TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025001068
公報種別
公開特許公報(A)
公開日
2025-01-08
出願番号
2023100422
出願日
2023-06-20
発明の名称
工具の製造方法
出願人
株式会社不二越
代理人
個人
,
個人
主分類
B23P
15/28 20060101AFI20241225BHJP(工作機械;他に分類されない金属加工)
要約
【課題】ドリル,エンドミル,タップなどの工具の製造方法を提供する。
【解決手段】
本発明の工具の製造方法は、工具基材の表面に対して樹脂を含有した投射材を用いたショットブラスト処理を行う第1工程、この第1工程後に過酸化水素水を含む液体に工具基材を浸漬する第2工程、この第2工程後に工具基材の表面に硬質皮膜を被覆する第3工程から形成する。また、この第2工程と第3工程との間に、工具基材に付着した過酸化水素水を含む液体を洗浄する中間工程をさらに追加することもできる。
【選択図】図2
特許請求の範囲
【請求項1】
工具基材の表面に対して樹脂を含有した投射材を用いてショットブラスト処理を行う第1工程と、前記第1工程後に過酸化水素水を含む液体に前記工具基材を浸漬する第2工程と、前記第2工程後に前記工具基材の表面に硬質皮膜を被覆する第3工程と、を有することを特徴とする工具の製造方法。
続きを表示(約 310 文字)
【請求項2】
前記投射材には、少なくともダイヤモンドまたは炭化ケイ素のいずれかをさらに含有していることを特徴とする請求項1に記載の工具の製造方法。
【請求項3】
前記工具は、転造加工用工具であることを特徴とする請求項2に記載の工具の製造方法。
【請求項4】
前記第2工程と前記第3工程との間に、前記工具基材に付着した前記過酸化水素水を含む液体を洗浄する中間工程をさらに有していることを特徴とする請求項2または請求項3に記載の工具の製造方法。
【請求項5】
前記工具基材は、高速度工具鋼または合金鋼のいずれかであることを特徴とする請求項4に記載の工具の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ドリル,エンドミル,タップなど工具の製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
一般的には、ドリル等の工具には表面に硬質皮膜を被覆(コーティング)する。これらの硬質皮膜を被覆する前に、各種材質の投射材を用いたショットブラスト処理を行うことで工具の表面に対して研磨加工を行い、できる限り平滑な表面に整えておく。これは、コーティング工程において、工具基材の表面性状(表面粗さ)がそのまま硬質皮膜の性状に表れるからである(特許文献1ないし3参照)。この時、投射材の材質に柔らかい樹脂を使用することで、ショットブラスト処理による衝撃を吸収して、工具基材の表面を傷つけずに表面を滑走させることができる。
