TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025012245
公報種別
公開特許公報(A)
公開日
2025-01-24
出願番号
2023114955
出願日
2023-07-13
発明の名称
溶接用トーチ
出願人
株式会社トーキン
代理人
個人
主分類
B23K
9/29 20060101AFI20250117BHJP(工作機械;他に分類されない金属加工)
要約
【課題】操作レバーの操作過程における作動部の押圧タイミングを必要に応じて容易に変更することができる溶接用トーチを提供する。
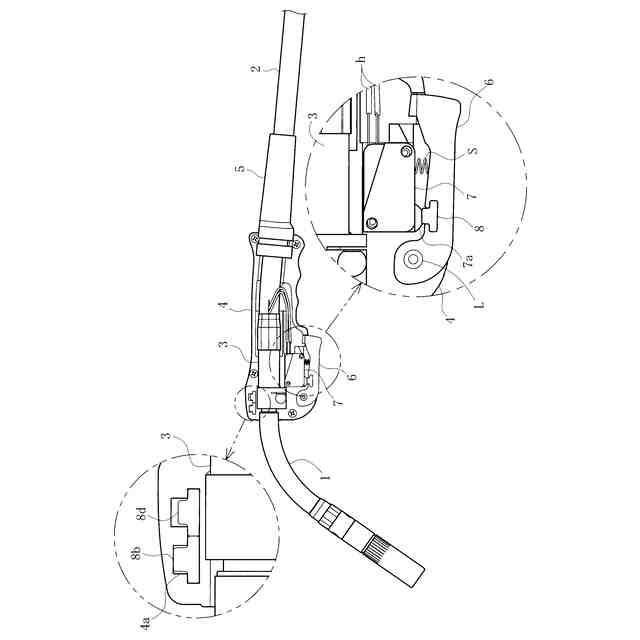
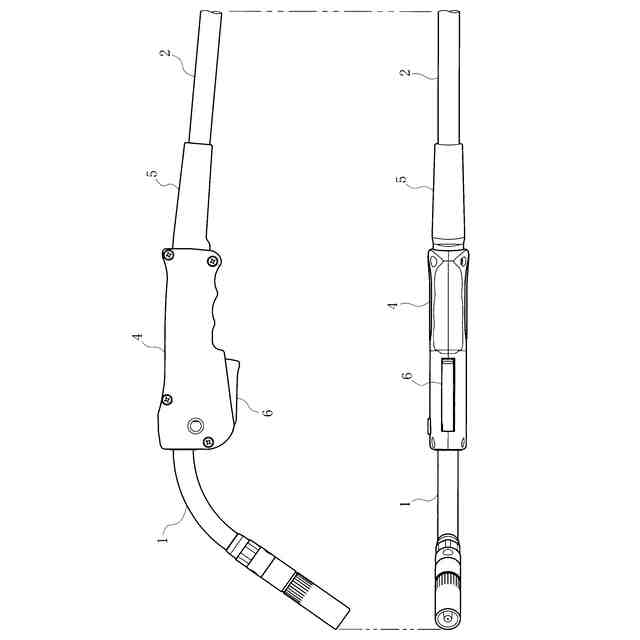
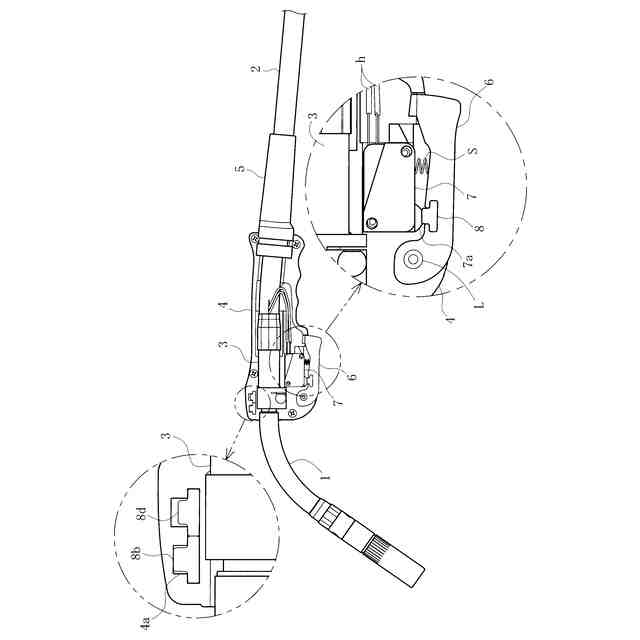
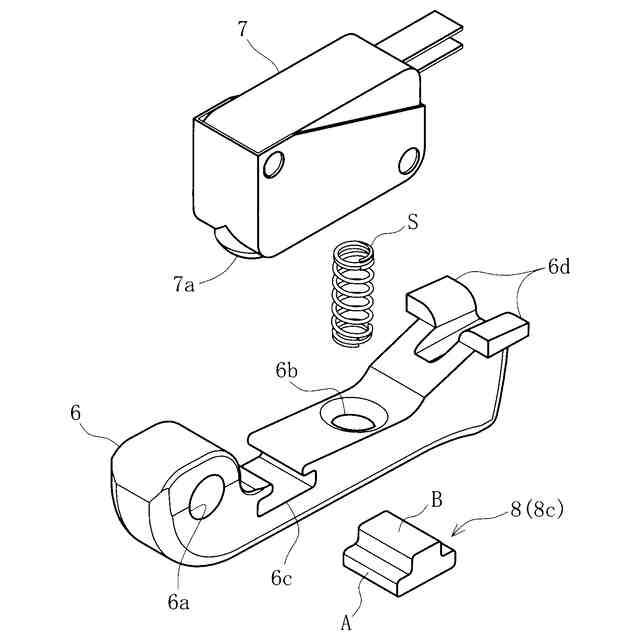
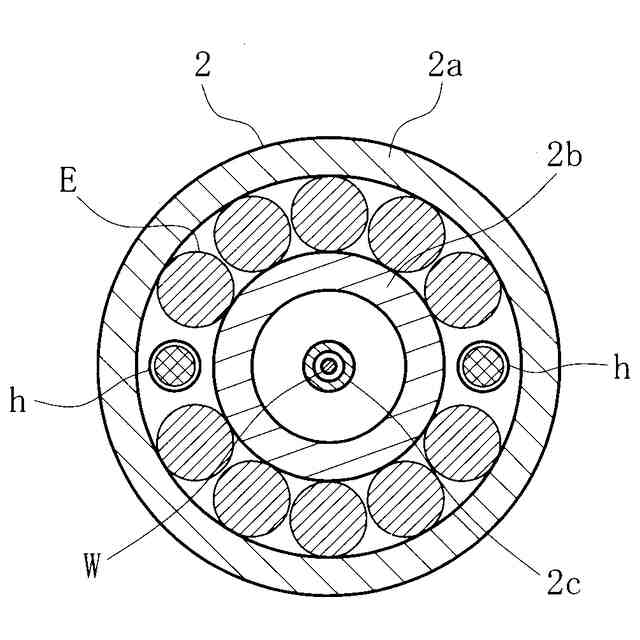
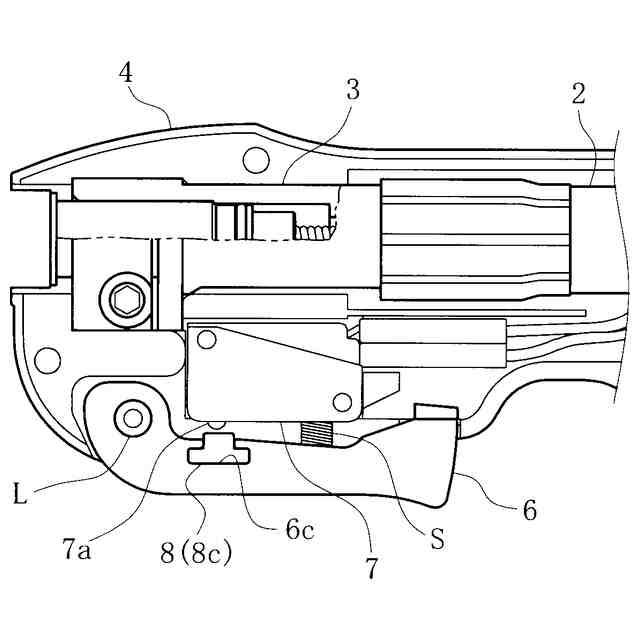
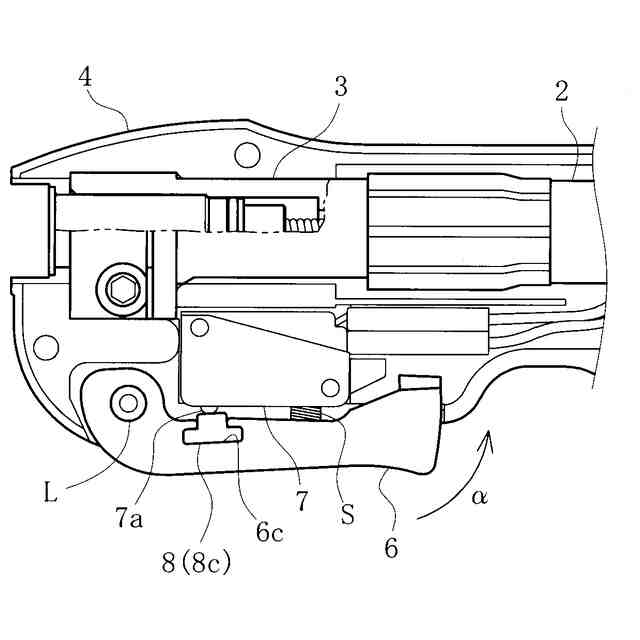
【解決手段】先端にアークを発生させて溶接可能なトーチボディ1と、溶接に必要な電力、シールドガスまたは溶接ワイヤを溶接機Dからトーチボディ1に供給するトーチケーブル2と、トーチケーブル2とトーチボディ1とを連結する連結部材3と、作業者が把持可能なトーチハンドル4と、作業者が操作可能な操作レバー6と、作動部7aを有したマイクロスイッチ7とを具備した溶接用トーチであって、操作レバー6に取り付けられ、操作レバー6の操作過程でマイクロスイッチ7の作動部7aを押圧して制御信号を発生させるとともに、操作レバー6の操作過程における作動部7aの押圧タイミングを任意に変更する変更手段8を具備したものである。
【選択図】図3
特許請求の範囲
【請求項1】
先端にアークを発生させて溶接可能なトーチボディと、
