損前に寿命に達したか否かを判断する制御部と、
前記工具が折損前に寿命に達したと判断されたとき、前記工具に代えて使用される予備工具と、
を備える工作機械。
【請求項4】
前記制御部は、前記工具が折損前に寿命に達したと判断したとき、予備工具がある場合に前記工具に代えて前記予備工具を位置決めして加工を行う、
請求項1に記載の工作機械。
【請求項5】
前記工作機械の運転に関する情報を通知する通知部を備え、
前記制御部は、前記AE波パラメータが前記閾値に達した場合に、前記工具の寿命に関する情報を前記通知部から通知させる、
請求項1~4のいずれか1項に記載の工作機械。
発明の詳細な説明
【技術分野】
【0001】
本発明は、工作機械に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
主軸移動型自動旋盤における工具摩耗対策として、特許文献1に示すツールカウンタによる工具の定期交換、又は、特許文献2に示す電流値監視による工具折損検出が行われている。
【先行技術文献】
【特許文献】
【0003】
特開2021-133482号公報
特許第5394093号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ツールカウンタによる工具の定期交換では、ワークの加工回数又は加工時間が所定の値に到達した時に工具交換を行い、工具の状態を個別で確認しない。しかし、工具寿命は、加工条件又は環境等により変化するので、寿命に到達していない状態での工具交換、又は、工具寿命を超えてからの工具交換となってしまう。そのため、工具を寿命限界まで使用することができないおそれがあった。
【0005】
主軸等の電流値監視による工具欠損検出では、工具の摩耗による電流値の変化は微小であるため、工具が折損してからの検出となる。これにより、折損する前の摩耗が進行した工具で加工を継続してしまい、ワークの加工面品位が悪くなるおそれがある。そのため、後工程でワークに問題がないかを確認し、選別する必要があった。
【0006】
また、工具ごとに刃先の摩耗状態を顕微鏡などで確認する方法では、工具を取り外して確認しなければならないため、機械を停止する必要があり、作業者に大きな負担がかかってしまうという問題があった。
【0007】
本発明は、上記実状に鑑みてなされたものであり、複数の工具に対して摩耗等の異常を監視し、工具交換の回数を低減させることができる工作機械を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成するため、本発明の第1の観点に係る工作機械は、ワークを保持する主軸を有する主軸台と、前記ワークを加工する複数の工具を有する工具ユニットと、前記主軸台に取り付けられ、前記ワークの加工中のAE(Acoustic Emission)波を検出するAEセンサと、前記AE波のAE波パラメータと、予め設定された閾値と、を比較し、前記工具が折損前に寿命に達したか否かを判断する制御部と、を備える。
【0009】
上記目的を達成するため、本発明の第2の観点に係る工作機械は、ワークを加工する複数の工具を有する工具ユニットと、前記ワークの加工中のAE波を検出するAEセンサと、前記AE波のAE波パラメータと、予め設定された閾値と、を比較し、前記工具が折損前に寿命に達したか否かを判断する制御部と、前記工具が折損前に寿命に達したと判断されたとき、前記工具に代えて使用される予備工具と、を備える。
【発明の効果】
【0010】
本発明によれば、工作機械の複数の工具に対して摩耗等の異常を監視し、工具交換の回数を低減させることができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
10日前
個人
加工機
4日前
株式会社不二越
ドリル
1か月前
株式会社不二越
ドリル
3日前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め装置
2か月前
有限会社 ナプラ
金属粒子
2か月前
株式会社FUJI
工作機械
1か月前
日東精工株式会社
多軸ねじ締め機
1か月前
株式会社ダイヘン
多層盛り溶接方法
18日前
エフ・ピー・ツール株式会社
リーマ
20日前
株式会社アンド
半田付け方法
3日前
株式会社アンド
半田付け方法
3日前
日進工具株式会社
エンドミル
20日前
株式会社FUJI
チャック装置
1か月前
ブラザー工業株式会社
工作機械
1か月前
トヨタ自動車株式会社
接合方法
1か月前
ブラザー工業株式会社
工作機械
1か月前
株式会社不二越
超硬合金製ドリル
16日前
オークマ株式会社
診断装置
2か月前
株式会社ダイヘン
溶接装置
1か月前
株式会社コスメック
クランプ装置
1か月前
オークマ株式会社
工作機械
2か月前
オークマ株式会社
工作機械
2か月前
大和ハウス工業株式会社
溶接方法
2か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
株式会社コスメック
クランプ装置
1か月前
津田駒工業株式会社
2連回転割出し装置
2か月前
株式会社プロテリアル
金属箔の溶接方法
1か月前
大肯精密株式会社
自動送り穿孔機
1か月前
株式会社不二越
管用テーパタップ
1か月前
株式会社不二越
スカイビングカッタ
1か月前
スター精密株式会社
工作機械
2か月前
日東精工株式会社
はんだこて先の製造方法
5日前
トヨタ自動車株式会社
レーザ加工機
1か月前
オーエスジー株式会社
ドリル
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































