TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025016115
公報種別
公開特許公報(A)
公開日
2025-01-31
出願番号
2023119173
出願日
2023-07-21
発明の名称
溶接トーチ
出願人
株式会社ダイヘン
代理人
個人
,
個人
主分類
B23K
9/29 20060101AFI20250124BHJP(工作機械;他に分類されない金属加工)
要約
【課題】コストの上昇を抑制しつつ、外側ノズルの先端に対する内側ノズルの先端の突出長さを容易に変更することが可能な溶接トーチを提供する。
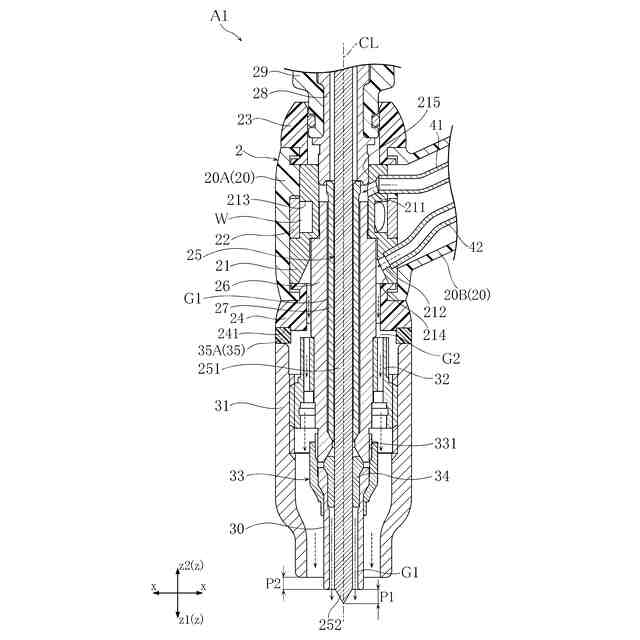
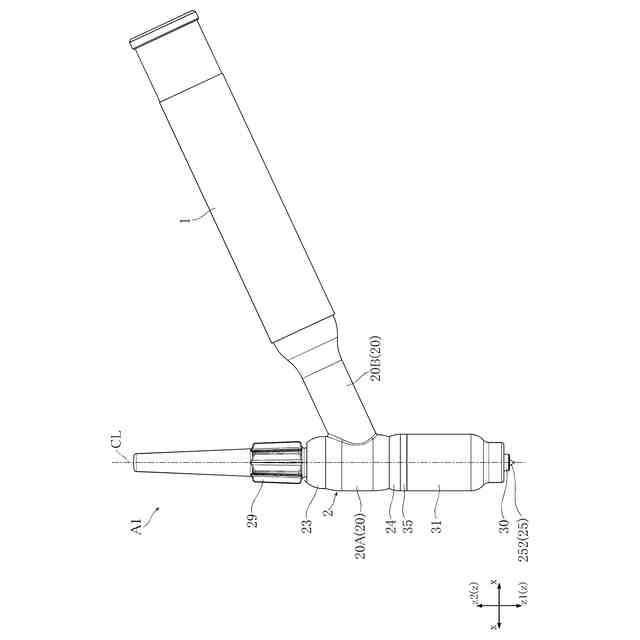
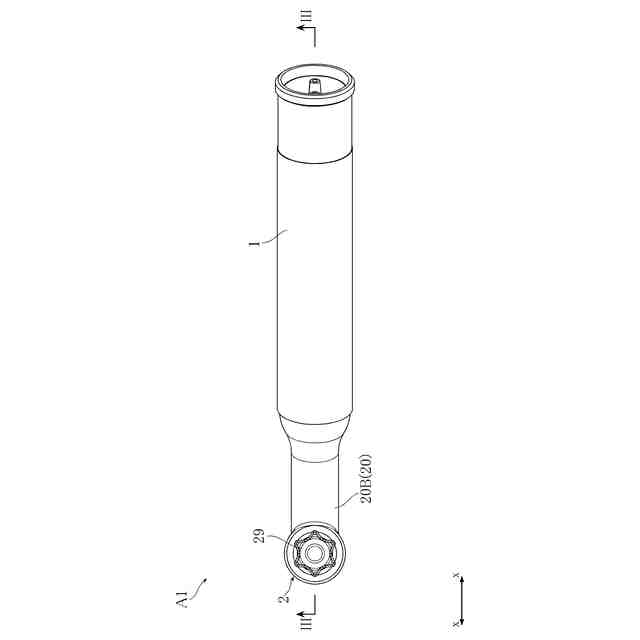
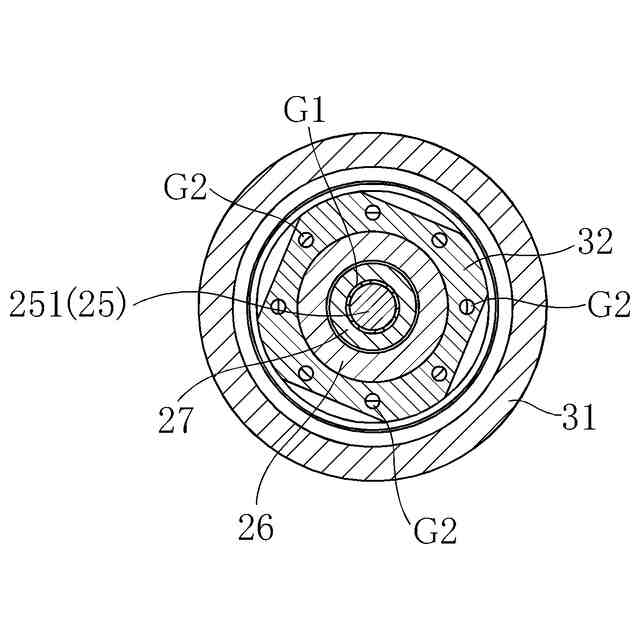
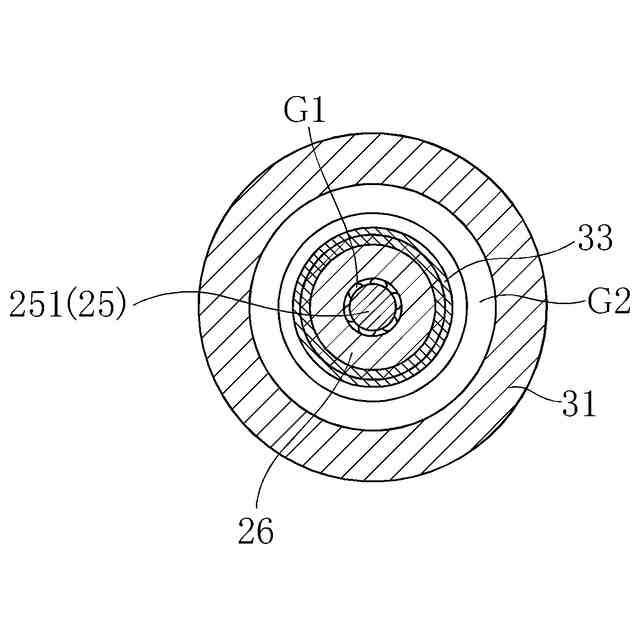
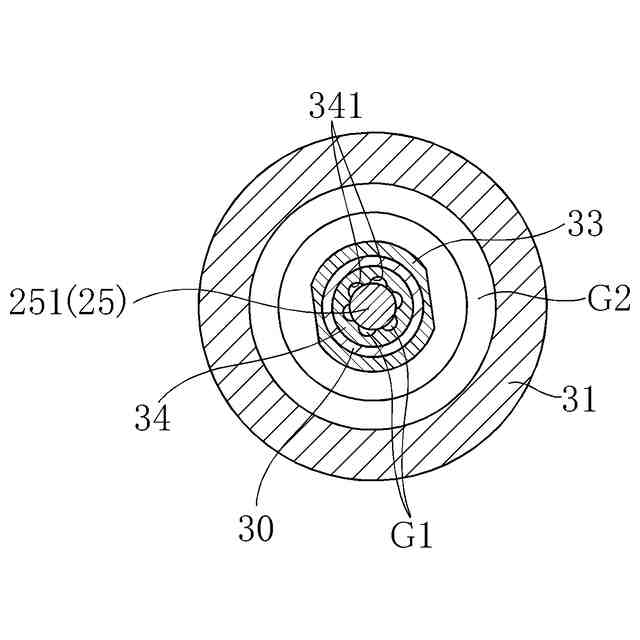
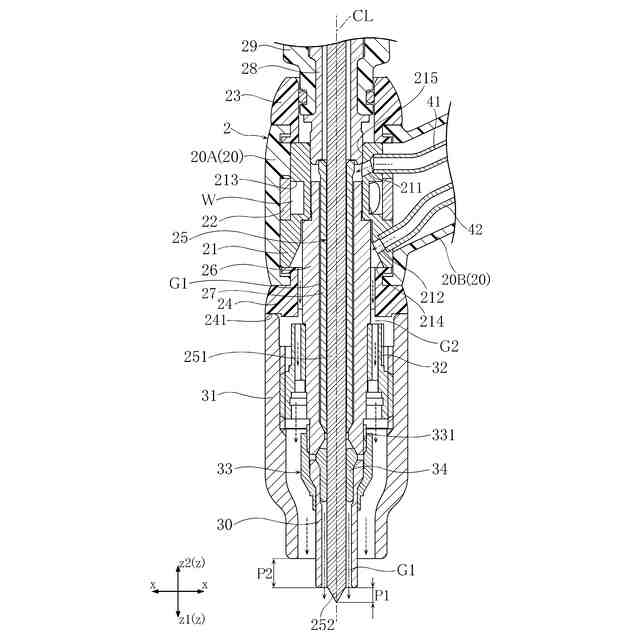
【解決手段】溶接トーチA1は、軸線方向zに延びる非消耗電極25と、非消耗電極25の軸線方向一方側z1の端部において非消耗電極25に対して径方向の外側に配置された内側ノズル30と、内側ノズル30に対して径方向の外側に配置された外側ノズル31と、外側ノズル31に対して軸線方向他方側z2に配置され、絶縁性材料からなる絶縁リング24と、軸線方向zにおいて絶縁リング24と外側ノズル31との間に介在するスペーサ部35Aを含み、且つ絶縁性材料からなる補助部材35と、を備える。
【選択図】図8
特許請求の範囲
【請求項1】
軸線方向に延びる非消耗電極と、
前記非消耗電極の前記軸線方向の一方側の端部において前記非消耗電極に対して径方向の外側に配置された内側ノズルと、
前記内側ノズルに対して径方向の外側に配置された外側ノズルと、
前記外側ノズルに対して前記軸線方向の他方側に配置され、絶縁性材料からなる第1絶縁リングと、