溶接に必要な電力、シールドガスまたは溶接ワイヤを溶接機から前記トーチボディに供給するトーチケーブルと、
前記トーチケーブルと前記トーチボディとを連結する連結部材と、
前記連結部材を覆うとともに、作業者が把持可能なトーチハンドルと、
前記トーチハンドルに取り付けられ、作業者が操作可能な操作レバーと、
前記操作レバーの操作により押圧される作動部を有するとともに、前記作動部の押圧を条件として制御信号を前記溶接機に送信し、前記トーチケーブルを介して前記トーチボディに前記電力、シールドガスまたは溶接ワイヤを供給させるスイッチ手段と、
を具備した溶接用トーチであって、
前記操作レバーに取り付けられ、前記操作レバーの操作過程で前記スイッチ手段の前記作動部を押圧して前記制御信号を発生させるとともに、前記操作レバーの操作過程における前記作動部の押圧タイミングを任意に変更する変更手段を具備したことを特徴とする溶接用トーチ。
続きを表示(約 500 文字)
【請求項2】
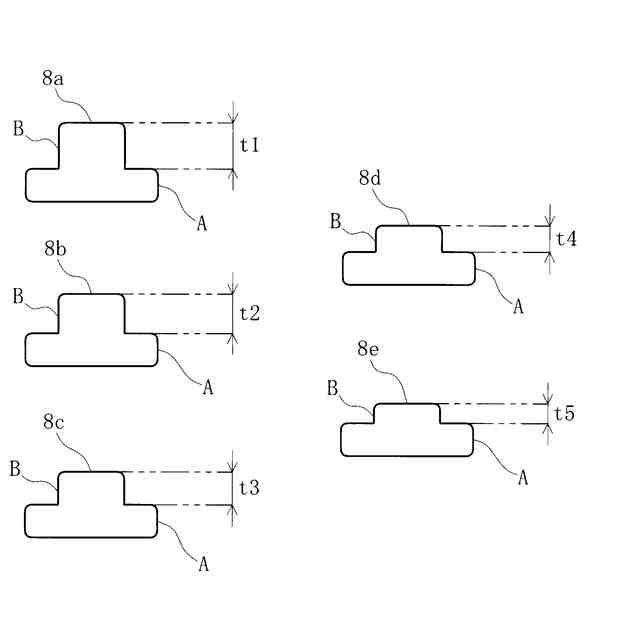
前記変更手段は、前記操作レバーに選択的に取り付け可能な複数の別体部品から成り、それぞれが互いに異なる突出寸法とされるとともに、前記操作レバーに取り付ける変更手段に応じて前記操作レバーの操作過程における前記作動部の押圧タイミングを任意に変更することを特徴とする請求項1記載の溶接用トーチ。
【請求項3】
前記トーチハンドルは、前記操作レバーに取り付けられない前記変更手段を保持する保持部を有することを特徴とする請求項2記載の溶接用トーチ。
【請求項4】
前記変更手段は、前記操作レバーに対して姿勢または向きを異ならせて取り付け可能な別体部品から成り、姿勢または向きを異ならせて取り付けることにより突出寸法が異なるものとされるとともに、前記操作レバーに取り付ける変更手段の姿勢または向きに応じて前記操作レバーの操作過程における前記作動部の押圧タイミングを任意に変更することを特徴とする請求項1記載の溶接用トーチ。
【請求項5】
