TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025024849
公報種別
公開特許公報(A)
公開日
2025-02-21
出願番号
2023129180
出願日
2023-08-08
発明の名称
インタラップタップ
出願人
株式会社不二越
代理人
個人
,
個人
主分類
B23G
5/06 20060101AFI20250214BHJP(工作機械;他に分類されない金属加工)
要約
【課題】本発明では食付き部の切れ刃の摩耗を低減しながら、被削材テーパねじ部のシール性能を確保して、加工面のムシレを抑制するインタラップタップを提供する。
【解決手段】
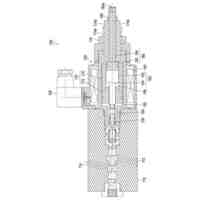
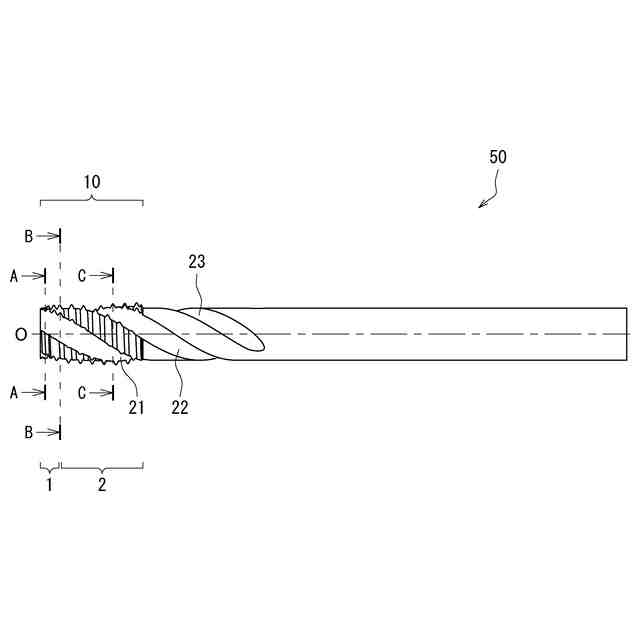
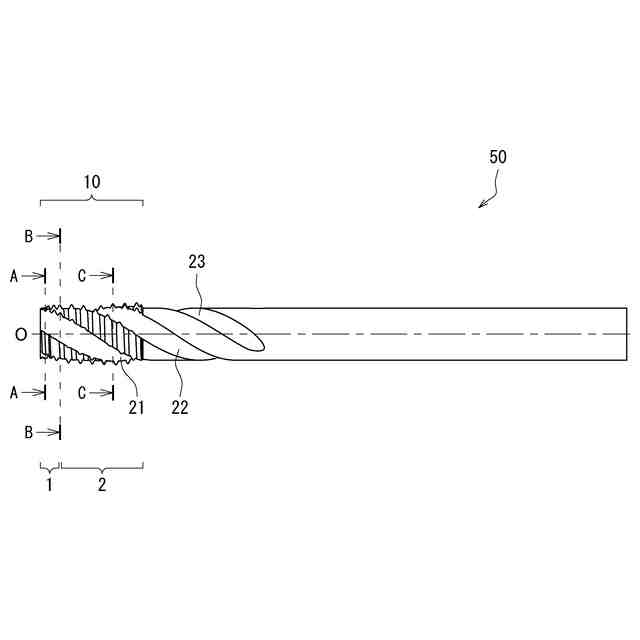
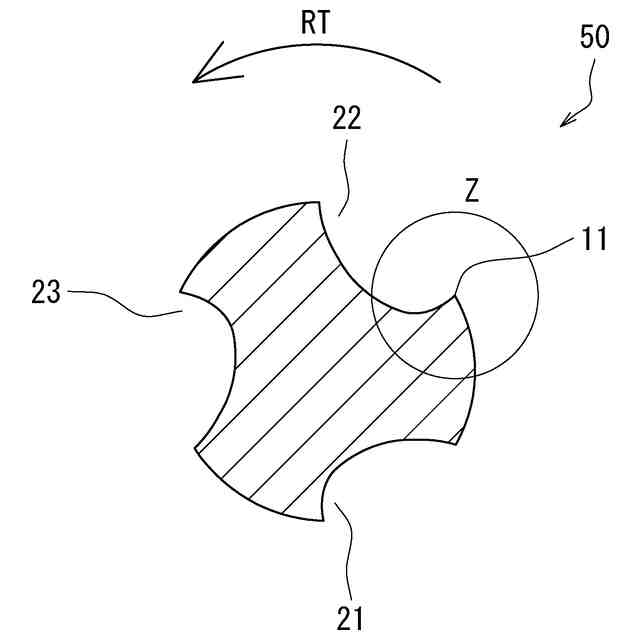
食付き部1および完全山テーパ部2を有するらせん状のねじ部10と、ねじ部10を分断するように形成された3条の溝21~23と、を備えており、各ランドのねじ山を1山とびに取り除いたインタラップタップ50において、少なくとも食付き部1の切れ刃の刃先を丸み処理する。また、完全山テーパ部2における一部の切れ刃の刃先も丸み処理して構わない。
【選択図】図2
特許請求の範囲
【請求項1】
食付き部および完全山テーパ部を有するらせん状のねじ部と、前記ねじ部を分断するように形成された3条の溝と、を備えており、各ランドのねじ山を1山とびに取り除いたインタラップタップにおいて、前記食付き部の切れ刃の刃先が丸み処理されていることを特徴とするインタラップタップ。
続きを表示(約 340 文字)
【請求項2】
さらに、前記完全山テーパ部における一部の切れ刃の刃先が丸み処理されていることを特徴とする請求項1に記載のインタラップタップ。
【請求項3】
