TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024171962
公報種別
公開特許公報(A)
公開日
2024-12-12
出願番号
2023089341
出願日
2023-05-31
発明の名称
歯車加工機
出願人
株式会社不二越
代理人
個人
,
個人
主分類
B23F
19/06 20060101AFI20241205BHJP(工作機械;他に分類されない金属加工)
要約
【課題】カッタの摩耗を含む状態を考慮して高い精度でワークに歯車を加工することができる歯車加工機を提供する。
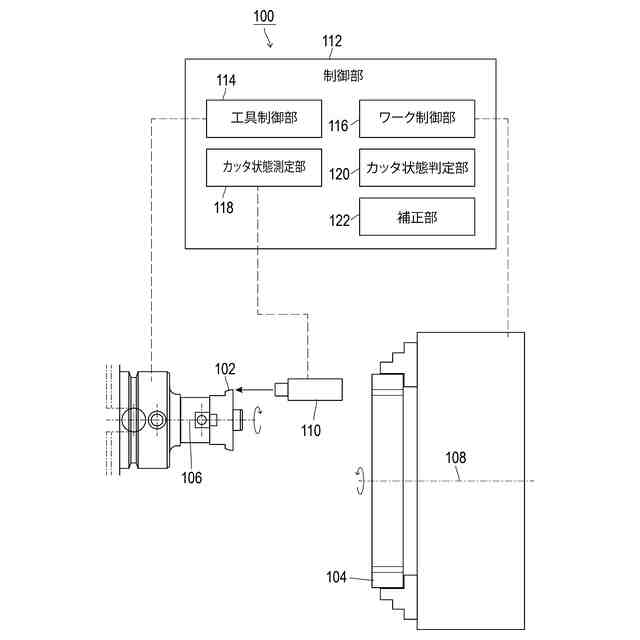
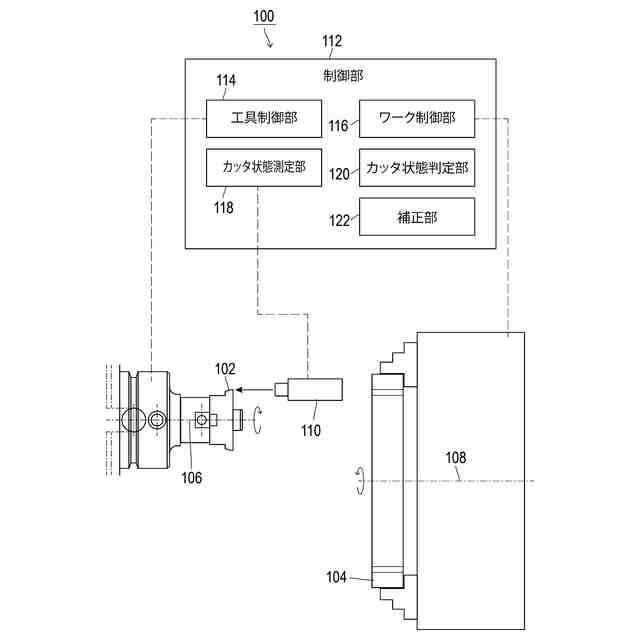
【解決手段】本発明にかかる歯車加工機100は、カッタ102とワーク104を同期回転させて歯車を加工する歯車加工機において、カッタを駆動する工具主軸106と、ワークを駆動するワーク主軸108と、カッタの状態を検出するカッタ状態測定装置であるカメラ110と、工具主軸、ワーク主軸およびカッタ状態測定装置の動作を制御する制御部112とを備え、制御部は、カッタ状態測定装置で測定したカッタの状態に基づいてカッタの摩耗を含む状態を判定するカッタ状態判定部120と、カッタ状態判定部で判定したカッタの摩耗を含む状態に応じてカッタによる切込量を補正する補正部122とを有することを特徴とする。
【選択図】図1
特許請求の範囲
【請求項1】
カッタとワークを同期回転させて歯車を加工する歯車加工機において、
前記カッタを駆動する工具主軸と、
前記ワークを駆動するワーク主軸と、
前記カッタの状態を検出するカッタ状態測定装置と、
前記工具主軸、前記ワーク主軸および前記カッタ状態測定装置の動作を制御する制御部とを備え、
前記制御部は、
前記カッタ状態測定装置で測定した前記カッタの状態に基づいて該カッタの摩耗を含む状態を判定するカッタ状態判定部と、
前記カッタ状態判定部で判定した前記カッタの摩耗を含む状態に応じて該カッタによる切込量を補正する補正部とを有することを特徴とする歯車加工機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、カッタとワークを同期回転させて歯車を加工する歯車加工機に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
歯車加工機は、加工対象物であるワークの回転に切削工具であるカッタの回転を同期させて、カッタをワークに押し当てて切り込んでいくことにより、ワークに歯溝(歯形)などを加工する装置である。なお歯車加工機は、カッタとワークを同期回転させつつ、ワークの回転軸(ワーク主軸)に対してカッタの回転軸(工具主軸)を傾ければ、スカイビング加工を行うことができ、ワーク主軸と工具主軸を平行にすればギヤシェーパ加工を行うことができる。