前記スイッチ手段は、マイクロスイッチから成ることを特徴とする請求項1~4の何れか1つに記載の溶接用トーチ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、作業者が把持しつつ溶接作業するための溶接用トーチに関するものである。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
作業者が手で把持して溶接を行う半自動溶接においては、従来、溶接に必要な電力、シールドガス及び溶接ワイヤを溶接機からトーチボディに供給するトーチケーブルと、作業者が把持可能なトーチハンドルと、トーチハンドルに取り付けられ、作業者が揺動操作可能な操作レバーと、操作レバーの操作により制御信号を溶接機に送信してトーチケーブルを介してトーチボディに電力、シールドガス及び溶接ワイヤを供給させるマイクロスイッチとを具備した溶接用トーチが用いられている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2020-19035号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記従来の溶接用トーチは、操作レバーの操作過程で所定部位がマイクロスイッチの作動部を押圧して電気的にオンさせ、制御信号を溶接機に送信するよう構成されていたので、例えばスイッチレバーの寸法誤差や組付け誤差等により、マイクロスイッチの作動タイミングにばらつきが生じた場合、当該作動タイミングを設定通りに変更するのが困難となっていた。
【0005】
また、操作レバーを操作する過程におけるマイクロスイッチの適切な作動タイミングが作業者に応じて異なることがあり、その場合であっても当該作動タイミングを変更することが困難となっていた。すなわち、マイクロスイッチの作動タイミングを変更するためには、マイクロスイッチの作動部を押圧するための操作レバーの所定部位の突出寸法を任意変更する必要があり、そのために突出部を必要な寸法になるように切削したりスイッチレバー自体を交換する必要があった。
【0006】
