TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025037758
公報種別
公開特許公報(A)
公開日
2025-03-18
出願番号
2023144884
出願日
2023-09-06
発明の名称
クラッド材の製造方法
出願人
株式会社プロテリアル
代理人
主分類
B23K
20/04 20060101AFI20250311BHJP(工作機械;他に分類されない金属加工)
要約
【課題】 圧延接合後のアルミニウム層の厚さを高精度に予想可能な手段を導入し、アルミニウム材を適用した製造実績データを持たない新規のクラッド材の設計工数や実験・試作の費用の削減を可能とする製造方法を提供する。
【解決手段】 アルミニウム材と高応力金属材との圧延接合により、厚さT2
Al
のアルミニウム層と高応力金属層とを有するクラッド材を形成するプロセスと、アルミニウム材の狙い厚さおよび圧延接合の総圧延率を設定する予想プロセスと、を含み、予想プロセスにおいて、アルミニウム材の想定厚さを独立変数t1
Al
とし、アルミニウム層の予想厚さを従属変数t2
Al
として、特定の予測式により求まるt2
Al
値が(t2
Al
-T2
Al
)/T2
Al
≦|0.05|を満たすt1
Al
値をアルミニウム材の厚さT1
Al
として設定する、アルミニウム材を適用したクラッド材の製造方法とする。
【選択図】なし
特許請求の範囲
【請求項1】
アルミニウムまたはアルミニウム合金から成るアルミニウム材と、同等の相当ひずみに対する相当応力が前記アルミニウム材よりも大きい金属から成る高応力金属材とを、厚さ方向に積層した状態で圧延接合を行うことにより、前記アルミニウム材から成るアルミニウム層と、前記高応力金属材から成る高応力金属層とを有するクラッド材を形成する圧延接合プロセスと、
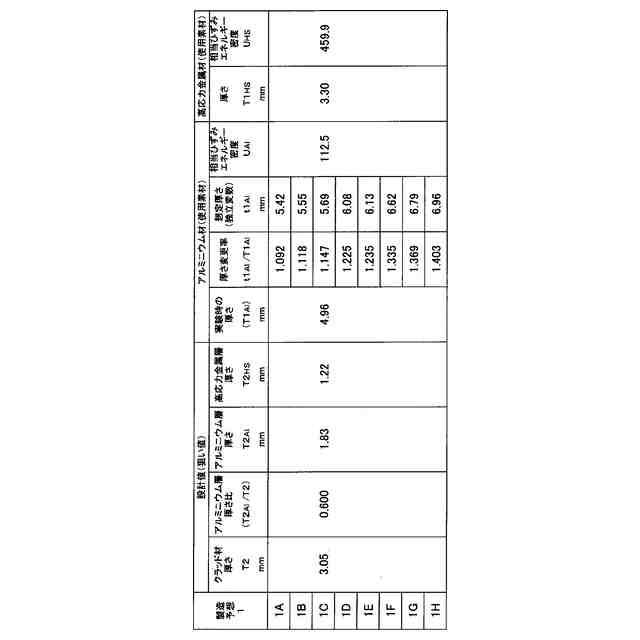