【0003】
特許文献1には、被削歯車の歯厚計測装置が記載されている。この歯厚計測装置では、被削歯車(ワーク)の歯底径を非接触にて計測し、計測された歯底径と基準値とを比較し、比較差が一定範囲を逸脱する場合に歯切り加工の切込調整を行うことにより、被削歯車の歯厚を規定の歯厚値に仕上げる、としている。
【先行技術文献】
【特許文献】
【0004】
特開平5-38622号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
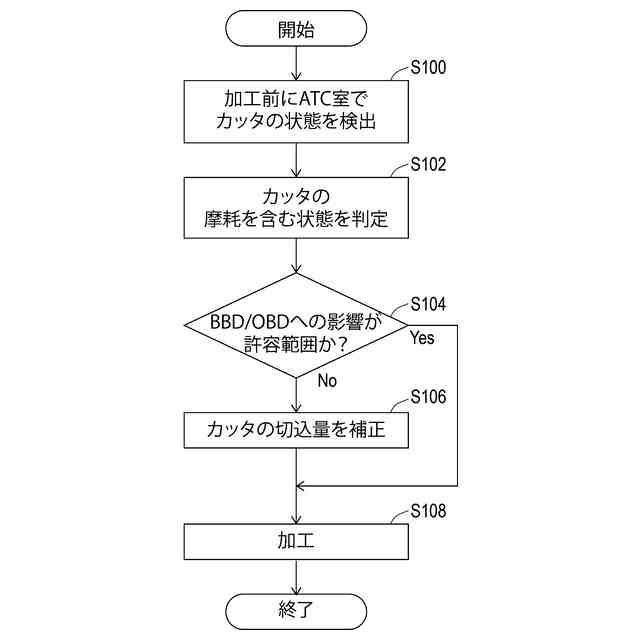
ワークに歯車を加工する際、1つのカッタを繰り返し用いると、カッタは徐々に摩耗する。摩耗したカッタを用いて複数のワークに歯車を加工し続けると、ワークのBBD(Between Ball Diameter:ビトウィーンボール径)やOBD(Over Ball Diameter:オーバーボール径)が変化してしまう。その結果、歯車加工機において、高い精度でワークに歯車を加工することが困難となる。
【0006】
なお特許文献1の歯厚計測装置は、単に、ワークの歯底径を非接触にて計測し、計測結果に応じて切込調整を行うものに過ぎず、カッタ自体の摩耗によるBBDやOBDの変化を考慮した切込調整は行っていない。
【0007】
本発明は、このような課題に鑑み、カッタの摩耗を含む状態を考慮して高い精度でワークに歯車を加工することができる歯車加工機を提供することを目的としている。
【課題を解決するための手段】
【0008】
上記課題を解決するために、本発明にかかる歯車加工機の代表的な構成は、カッタとワークを同期回転させて歯車を加工する歯車加工機において、カッタを駆動する工具主軸と、ワークを駆動するワーク主軸と、カッタの状態を検出するカッタ状態測定装置と、工具主軸、ワーク主軸およびカッタ状態測定装置の動作を制御する制御部とを備え、制御部は、カッタ状態測定装置で測定したカッタの状態に基づいてカッタの摩耗を含む状態を判定するカッタ状態判定部と、カッタ状態判定部で判定したカッタの摩耗を含む状態に応じてカッタによる切込量を補正する補正部とを有することを特徴とする。
【0009】
上記構成では、ワークに歯車を加工する際、カッタの状態(特にカッタの稜線)を測定してカッタの摩耗を含む状態を判定し、カッタの摩耗を含む状態に応じてカッタによる切込量を補正している。なおカッタの摩耗を含む状態とは、カッタの摩耗、微小チッピング、カッタ製作精度によるズレなどである。このため上記構成によれば、カッタの摩耗を含む状態を考慮して高い精度でワークに歯車を加工することができる。
【0010】