【先行技術文献】
【特許文献】
【0003】
特開2007-268656号公報
特開2018-001144号公報
特開2021-074654号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、ショットブラスト処理に使用する投射材(メディア)に樹脂が含有されていると、樹脂が柔らかいので、工具基材の表面を滑走する時に樹脂が削れたり、ショットブラスト処理の衝撃で樹脂が砕けたりすることで、樹脂が工具基材に付着した状態になる。結果として、工具基材の表面に分散した細かな樹脂がコーティング工程にて、残存することで硬質皮膜の表面性状に大きな影響を及ぼしていた。また、残存した樹脂がコーティング工程にてガスを発生させて、異常放電を誘発し、工具基材の表面を傷つけてしまっていた。
【0005】
そこで、本発明は表面に被覆する硬質皮膜の表面を平滑にできる工具の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0006】
前述した課題を解決するために、本発明の工具の製造方法は、工具基材の表面に対して樹脂を含有した投射材を用いてショットブラスト処理を行う第1工程、過酸化水素水を含む液体に工具基材を浸漬する第2工程および工具基材の表面に硬質皮膜を被覆する第3工程から形成する。なお、投射材については、ダイヤモンドまたは炭化ケイ素(SiC)のいずれかの物質をさらに含有しても構わない。また、第2工程と第3工程の間に工具基材の表面に付着した過酸化水素水を含む液体を洗浄する中間工程を追加しても良い。
【発明の効果】
【0007】
本発明の工具の製造方法は、高速度工具鋼や合金鋼などの工具基材の表面に対して、樹脂を含有した投射材を用いてショットブラスト処理を行った場合に工具基材の表面に付着する汚れを過酸化水素水が含まれる液体で除去する点に特徴がある。
【0008】
すなわち、過酸化水素水の還元反応で洗浄対象である工具基材と汚れの隙間から気泡を発生させることで、汚れである付着物を剥がすことができる。そのため、後工程である工具基材の表面に硬質皮膜を被覆する第3工程では、工具基材の表面が十分に清浄されているので工具基材と硬質皮膜の密着性が高まり、平滑な硬質皮膜の表面が確保できる。
【図面の簡単な説明】
【0009】
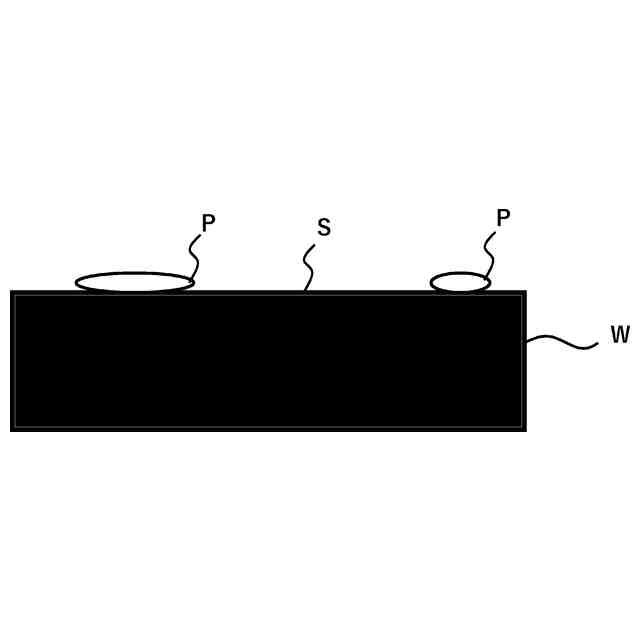
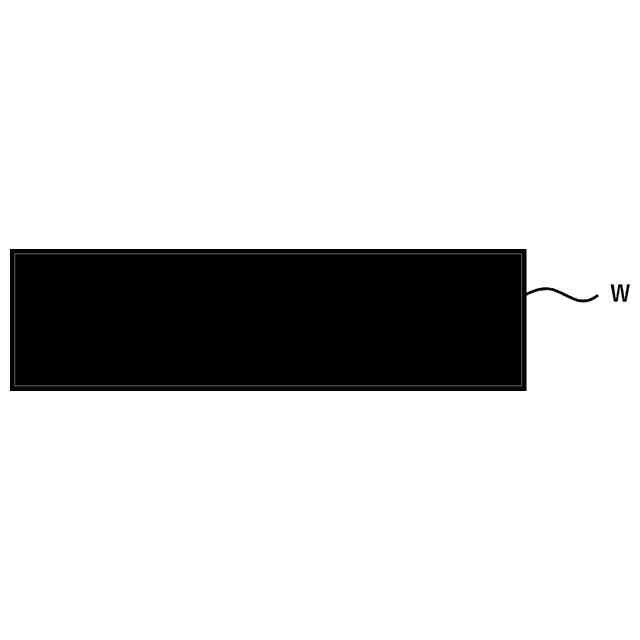
第1工程後の工具基材Wの表面状態を示す模式図である。
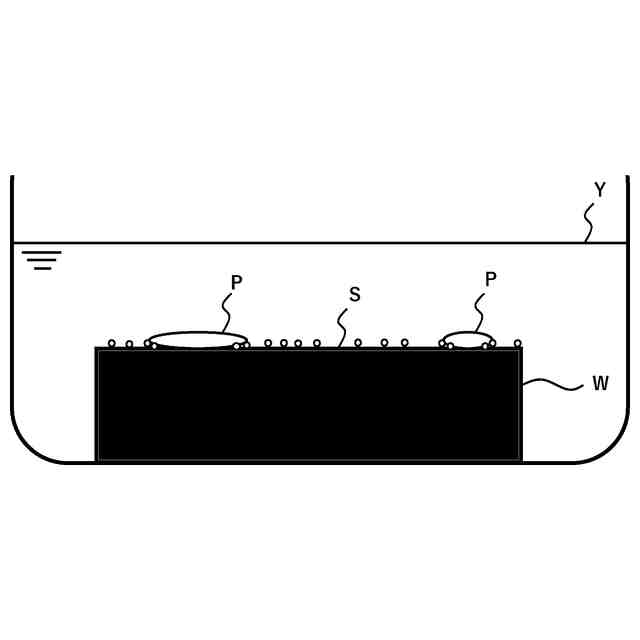