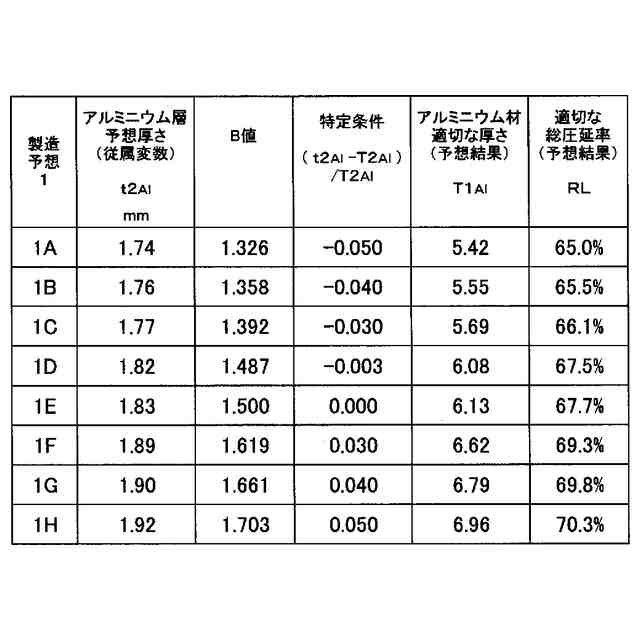
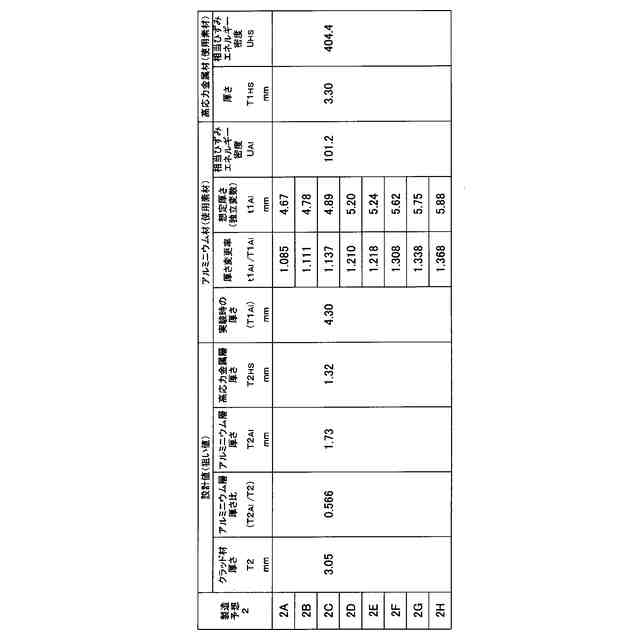
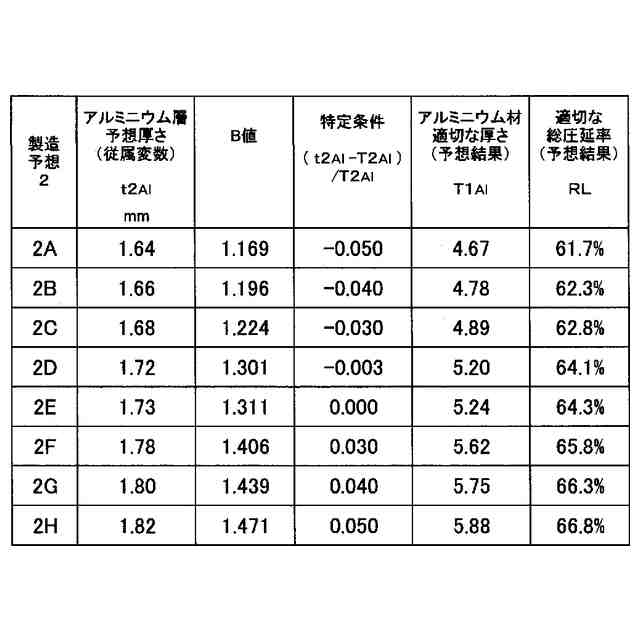
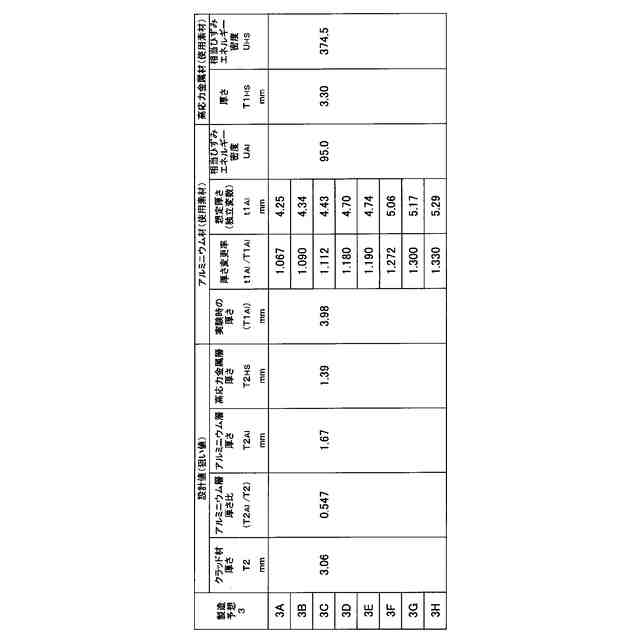
前記アルミニウム材の狙い厚さおよび前記圧延接合の総圧延率を設定する予想プロセスと、を含み、
前記予想プロセスにおいて、前記アルミニウム材の想定厚さを独立変数t1
Al
とし、前記アルミニウム層の予想厚さを従属変数t2
Al
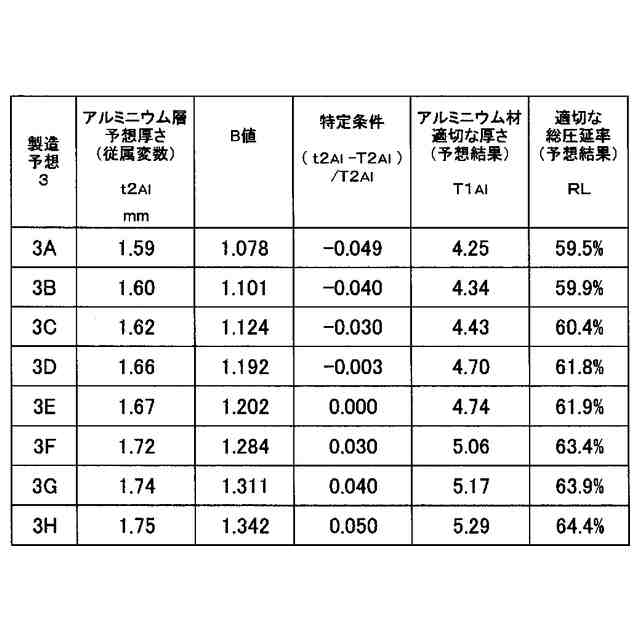
として、式1および式2により求まるt2
Al
値が(t2
Al
-T2
Al
)/T2
Al
≦|0.05|を満たすt1
Al
値を前記アルミニウム材の狙い厚さT1
Al
として設定し、式3により求まるRL値を前記圧延接合の総圧延率として設定する、クラッド材の製造方法。
但し、式1: t2
Al
=(T2
Al
+T2
HS
)×B/(B+1)
式2: B=t1
Al
×(U
Al
/U
HS
)
式3: RL=1-(T2
Al
+T2
HS
)/(T1
Al
+T1
HS
)
であり、
T1
HS
: 圧延接合前の高応力金属材の厚さ
T2
Al
: 圧延接合後のアルミニウム層の厚さ
T2
HS
: 圧延接合後の高応力金属層の厚さ
U
Al
: 圧延接合時のアルミニウム材の相当ひずみエネルギー密度
U
HS
: 圧延接合時の高応力金属材の相当ひずみエネルギー密度
である。
続きを表示(約 200 文字)
【請求項2】
前記予想プロセスにおいて、前記式1および前記式2により求まるt2
Al
値が(t2
Al
-T2
Al
)/T2
Al
≦|0.03|を満たすt1
Al
値を前記アルミニウム材の狙い厚さT1
Al
として設定する、請求項1に記載のアルミニウム材を適用したクラッド材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
