TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025001714
公報種別
公開特許公報(A)
公開日
2025-01-09
出願番号
2023101344
出願日
2023-06-21
発明の名称
加工物製造方法
出願人
サムテック株式会社
代理人
個人
主分類
B23Q
3/08 20060101AFI20241226BHJP(工作機械;他に分類されない金属加工)
要約
【課題】傷が生じることを抑制して非磁性体の被加工物を簡便にかつ確実に固定し、機械加工を施して加工物を製造することができる製造方法を提供する。
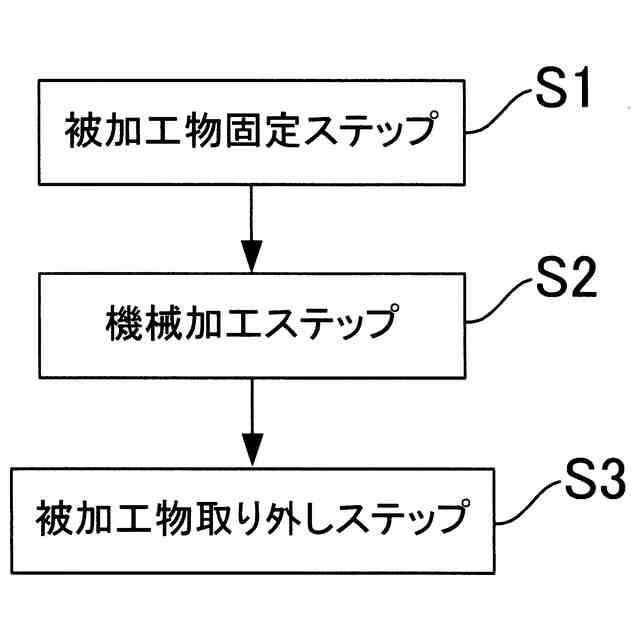
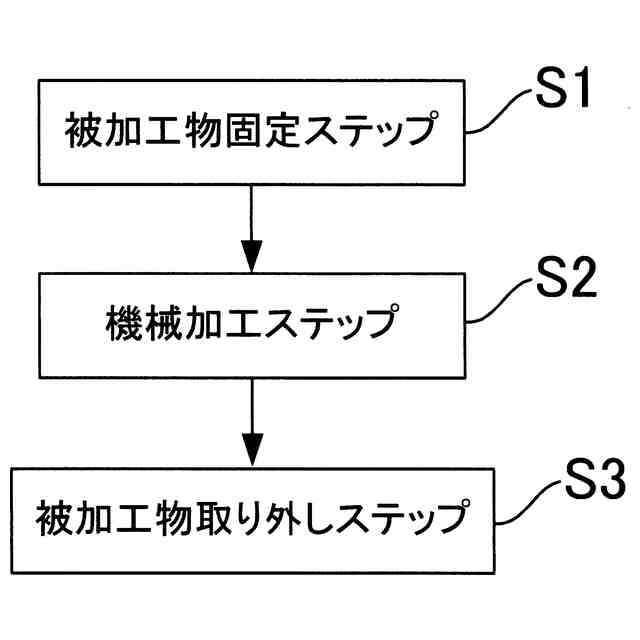
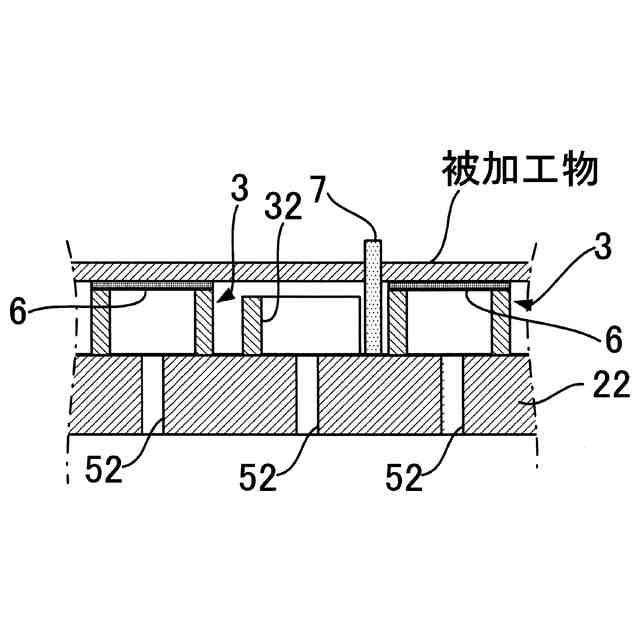
【解決手段】非磁性体の加工物を製造する加工物製造方法であって、非磁性体の被加工物を固定台に固定する被加工物固定ステップと、前記固定台に固定された前記被加工物に対して機械加工を施す機械加工ステップとを備えており、前記被加工物固定ステップは、前記固定台上において配置される粘着テープを介して前記被加工物を固定することを特徴とする加工物製造方法。
【選択図】図1
特許請求の範囲
【請求項1】
