TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024168692
公報種別
公開特許公報(A)
公開日
2024-12-05
出願番号
2023085574
出願日
2023-05-24
発明の名称
抵抗溶接機
出願人
株式会社ヤマダスポット
代理人
個人
主分類
B23K
11/24 20060101AFI20241128BHJP(工作機械;他に分類されない金属加工)
要約
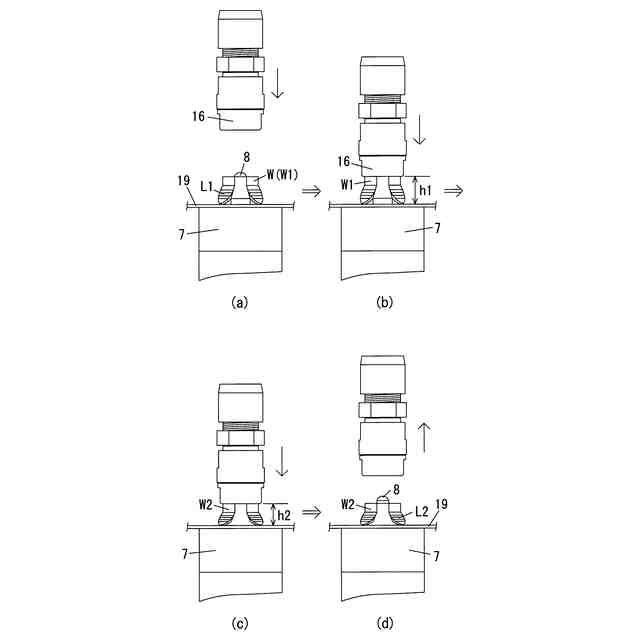
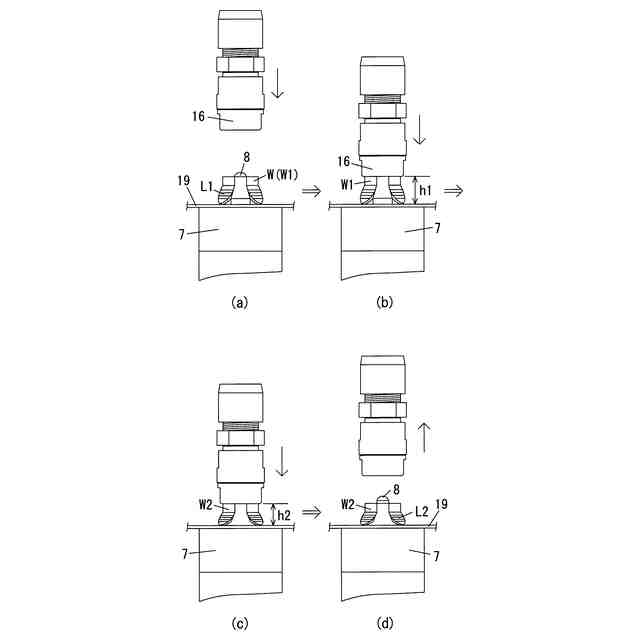
【課題】ワークの母材への溶着の沈み量を検出できるようにした抵抗溶接機を提供する。
【解決手段】ガイドピン付き下部電極7上に母材19及び溶接用突起付きワークW1を載置し、上部電極16を降下させ、上下電極16,7間に通電してワークを母材19に溶着する抵抗溶接機であって、下部電極7上の母材19上にワークW1をセットした際の高さh1を計測し、通電して溶着後の高さh2を計測してワークの沈み量h1-h2を検出する検出器を備えてなる。溶着後の沈み量の測定は最も沈んだ時点の値を計測するようにする。沈み量は0.01mmの分解能で計測するようにする。
【選択図】図2
特許請求の範囲
【請求項1】
ガイドピン付き下部電極上に母材及び溶接用突起付きワークを載置し、上部電極を降下させ、上下電極間に通電してワークを母材に溶着する抵抗溶接機であって、下部電極上の母材上にワークをセットした際の高さを計測し、通電して溶着後の高さを計測してワークの沈み量を検出する検出器を備えてなることを特徴とする抵抗溶接機。
続きを表示(約 100 文字)
【請求項2】
溶着後の沈み量の測定は最も沈んだ時点の値を計測する請求項1に記載の抵抗溶接機。
【請求項3】
沈み量は0.01mmの分解能で計測する請求項1又は2に記載の抵抗溶接機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、母材にナット、ボルト等の小物部品を溶着する抵抗溶接機に関するものである。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
下面に溶着用の突起を有するワーク、例えばナットを母材に溶着する際は、該ナットを、その突起が母材に当接するように上下の向きを決めて母材に載置する必要がある。近年では、省力化を図ったり生産性を高めるために、ワークをパーツフィーダで母材に供給するようにしている。該パーツフィーダはワークの向きが正常となるように配慮されているものの、何らかの原因で上下の向きが反転されて母材に載置されることがある。
ところで、従来の抵抗溶接機として特許文献1があった。即ち、母材に載置されたワークに上部電極を当接させて該ワークの高さを計測する高さ計測部と、空気供給源から供給された圧縮空気を前記上部電極の軸心部から前記ワークに向けて噴出する空気噴出路と、該空気噴出路の圧力を検知する圧力センサとを設け、前記高さ計測部及び圧力センサのデータを入力して前記電極への通電の「要・否」を判定する判定部を設け、判定部で「要」と判定された際にのみ電極に通電するものである。