この発明は、クラッド材の製造方法に関し、詳しくは、アルミニウム材を用いるクラッド材の製造方法に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
従来、アルミニウム材を用いるクラッド材として、たとえば、アルミニウム材と銅材との圧延接合により形成されたクラッド材(以下、「Al/Cuクラッド材」という。)や、アルミニウム材とステンレス鋼材との圧延接合により形成されたクラッド材(以下、「Al/SUSクラッド材」という。)などが知られている。
【0003】
Al/Cuクラッド材は、導電性部品として多く実用され、最近、たとえば、HEV(Hybrid Electric Vehicle)、EV(Electric Vehicle)などの車載用LIB(Lithium-Ion Battery)の端子(特許文献1参照)や、端子とバスバーとを接続する導電部材(特許文献2参照)などに実用されている。また、Al/SUSクラッド材は、機械的強さを確保しながら軽量化を図る構造用部品として多く実用され、近年、たとえば、スマートデバイス用シャーシ(特許文献3参照)などにも実用されている。
【0004】
たとえば、特許文献1には、Al/Cuクラッド材から成る電池用端子の構成例が開示されている。また、特許文献2には、Al/Cuクラッド材から成る接続用導電部材の構成例が開示されている。また、特許文献3には、アルミニウム材の表裏にステンレス鋼材が圧延接合されたAl/SUSクラッド材から成る複合材を、携帯機器のシャーシとして用いた構成例が開示されている。
【先行技術文献】
【特許文献】
【0005】
特許第6070490号公報
特許第6071990号公報
