TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025042489
公報種別
公開特許公報(A)
公開日
2025-03-27
出願番号
2023149543
出願日
2023-09-14
発明の名称
サブマージアーク溶接装置
出願人
株式会社ダイヘン
代理人
主分類
B23K
9/12 20060101AFI20250319BHJP(工作機械;他に分類されない金属加工)
要約
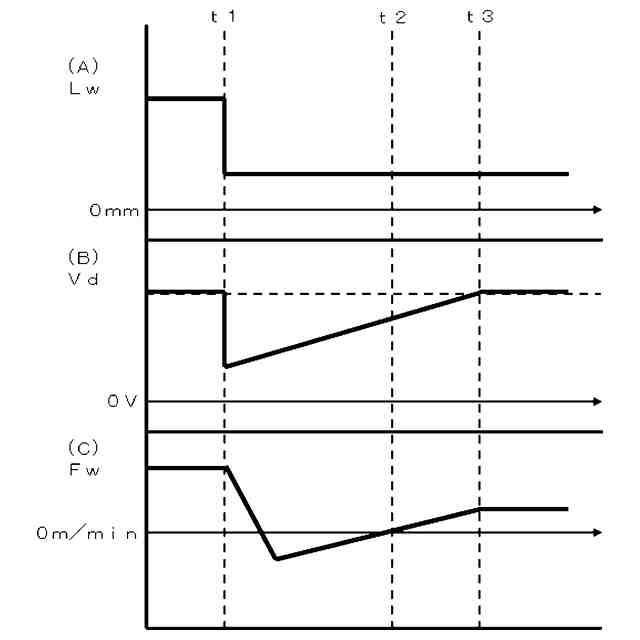
【課題】溶接中にアーク長が大幅に短くなる方向に変動した場合でも、アーク長を迅速に設定値に復帰させることができる送給可変速制御を搭載したサブマージアーク溶接装置を提供すること。
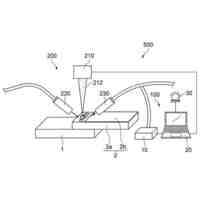
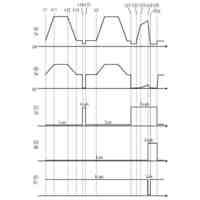
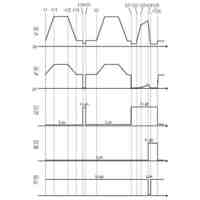
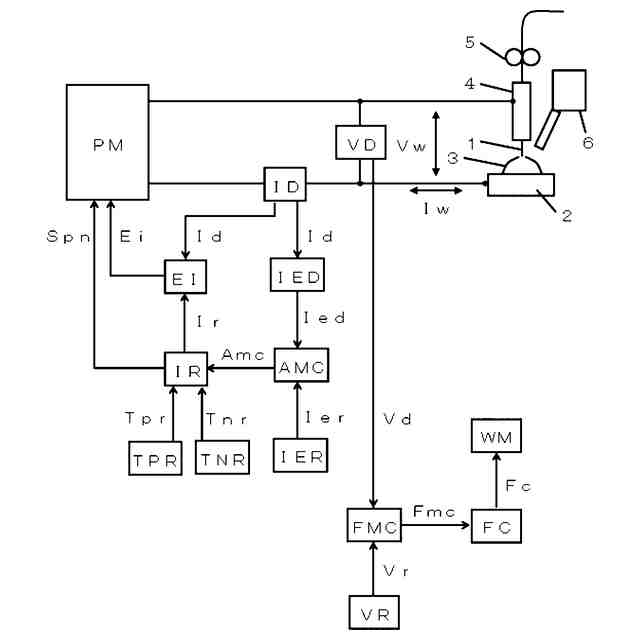
【解決手段】溶接ワイヤ1を送給する送給機WMと、アーク長に対応する溶接電圧を検出して電圧検出信号Vdを出力する電圧検出回路VDと、溶接電圧を設定するための電圧設定信号Vrを出力する電圧設定回路VRと、電圧検出信号Vdと電圧設定信号Vrとの誤差に基づいて送給機WMによる溶接ワイヤ1の送給速度Fwを可変速制御することによってアーク長を制御する送給可変速制御回路FMCと、を備えたサブマージアーク溶接装置において、送給可変速制御回路FMCは、誤差に基づいて正送の送給速度Fwの加速、正送の送給速度Fwの減速又は送給の逆送を行う。
【選択図】 図1
特許請求の範囲
【請求項1】
溶接ワイヤを送給する送給機と、
アーク長に対応する溶接電圧を検出して電圧検出信号を出力する電圧検出回路と、
前記溶接電圧を設定するための電圧設定信号を出力する電圧設定回路と、
前記電圧検出信号と前記電圧設定信号との誤差に基づいて前記送給機による前記溶接ワイヤの送給速度を可変速制御することによってアーク長を制御する送給可変速制御回路と、
を備えたサブマージアーク溶接装置において、
前記送給可変速制御回路は、前記誤差に基づいて正送の前記送給速度の加速、正送の前記送給速度の減速又は前記送給の逆送を行う、
ことを特徴とするサブマージアーク溶接装置。
続きを表示(約 230 文字)
【請求項2】
前記送給可変速制御回路は、前記電圧検出信号が前記電圧設定信号よりも小のときは前記送給速度を逆送速度も含めて制御する、
ことを特徴とする請求項1に記載のサブマージアーク溶接装置。
【請求項3】
前記送給可変速制御回路は、前記電圧検出信号が前記電圧設定信号よりも小であるときに、前記誤差の絶対値が基準値以上のときは前記送給速度を前記逆送速度にする、
ことを特徴とする請求項2に記載のサブマージアーク溶接装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、送給可変速制御を搭載したサブマージアーク溶接装置に関するものである。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