前記軸線方向において前記第1絶縁リングと前記外側ノズルとの間に介在するスペーサ部を含み、且つ絶縁性材料からなる補助部材と、を備える、溶接トーチ。
続きを表示(約 400 文字)
【請求項2】
前記スペーサ部は、前記第1絶縁リングおよび前記外側ノズルの双方に接する、請求項1に記載の溶接トーチ。
【請求項3】
前記第1絶縁リングの前記軸線方向の一方側の端部には、他の部位よりも前記軸線方向の他方側に凹む凹部が形成されており、
前記スペーサ部の前記軸線方向の他方側の端部が前記凹部に嵌まる、請求項2に記載の溶接トーチ。
【請求項4】
前記補助部材は、前記スペーサ部の径方向の外側の端部から前記軸線方向の両側に延びており、且つ前記外側ノズルの外周の一部および前記第1絶縁リングの外周の一部を覆う筒状の延出部を含む、請求項1ないし3のいずれかに記載の溶接トーチ。
【請求項5】
前記外側ノズルにおいて前記延出部に覆われた部位は、前記外側ノズルの径方向の内側にある不活性ガスに接し得る、請求項4に記載の溶接トーチ。
発明の詳細な説明
【技術分野】
【0001】
本開示は、溶接トーチに関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
非消耗電極を備えた溶接トーチを用いて行う溶接(TIG溶接法やプラズマ溶接法)では、通常、タングステンで形成された電極(非消耗電極)と被溶接物との間にアークを発生させ、そのアークの熱で被溶接物を溶融する。TIG溶接法では、ガスノズルと電極の間にシールドガスが流される。プラズマ溶接法では、シールドガスに加えて、電極の周囲に配置されたプラズマチップの内部にプラズマガスを流すとことで、アーク(プラズマアーク)が拘束される。その結果、集中性の良い高温プラズマ流が発生され、その保有エネルギを利用して溶接を行う。特許文献1には、TIG溶接法およびプラズマ溶接法を使い分けて溶接作業を行うことが可能な溶接トーチが開示されている。
【0003】