特許第7067151号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記特許文献1~3には開示されていないが、アルミニウム材を用いるクラッド材において、アルミニウム材と他の金属材との厚さ比が圧延接合の前後で異なることがある。このような圧延接合の前後で厚さ比が異なる現象は、圧延接合時に、アルミニウム材の塑性変形が、同等の相当ひずみに対する相当応力が大きい他の金属材よりも優先的に進むためであると考えられる。上記の現象が生じた場合、クラッド材を構成するアルミニウム層の厚さが設計値(狙い値)よりも小さくなるので好ましくない。
【0007】
これまでのところ、アルミニウム材を用いるクラッド材に観られる圧延接合の前後で厚さ比が異なる現象に関し、クラッド材を構成するアルミニウム層の厚さを高精度に予測または予想する方法を開示する文献等は知られていない。そのため、アルミニウム材を用いるクラッド材では、通常、製造実績データに基づいて圧延接合後のアルミニウム層の厚さの予想を行う必要があった。しかしながら、製造実績データを持たない新規品を開発する場合、実験や試作を幾度も繰り返し行って適切な製造条件を見出す必要があった。そのため、製造実績データを持たない新規品の場合、その設計工数や実験・試作の費用の増大に起因して、市場への早期かつ安価な提供を行うことが困難であった。
【0008】
この発明は、上記のような課題を解決するためになされたものであり、この発明の1つの目的は、圧延接合後のアルミニウム層の厚さを高精度に予想するためのプロセスを導入し、アルミニウム材を用いるクラッド材の新規品の開発において、設計工数や実験・試作の費用の削減を可能とする、クラッド材の製造方法を提供することである。
【課題を解決するための手段】
【0009】
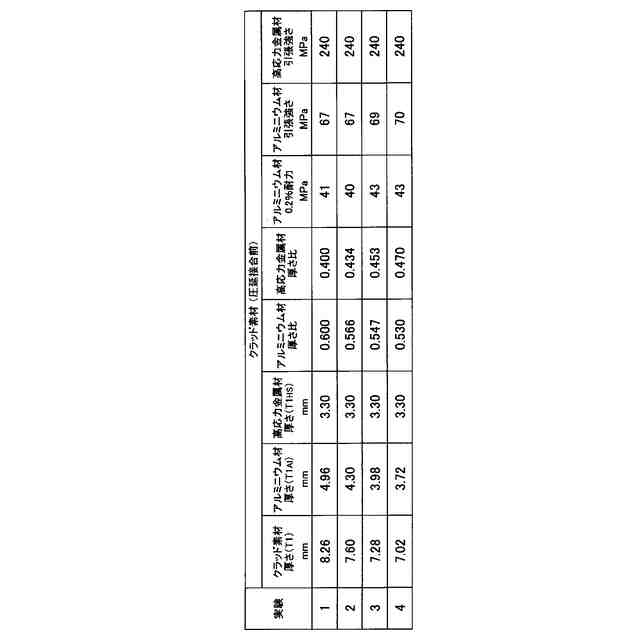
発明者は、クラッド素材(アルミニウム材、他の金属材)の機械的特性およびクラッド素材の圧延接合時の挙動を十分に精査した。そして、圧延接合時のクラッド素材のひずみエネルギーなどに着目し、圧延接合後のアルミニウム層の厚さを高精度に予想するプロセスを見出し、この発明に想到した。