前記インタラップタップの長手方向の断面視において、前記食付き部の切れ刃の丸み処理されている刃先の曲率半径は、前記完全山テーパ部における一部の切れ刃の丸み処理されている刃先の曲率半径よりも大きいことを特徴とする請求項3に記載のインタラップタップ。
【請求項4】
前記食付き部の切れ刃の丸み処理されている刃先の曲率半径は20μm以上であり、かつ前記完全山テーパ部における一部の切れ刃の丸み処理されている刃先の曲率半径は10μm以上であることを特徴とする請求項3に記載のインタラップタップ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被削材に対して切削加工によりねじ穴を形成するインタラップタップに関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
従来、管用テーパタップは、完全山テーパ部の切れ刃による被削材への切り込み量は約4~11μm程度であることから、切れ刃と被削材は擦れた状態で切削加工が進み、加工面にはムシレが発生しやすい傾向であった。
【0003】
この加工面のムシレが発生する問題に対して、切れ刃全体に対して刃先のみを丸め加工(R面取り加工)することで、切れ刃の微少チッピングを抑制し、被削材の加工面におけるムシレを抑制できる。また、完全山テーパ部の切れ刃を部分的に間引いて形成されたタップである「インタラップタップ」がある。これは、一般的な管用テーパタップに比べて、完全山テーパ部の切れ刃の数が少ないので、1刃当たりの切削加工時の被削材に対する切り込み量が大きいので、加工面のムシレが発生しがたい(特許文献1および2参照)。
【先行技術文献】
【特許文献】
【0004】
特許第5816368号公報
特許第5756562号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、食付き部の切れ刃の刃先を丸め加工処理することで切れ刃の欠けを抑制し、一定程度のムシレ抑制効果があるが、完全山テーパ部の切れ刃全体の刃先も丸め加工処理を行うと、切削加工時の切り込み量(切り込み深さ)よりも刃先の丸め量が大きくなると、ムシレを抑制できる効果が減少するという問題があった。