溶接電圧に応じて溶接ワイヤの送給速度を変化させる送給可変速制御によってアーク長を制御することが可能なサブマージアーク溶接方法が開示されている(例えば、特許文献1参照)。
【0003】
送給可変速制御では、溶接電圧の検出値と設定値との誤差に基づいて送給速度をフィードバック制御することによって、アーク長と相関する溶接電圧を適正値に維持している。太径ワイヤを用いるサブマージアーク溶接では、溶接電流が変化してもワイヤ溶融速度が変化しにくいために、定電圧特性の溶接電源を用いた消耗電極アーク溶接で一般的に利用されるアーク長の自己制御作用が得られにくい。このために、サブマージアーク溶接では、定電流特性の溶接電源を用いて送給可変速制御を行うことによってアーク長を適正値に維持している。
【0004】
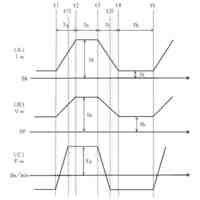
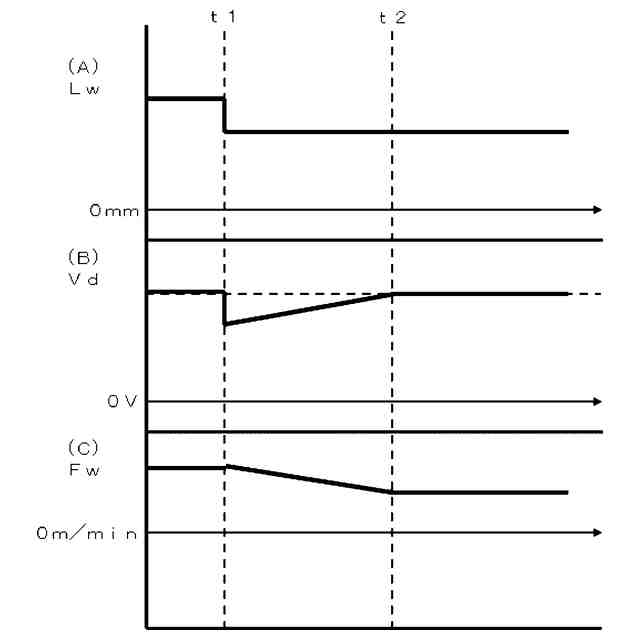
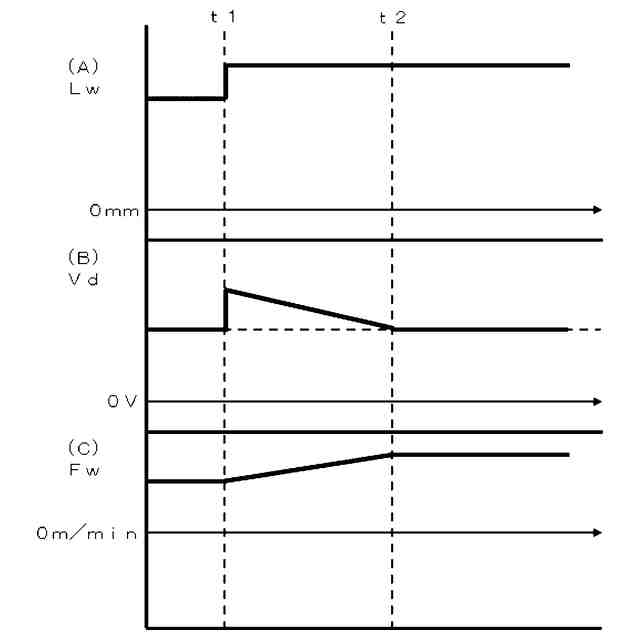
送給可変速制御では、溶接電圧の検出値が設定値よりも大のときはアーク長が設定値よりも長い状態であるので、送給速度を加速することによってアーク長を短くして設定値に近づけるようにしている。逆に、溶接電圧の検出値が設定値よりも小のときはアーク長が設定値よりも短い状態であるので、送給速度を減速することによってアーク長を長くして設定値に近づけるようにしている。
【先行技術文献】
【特許文献】
【0005】
特開平9-271944号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
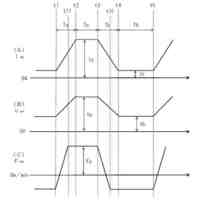
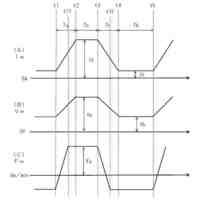
送給可変速制御において、溶接電圧の検出値が設定値よりも大幅に大きいときはアーク長が設定値よりも大幅に長い状態であるので、送給速度を大幅に加速することによってアーク長を迅速に短くして設定値に近づけることができる。また、溶接電圧の検出値が設定値よりも大幅に小さいときはアーク長が設定値よりも大幅に短い状態であるので、送給速度を大幅に減速することによってアーク長を迅速に長くして設定値に近づけることが望ましい。しかし、従来技術の送給可変速制御では、送給速度は0m/minまでしか減速することができないために、アーク長を大幅に短い状態から設定値まで迅速に長くすることができないという問題がある。
【0007】
そこで、本発明では、アーク長が大幅に短くなる方向に変動した場合でも、アーク長を迅速に設定値に復帰させることができる送給可変速制御を搭載したサブマージアーク溶接装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
上述した課題を解決するために、請求項1の発明は、
溶接ワイヤを送給する送給機と、
アーク長に対応する溶接電圧を検出して電圧検出信号を出力する電圧検出回路と、
前記溶接電圧を設定するための電圧設定信号を出力する電圧設定回路と、