なお「カッタの状態」とは、カッタ状態測定装置に対応する。例えばカッタ状態測定装置がマイクロスコープなどのカメラである場合は、カッタの状態とはカッタの輪郭形状である。この場合、カッタ状態判定部は画像解析によってカッタの輪郭抽出を行う。またカッタ状態測定装置が渦流センサである場合には、カッタの状態とはカッタの位相に対する刃先の近接・離隔(カッタを回転させたときの刃先の始まりと終わり)の点列データとなる。この場合、カッタ状態判定部は刃先の幅が広がった場合に摩耗したと判定する。さらにカッタ状態判定部は、カッタの設計値(理論値)である設計歯形形状点列データに基づいてカッタの未使用の状態と現在の状態とを比較して摩耗を含む状態を判定してもよいし、同じく設計歯形形状点列データに基づいてカッタの加工前後の状態を比較して摩耗を含む状態を判定してもよい。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
2日前
株式会社不二越
ドリル
26日前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め装置
1か月前
日東精工株式会社
多軸ねじ締め機
1か月前
有限会社 ナプラ
金属粒子
1か月前
株式会社FUJI
工作機械
1か月前
日進工具株式会社
エンドミル
12日前
株式会社ダイヘン
多層盛り溶接方法
10日前
エフ・ピー・ツール株式会社
リーマ
12日前
トヨタ自動車株式会社
接合方法
24日前
株式会社FUJI
チャック装置
1か月前
ブラザー工業株式会社
工作機械
1か月前
ブラザー工業株式会社
工作機械
1か月前
オークマ株式会社
工作機械
2か月前
大肯精密株式会社
自動送り穿孔機
24日前
株式会社ダイヘン
溶接装置
23日前
大和ハウス工業株式会社
溶接方法
1か月前
株式会社プロテリアル
金属箔の溶接方法
1か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
オークマ株式会社
診断装置
2か月前
株式会社コスメック
クランプ装置
1か月前
株式会社コスメック
クランプ装置
1か月前
オークマ株式会社
工作機械
1か月前
津田駒工業株式会社
2連回転割出し装置
1か月前
株式会社不二越
管用テーパタップ
1か月前
株式会社不二越
超硬合金製ドリル
8日前
豊田鉄工株式会社
レーザー溶接装置
1か月前
株式会社不二越
通り穴加工用タップ
16日前
オーエスジー株式会社
ドリル
1か月前
スター精密株式会社
工作機械
1か月前
個人
管の切断装置及び管の切断方法
10日前
株式会社不二越
スカイビングカッタ
25日前
トヨタ自動車株式会社
レーザ加工機
1か月前
エンシュウ株式会社
摩擦撹拌接合装置
1か月前
株式会社ダイヘン
サブマージアーク溶接装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