【0010】
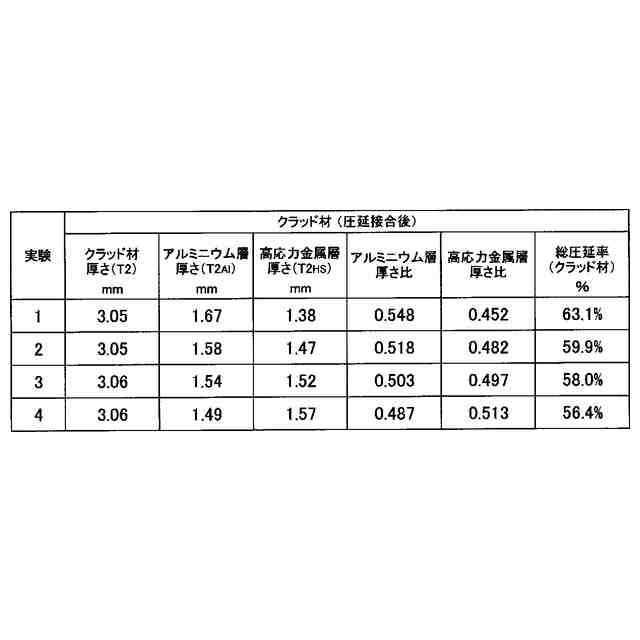
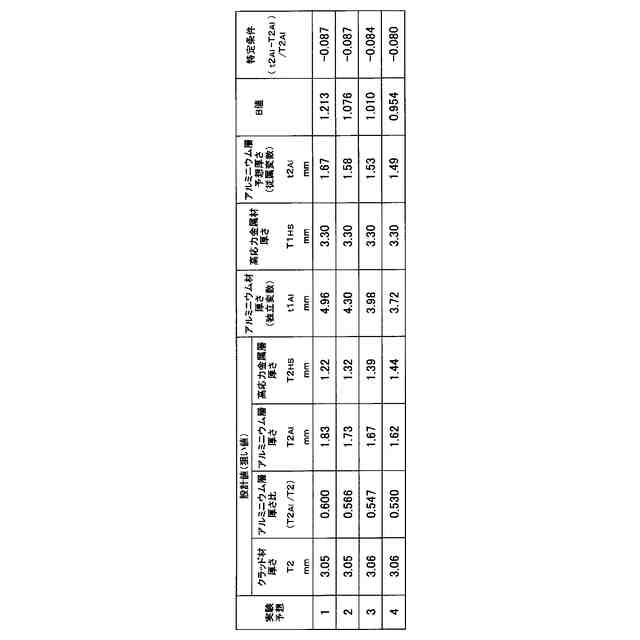
この発明に係るクラッド材の製造方法は、アルミニウムまたはアルミニウム合金から成るアルミニウム材と、同等の相当ひずみに対する相当応力が前記アルミニウム材よりも大きい金属から成る高応力金属材とを、厚さ方向に積層した状態で圧延接合を行うことにより、前記アルミニウム材から成るアルミニウム層と、前記高応力金属材から成る高応力金属層とを有するクラッド材を形成する圧延接合プロセスと、前記アルミニウム材の狙い厚さおよび前記圧延接合の総圧延率を設定する予想プロセスと、を含み、前記予想プロセスにおいて、前記アルミニウム材の想定厚さを独立変数t1
Al
とし、前記アルミニウム層の予想厚さを従属変数t2
Al
として、式1および式2により求まるt2
Al
値が(t2
Al
-T2
Al
)/T2
Al
≦|0.05|を満たすt1
Al
値を前記アルミニウム材の狙い厚さT1
Al
として設定し、式3により求まるRL値を前記圧延接合の総圧延率として設定する。
但し、式1: t2
Al
=(T2
Al
+T2
HS
)×B/(B+1)
式2: B=t1
Al
×(U
Al
/U
HS
)
式3: RL=1-(T2
Al
+T2
HS
)/(T1
Al
+T1
HS
)
であり、
T1
HS
: 圧延接合前の高応力金属材の厚さ
T2
Al
: 圧延接合後のアルミニウム層の厚さ
T2
HS
: 圧延接合後の高応力金属層の厚さ
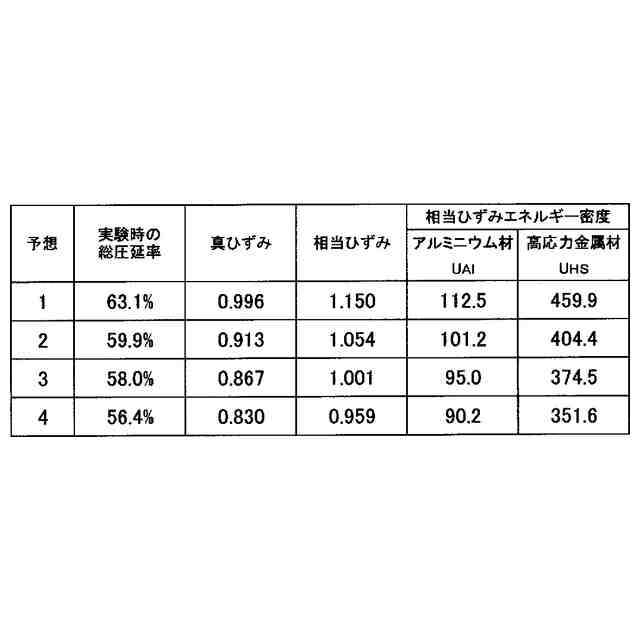
U
Al
: 圧延接合時のアルミニウム材の相当ひずみエネルギー密度
U
HS
: 圧延接合時の高応力金属材の相当ひずみエネルギー密度
である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社不二越