特許文献1に記載された溶接トーチは、内側ノズルおよび外側ノズルを備える。内側ノズルは着脱可能に設けられており、内側ノズルの先端は、外側ノズルの先端よりも突出している。このような構成の溶接トーチにおいては、たとえば内側ノズルが取り付けられた状態で行うプラズマ溶接と、内側ノズルが取り外された状態で行うTIG溶接と、を使い分けることができる。一方、作業者が溶接トーチを把持して溶接作業を行う手溶接では、溶接作業に応じて、内側ノズルの先端が外側ノズルの先端から突出する長さを変更することが望まれる。内側ノズルの突出長さを変更するには、長さが異なる複数の内側ノズルを作製し、当該複数の内側ノズルを適宜付け替えるとともに非消耗電極の位置合わせを行うことで対応できる。しかしながら、このような複数の内側ノズルを作製する対応では、作製コストの上昇を招く。また、内側ノズルを付け替える際に非消耗電極の位置合わせを行う必要があるので、内側ノズルの付け替えに伴う作業性が悪かった。
【先行技術文献】
【特許文献】
【0004】
特開2023-42306号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本開示は、このような事情のもとで考え出されたものであって、コストの上昇を抑制しつつ、外側ノズルの先端に対する内側ノズルの先端の突出長さを容易に変更することが可能な溶接トーチを提供することを主たる課題とする。
【課題を解決するための手段】
【0006】
上記の課題を解決するため、本開示では、次の技術的手段を採用した。
【0007】
本開示によって提供される溶接トーチは、軸線方向に延びる非消耗電極と、前記非消耗電極の前記軸線方向の一方側の端部において前記非消耗電極に対して径方向の外側に配置された内側ノズルと、前記内側ノズルに対して径方向の外側に配置された外側ノズルと、前記外側ノズルに対して前記軸線方向の他方側に配置され、絶縁性材料からなる第1絶縁リングと、前記軸線方向において前記第1絶縁リングと前記外側ノズルとの間に介在するスペーサ部を含み、且つ絶縁性材料からなる補助部材と、を備える。
【0008】
好ましい実施の形態においては、前記スペーサ部は、前記第1絶縁リングおよび前記外側ノズルの双方に接する。
【0009】
好ましい実施の形態においては、前記第1絶縁リングの前記軸線方向の一方側の端部には、他の部位よりも前記軸線方向の他方側に凹む凹部が形成されており、前記スペーサ部の前記軸線方向の他方側の端部が前記凹部に嵌まる。
【0010】