本発明は、このような事情に鑑みてなされたもので、操作レバーの操作過程における作動部の押圧タイミングを必要に応じて容易に変更することができる溶接用トーチを提供することにある。
【課題を解決するための手段】
【0007】
請求項1記載の発明は、先端にアークを発生させて溶接可能なトーチボディと、溶接に必要な電力、シールドガスまたは溶接ワイヤを溶接機から前記トーチボディに供給するトーチケーブルと、前記トーチケーブルと前記トーチボディとを連結する連結部材と、前記連結部材を覆うとともに、作業者が把持可能なトーチハンドルと、前記トーチハンドルに取り付けられ、作業者が操作可能な操作レバーと、前記操作レバーの操作により押圧される作動部を有するとともに、前記作動部の押圧を条件として制御信号を前記溶接機に送信し、前記トーチケーブルを介して前記トーチボディに前記電力、シールドガスまたは溶接ワイヤを供給させるスイッチ手段とを具備した溶接用トーチであって、前記操作レバーに取り付けられ、前記操作レバーの操作過程で前記スイッチ手段の前記作動部を押圧して前記制御信号を発生させるとともに、前記操作レバーの操作過程における前記作動部の押圧タイミングを任意に変更する変更手段を具備したことを特徴とする。
【0008】
請求項2記載の発明は、請求項1記載の溶接用トーチにおいて、前記変更手段は、前記操作レバーに選択的に取り付け可能な複数の別体部品から成り、それぞれが互いに異なる突出寸法とされるとともに、前記操作レバーに取り付ける変更手段に応じて前記操作レバーの操作過程における前記作動部の押圧タイミングを任意に変更することを特徴とする。
【0009】
請求項3記載の発明は、請求項2記載の溶接用トーチにおいて、前記トーチハンドルは、前記操作レバーに取り付けられない前記変更手段を保持する保持部を有することを特徴とする。
【0010】
請求項4記載の発明は、請求項1記載の溶接用トーチにおいて、前記変更手段は、前記操作レバーに対して姿勢または向きを異ならせて取り付け可能な別体部品から成り、姿勢または向きを異ならせて取り付けることにより突出寸法が異なるものとされるとともに、前記操作レバーに取り付ける変更手段の姿勢または向きに応じて前記操作レバーの操作過程における前記作動部の押圧タイミングを任意に変更することを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社トーキン