ドリル
11日前
日東精工株式会社
ねじ締め機
15日前
日東精工株式会社
ねじ締め装置
1か月前
株式会社FUJI
工作機械
1か月前
有限会社 ナプラ
金属粒子
1か月前
日東精工株式会社
多軸ねじ締め機
15日前
株式会社FUJI
工作機械
18日前
株式会社ダイヘン
積層造形溶接方法
2か月前
トヨタ自動車株式会社
接合方法
9日前
株式会社ナベヤ
締結装置
2か月前
ブラザー工業株式会社
工作機械
16日前
ブラザー工業株式会社
工作機械
16日前
株式会社FUJI
チャック装置
28日前
オークマ株式会社
工作機械
1か月前
オークマ株式会社
診断装置
1か月前
オークマ株式会社
工作機械
1か月前
大肯精密株式会社
自動送り穿孔機
9日前
株式会社コスメック
クランプ装置
23日前
株式会社コスメック
クランプ装置
1か月前
株式会社プロテリアル
金属箔の溶接方法
15日前
株式会社ダイヘン
溶接装置
8日前
ビアメカニクス株式会社
レーザ加工装置
15日前
大和ハウス工業株式会社
溶接方法
1か月前
株式会社不二越
管用テーパタップ
17日前
津田駒工業株式会社
2連回転割出し装置
1か月前
株式会社不二越
スカイビングカッタ
10日前
オーエスジー株式会社
ドリル
24日前
スター精密株式会社
工作機械
1か月前
トヨタ自動車株式会社
レーザ加工機
29日前
株式会社不二越
通り穴加工用タップ
1日前
豊田鉄工株式会社
レーザー溶接装置
1か月前
株式会社マキタ
ジグソー
1か月前
アサダ株式会社
バンドソー装置
28日前
エンシュウ株式会社
摩擦撹拌接合装置
23日前
株式会社ダイヘン
サブマージアーク溶接装置
29日前
アサダ株式会社
バンドソー装置
28日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