前記電圧検出信号と前記電圧設定信号との誤差に基づいて前記送給機による前記溶接ワイヤの送給速度を可変速制御することによってアーク長を制御する送給可変速制御回路と、
を備えたサブマージアーク溶接装置において、
前記送給可変速制御回路は、前記誤差に基づいて正送の前記送給速度の加速、正送の前記送給速度の減速又は前記送給の逆送を行う、
ことを特徴とするサブマージアーク溶接装置である。
【0009】
請求項2の発明は、
前記送給可変速制御回路は、前記電圧検出信号が前記電圧設定信号よりも小のときは前記送給速度を逆送速度も含めて制御する、
ことを特徴とする請求項1に記載のサブマージアーク溶接装置である。
【0010】
請求項3の発明は、
前記送給可変速制御回路は、前記電圧検出信号が前記電圧設定信号よりも小であるときに、前記誤差の絶対値が基準値以上のときは前記送給速度を前記逆送速度にする、
ことを特徴とする請求項2に記載のサブマージアーク溶接装置である。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ダイヘン
スポット接合装置
15日前
株式会社ダイヘン
DC電源装置、およびパルス発生装置
15日前
株式会社ダイヘン
充電予約管理装置及び充電予約管理方法
10日前
株式会社ダイヘン
プログラム、情報処理方法、及び情報処理装置
9日前
株式会社ダイヘン
フラットパネル製造システム及びそれに用いられるロボット制御装置
11日前
日東精工株式会社
ねじ締め機
1日前
株式会社北川鉄工所
回転装置
2か月前
日東精工株式会社
ねじ締め装置
1か月前
株式会社ダイヘン
溶接電源装置
16日前
株式会社ダイヘン
溶接電源装置
29日前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
1か月前
キヤノン電子株式会社
加工システム
11日前
大見工業株式会社
ドリル
24日前
株式会社ダイヘン
溶接装置
1か月前
株式会社ダイヘン
溶接装置
1か月前
住友重機械工業株式会社
加工装置
1か月前
トヨタ自動車株式会社
溶接マスク
1か月前
トヨタ自動車株式会社
溶接ヘッド
2か月前
有限会社 ナプラ
ソルダペースト
1か月前
株式会社不二越
ブローチ盤
5日前
津田駒工業株式会社
センタリングバイス
5日前
株式会社不二越
波形抽出装置
2か月前
株式会社不二越
摩耗判定装置
2か月前
株式会社タマリ工業
レーザ加工装置
10日前
日東精工株式会社
はんだこて先の製造方法
2か月前
ブラザー工業株式会社
工作機械
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
23日前
株式会社IHI
支持機構
1か月前
株式会社東芝
異常検出装置
9日前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
2か月前
株式会社ダイヘン
パルスアーク溶接制御方法
23日前
株式会社ダイヘン
パルスアーク溶接制御方法
23日前
株式会社向洋技研
プロジェクション溶接部材
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