【0003】
前記従来のものは、母材に載置されたワークの高さが異なっていたり、反転載置あるいは位置ずれした際に、該ワークの溶着を阻止することができる。
また、マイコン制御により、通電の電流値や通電時間が設定範囲内にあるか否かを判別する制御は従来から行われている。
しかし、抵抗溶接機(スポット溶接機)において、ワークを母材に溶着した際のワークの沈み量(溶着用突起の沈み量)を検出する装置は従来存在しなかった。
装置の故障等何らかの原因により、ワークの溶着の沈み量が不十分であると溶着強度が不足し剥がれ等を引き起こし不良品となる。一方、ワークの溶着の沈み量が過度であると、ワークがナットの場合、ナットのネジ山がつぶれてボルトをねじ込み困難となる不具合を来す。
このため、溶着の沈み量には適正な範囲があり、これを検出できる装置が望まれていた。
【先行技術文献】
【特許文献】
【0004】
特開2010-94727号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
そこで、本発明は、ワークの母材への溶着の沈み量を検出できるようにした抵抗溶接機を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記課題を解決するために、請求項1に係る抵抗溶接機は、ガイドピン付き下部電極上に母材及び溶接用突起付きワークを載置し、上部電極を降下させ、上下電極間に通電してワークを母材に溶着する抵抗溶接機であって、下部電極上の母材上にワークをセットした際の高さを計測し、通電して溶着後の高さを計測してワークの沈み量を検出する検出器を備えてなること、を特徴としている。
請求項2に係る発明は、溶着後の沈み量の測定は最も沈んだ時点の値を計測するようにしたものである。
請求項3に係る発明は、沈み量は0.01mmの分解能で計測するようにしたものである。
【発明の効果】
【0007】
請求項1に係る発明によれば、下部電極上の母材上にワークをセットした際の高さを計測し、通電して溶着後の高さを計測してワークの沈み量を検出する検出器を備えてなるので、適正な沈み量の範囲にあるか否かの検出が可能となり、溶着不良による不良品の検出が容易になる。
請求項2に係る発明によれば、溶着後の沈み量の測定は最も沈んだ時点の値を計測するようにしたので、正確な沈み量の計測が可能となる。
請求項3に係る発明によれば、沈み量は0.01mmの分解能で計測するようにしたので、溶着の沈み量が適正な範囲にあるか否かの検出が可能となる。
【図面の簡単な説明】
【0008】
本発明の実施例を示す斜視図である。
下部電極上に載置した母材及びワークに上部電極を降下させ通電して母材上にワークを溶着させる様子を示す要部拡大説明図である。
沈み量の検出器と上部電極との連動の様子を示す要部正面図である。
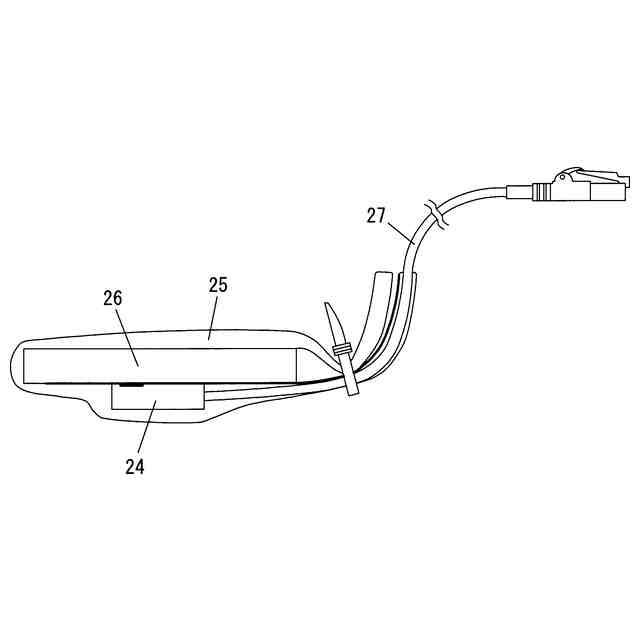
溶着後の計測タイミングを検出する測定器の概略説明図である。
【発明を実施するための形態】