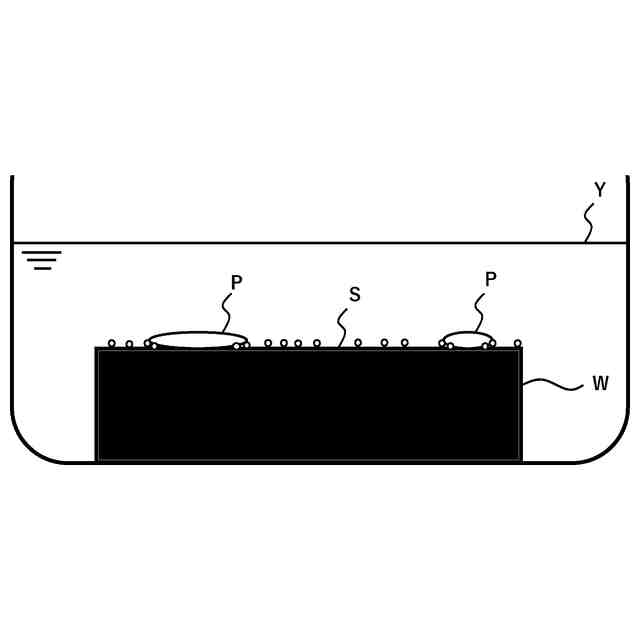
第2工程における工具基材Wの表面状態を示す模式図である。
第2工程後の工具基材Wの表面状態を示す模式図である。
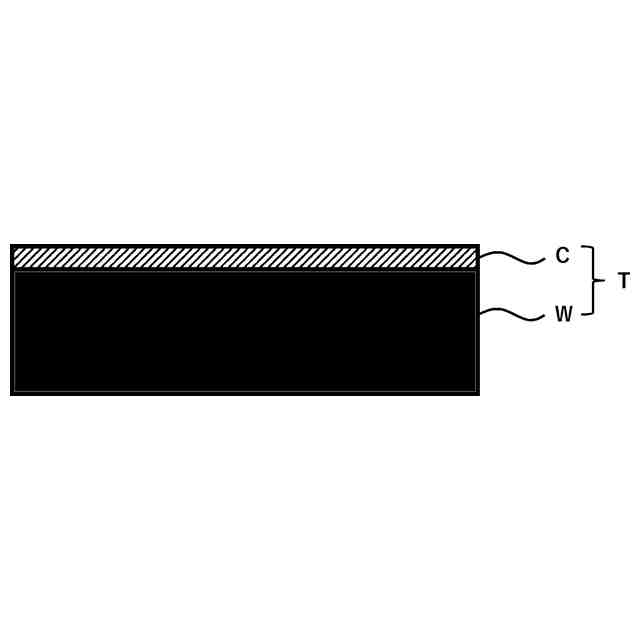
第3工程後の工具Tの表面状態を示す模式図である。
【発明を実施するための形態】
【0010】
本発明の工具の製造方法の一実施形態について図面を用いて以下に説明する。本発明の工具の製造方法の第1工程後の工具基材Wの表面状態を示す模式図を図1、第2工程における工具基材Wの表面状態を示す模式図を図2、第2工程後の工具基材Wの表面状態を示す模式図を図3、第3工程後の工具Tの表面状態を示す模式図を図4にそれぞれ示す。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社不二越
塗布装置
今日
株式会社不二越
軸受付き歯車
19日前
株式会社不二越
管用テーパタップ
12日前
株式会社不二越
軸受用冠型保持器
19日前
株式会社不二越
パイロット型電磁弁
5日前
株式会社不二越
電食防止転がり軸受
19日前
株式会社不二越
インタラップタップ
19日前
株式会社不二越
ロボットビジョンシステム
12日前
個人
スラッジ除去装置
1か月前
株式会社FUJI
工作機械
15日前
株式会社FUJI
工作機械
1か月前
個人
複合金属回転式ホーン
1か月前
株式会社ダイヘン
積層造形溶接方法
19日前
トヨタ自動車株式会社
積層コア
2か月前
トヨタ自動車株式会社
取付装置
1か月前
株式会社ツガミ
工作機械
1か月前
トヨタ自動車株式会社
検査方法
1か月前
株式会社ツガミ
工作機械
1か月前
株式会社ナベヤ
締結装置
19日前
株式会社トーキン
溶接用トーチ
1か月前
株式会社オーエム製作所
工作機械
1か月前
オークマ株式会社
工作機械
5日前
株式会社不二越
歯車研削盤
27日前
株式会社メドメタレックス
ドリル
2か月前
株式会社不二越
歯車加工機
3か月前
オークマ株式会社
診断装置
5日前
大和ハウス工業株式会社
溶接方法
今日
株式会社ダイヘン
溶接トーチ
1か月前
株式会社ダイヘン
溶接トーチ
1か月前
トヨタ自動車株式会社
位相測定方法
2か月前
サムテック株式会社
加工物製造方法
2か月前
株式会社FUJI
自動化用パレット
2か月前
三菱電機株式会社
ねじ取り出し装置
1か月前
株式会社関本管工
エルボ管保持装置
1か月前
工機ホールディングス株式会社
作業機
3か月前
トヨタ自動車株式会社
銅線の接合方法
19日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