フェライト
11日前
株式会社トーキン
チョークコイル
13日前
株式会社トーキン
MnZn系フェライト、及びMnZn系フェライトの製造方法
10日前
株式会社不二越
ドリル
13日前
日東精工株式会社
ねじ締め機
17日前
日東精工株式会社
ねじ締め装置
1か月前
有限会社 ナプラ
金属粒子
1か月前
株式会社FUJI
工作機械
20日前
株式会社FUJI
工作機械
2か月前
日東精工株式会社
多軸ねじ締め機
17日前
株式会社ダイヘン
積層造形溶接方法
2か月前
ブラザー工業株式会社
工作機械
18日前
ブラザー工業株式会社
工作機械
18日前
株式会社FUJI
チャック装置
1か月前
株式会社ナベヤ
締結装置
2か月前
トヨタ自動車株式会社
接合方法
11日前
オークマ株式会社
工作機械
1か月前
大和ハウス工業株式会社
溶接方法
1か月前
津田駒工業株式会社
2連回転割出し装置
1か月前
株式会社コスメック
クランプ装置
1か月前
オークマ株式会社
工作機械
1か月前
株式会社ダイヘン
溶接装置
10日前
株式会社プロテリアル
金属箔の溶接方法
17日前
ビアメカニクス株式会社
レーザ加工装置
17日前
株式会社コスメック
クランプ装置
25日前
株式会社不二越
管用テーパタップ
19日前
オークマ株式会社
診断装置
1か月前
大肯精密株式会社
自動送り穿孔機
11日前
株式会社不二越
歯車研削盤
2か月前
オーエスジー株式会社
ドリル
26日前
トヨタ自動車株式会社
レーザ加工機
1か月前
株式会社不二越
通り穴加工用タップ
3日前
株式会社不二越
スカイビングカッタ
12日前
豊田鉄工株式会社
レーザー溶接装置
1か月前
スター精密株式会社
工作機械
1か月前
株式会社プロテリアル
クラッド材の製造方法
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