【0009】
以下、本発明の実施の形態を図面に基づいて具体的に説明する。図1において、1は抵抗溶接機(スポット溶接機)であり、機台2に上部アーム3と下部アーム4とを上下に離間させて正面方向(図1において左方)に突出固定し、下部アーム4の先端部に下部クランプ5を介して棒状の下部電極ホルダ6を挟持固定し、該下部電極ホルダ6の上部に下部電極7を取り付ける。該下部電極7の上部軸心部に、先端が円錐状の頂部を有するガイドピン8を出没可能に取り付けるとともに、該ガイドピン8をバネ(図示せず)により上方に向けて突出付勢する。
【0010】
前記上部アーム3の先端部にシリンダ10を下方に向けて取付けるとともに、そのロッド11を上部アーム3から下方に突出させ、該ロッド11の下端部に支持具12を介して上部クランプ13を固定し、該上部クランプ13に棒状の上部電極ホルダ15を上下に向けて固定し、該上部電極ホルダ15の下端部に上部電極16を前記下部電極7と対向させて固定する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
タップ
6か月前
個人
フライス盤
2か月前
個人
加工機
6か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
5か月前
株式会社不二越
ドリル
6か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社北川鉄工所
回転装置
5か月前
株式会社不二越
ドリル
7か月前
日東精工株式会社
ねじ締め機
7か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め機
5か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め装置
4か月前
キヤノン電子株式会社
加工装置
7日前
日東精工株式会社
ねじ締め装置
1か月前
ダイニチ工業株式会社
配膳治具
10日前
株式会社ダイヘン
溶接電源装置
3か月前
株式会社ダイヘン
溶接電源装置
3か月前
株式会社ダイヘン
溶接電源装置
3か月前
株式会社FUJI
工作機械
4か月前
株式会社FUJI
工作機械
1か月前
日東精工株式会社
多軸ねじ締め機
7か月前
株式会社FUJI
工作機械
4か月前
日東精工株式会社
ねじ整列トレー
2日前
株式会社FUJI
工作機械
1か月前
個人
切削油供給装置
2か月前
中国電力株式会社
養生シート
29日前
株式会社アンド
半田付け方法
6か月前
株式会社ダイヘン
多層盛り溶接方法
6か月前
個人
型枠製造装置のフレーム
1か月前
エフ・ピー・ツール株式会社
リーマ
6か月前
株式会社富田製作所
支持構造
15日前
日進工具株式会社
エンドミル
6か月前
株式会社アンド
半田付け方法
2か月前
睦月電機株式会社
金属表面処理方法
7日前
株式会社アンド
半田付け方法
6か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ

