【0006】
また、インタラップタップは、1切れ刃当たりの被削材に対する切り込み量が大きくなるために、一般的な管用テーパタップに比べて切れ刃の数が少ないので、ストップマークによる段差が大きくなり、被削材テーパねじ部のシール性が損なわれやすいという問題があった。
【0007】
そこで、本発明では食付き部の切れ刃の摩耗を低減しながら、被削材テーパねじ部のシール性能を確保して、加工面のムシレを抑制するインタラップタップを提供することを課題とする。
【課題を解決するための手段】
【0008】
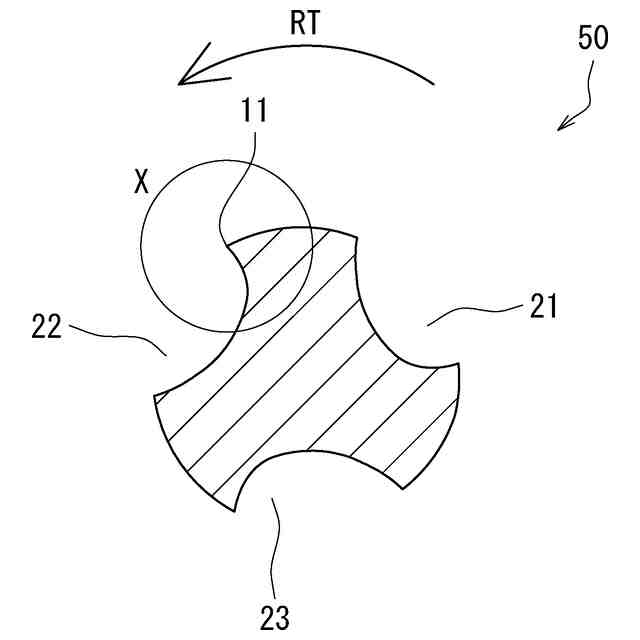
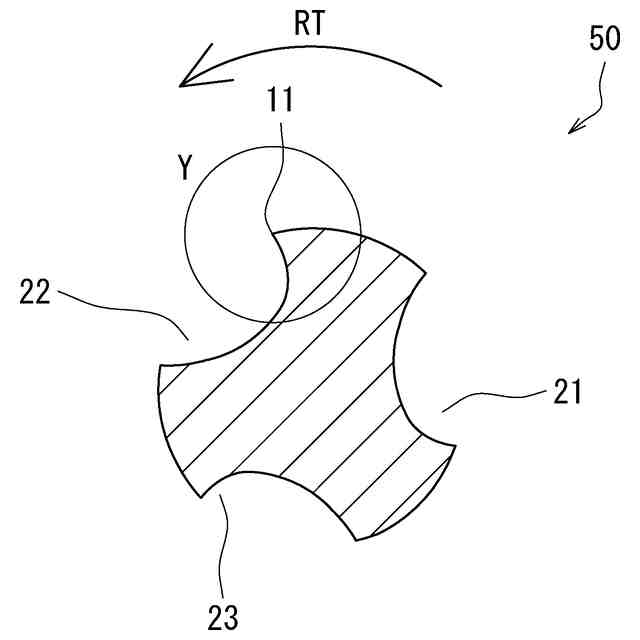
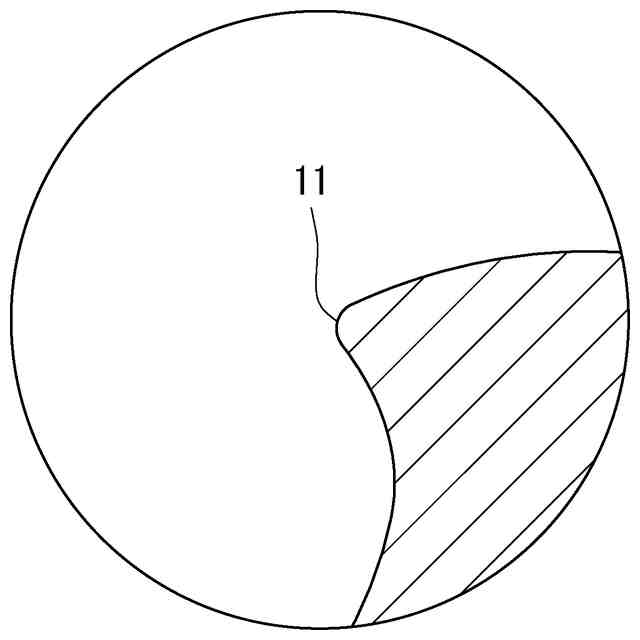
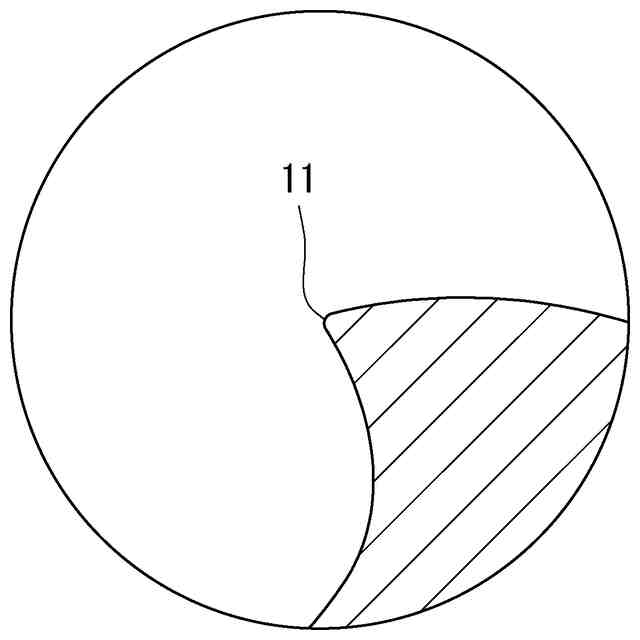
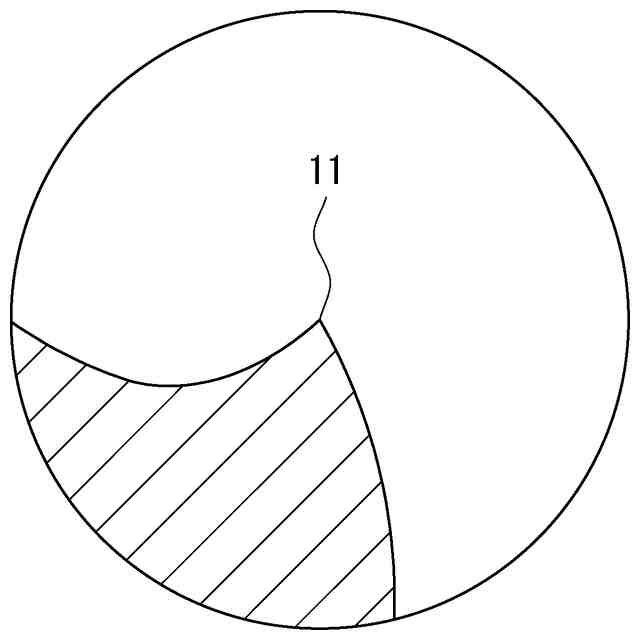
前述した課題を解決するために、本発明は食付き部および完全山テーパ部を有するらせん状のねじ部と、このねじ部を分断するように形成された3条の溝(ねじれ溝)を備えており、各ランドのねじ山を1山とびに取り除いたインタラップタップにおいて、食付き部の切れ刃の刃先に丸み処理を行う。このとき、完全山テーパ部における一部の切れ刃の刃先も合わせて丸み処理しても構わない。
【0009】
また、インタラップタップの長手方向(軸方向)に平行な断面視にて、食付き部の切れ刃の刃先の曲率半径を完全山テーパ部における一部の切れ刃の刃先の曲率半径よりも大きくできる。例えば、食付き部の切れ刃の刃先の曲率半径は20μm以上として、かつ完全山テーパ部における一部の切れ刃の刃先の曲率半径は10μm以上とすることもできる。
【発明の効果】
【0010】