好ましい実施の形態においては、前記補助部材は、前記スペーサ部の径方向の外側の端部から前記軸線方向の両側に延びており、且つ前記外側ノズルの外周の一部および前記第1絶縁リングの外周の一部を覆う筒状の延出部を含む。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ダイヘン
制御装置、および、蓄電池システム
今日
株式会社不二越
ドリル
14日前
日東精工株式会社
ねじ締め機
18日前
日東精工株式会社
ねじ締め装置
1か月前
株式会社FUJI
工作機械
21日前
有限会社 ナプラ
金属粒子
1か月前
日東精工株式会社
多軸ねじ締め機
18日前
日進工具株式会社
エンドミル
今日
エフ・ピー・ツール株式会社
リーマ
今日
ブラザー工業株式会社
工作機械
19日前
トヨタ自動車株式会社
接合方法
12日前
株式会社FUJI
チャック装置
1か月前
ブラザー工業株式会社
工作機械
19日前
大肯精密株式会社
自動送り穿孔機
12日前
大和ハウス工業株式会社
溶接方法
1か月前
オークマ株式会社
工作機械
1か月前
株式会社コスメック
クランプ装置
1か月前
株式会社ダイヘン
溶接装置
11日前
株式会社コスメック
クランプ装置
26日前
株式会社プロテリアル
金属箔の溶接方法
18日前
株式会社不二越
管用テーパタップ
20日前
オークマ株式会社
診断装置
1か月前
オークマ株式会社
工作機械
1か月前
津田駒工業株式会社
2連回転割出し装置
1か月前
ビアメカニクス株式会社
レーザ加工装置
18日前
オーエスジー株式会社
ドリル
27日前
トヨタ自動車株式会社
レーザ加工機
1か月前
株式会社不二越
通り穴加工用タップ
4日前
株式会社不二越
スカイビングカッタ
13日前
スター精密株式会社
工作機械
1か月前
豊田鉄工株式会社
レーザー溶接装置
1か月前
株式会社ダイヘン
非消耗電極アーク溶接方法
12日前
株式会社プロテリアル
クラッド材の製造方法
1か月前
トヨタ自動車株式会社
グラフ生成方法
20日前
株式会社プロテリアル
クラッド材の製造方法
1か月前
株式会社マキタ
ジグソー
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