本発明のインタラップタップにより、食付き部の切れ刃の摩耗を低減し、被削材テーパねじ部のシール性能を確保して、加工面のムシレを抑制できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社不二越
ロボット
10日前
株式会社不二越
射出成形機
4日前
株式会社不二越
二段圧力制御弁
2日前
株式会社不二越
ロボット操作装置
9日前
株式会社不二越
転造加工用平ダイス
5日前
株式会社不二越
学習処理装置及び学習処理プログラム
2日前
株式会社不二越
入出力信号保持装置及び入出力信号保持装置システム
4日前
個人
スラッジ除去装置
2か月前
日東精工株式会社
ねじ締め装置
24日前
株式会社FUJI
工作機械
1か月前
有限会社 ナプラ
金属粒子
19日前
個人
複合金属回転式ホーン
2か月前
株式会社FUJI
工作機械
2か月前
株式会社ダイヘン
積層造形溶接方法
1か月前
株式会社FUJI
チャック装置
9日前
株式会社ナベヤ
締結装置
1か月前
株式会社ツガミ
工作機械
2か月前
株式会社トーキン
溶接用トーチ
2か月前
トヨタ自動車株式会社
取付装置
2か月前
トヨタ自動車株式会社
検査方法
2か月前
株式会社コスメック
クランプ装置
4日前
オークマ株式会社
診断装置
1か月前
株式会社不二越
歯車研削盤
1か月前
津田駒工業株式会社
2連回転割出し装置
19日前
大和ハウス工業株式会社
溶接方法
25日前
オークマ株式会社
工作機械
18日前
株式会社コスメック
クランプ装置
13日前
オークマ株式会社
工作機械
1か月前
株式会社関本管工
エルボ管保持装置
2か月前
トヨタ自動車株式会社
レーザ加工機
10日前
オーエスジー株式会社
ドリル
5日前
株式会社ダイヘン
溶接トーチ
2か月前
株式会社ダイヘン
溶接トーチ
2か月前
スター精密株式会社
工作機械
24日前
豊田鉄工株式会社
レーザー溶接装置
20日前
株式会社プロテリアル
クラッド材の製造方法
19日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