非磁性体の加工物を製造する加工物製造方法であって、
非磁性体の被加工物を固定台に固定する被加工物固定ステップと、前記固定台に固定された前記被加工物に対して機械加工を施す機械加工ステップとを備えており、
前記被加工物固定ステップは、前記固定台上において配置される粘着テープを介して前記被加工物を固定することを特徴とする加工物製造方法。
続きを表示(約 1,000 文字)
【請求項2】
前記粘着テープは、絶縁性を備えていることを特徴とする請求項1に記載の加工物製造方法。
【請求項3】
前記機械加工ステップは、前記被加工物に対して荒加工をする荒加工工程と、それに続いて仕上げ加工をする仕上げ加工工程とを備えており、
前記被加工物固定ステップは、前記荒加工工程時に実施される荒加工時固定工程と、前記仕上げ加工工程時に実施される仕上げ加工時固定工程とを備えており、
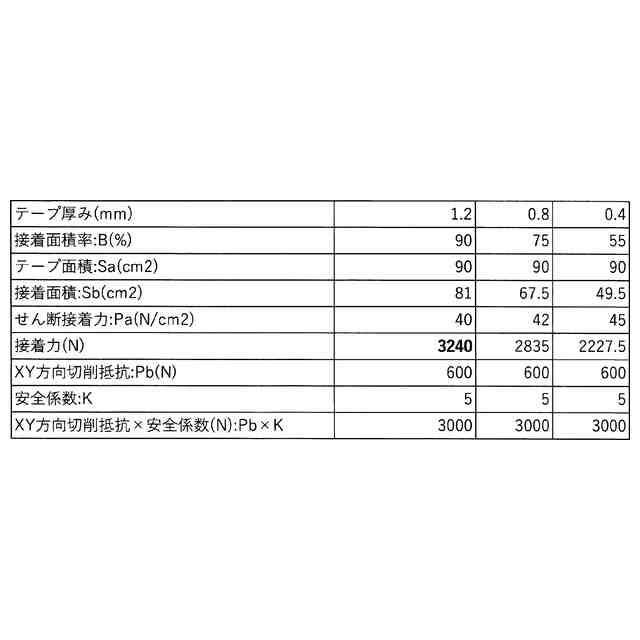
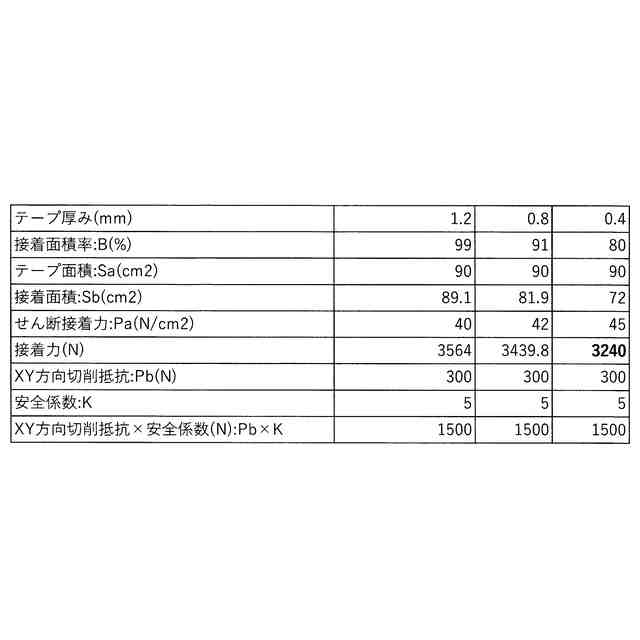
前記荒加工時固定工程において前記被加工物を固定する前記粘着テープの厚みは、前記仕上げ加工時固定工程において前記被加工物を固定する前記粘着テープの厚みよりも大きいことを特徴とする請求項1又は2に記載の加工物製造方法。
【請求項4】
前記被加工物固定ステップは、前記固定台上において配置される複数の粘着テープを介して前記被加工物を固定することを特徴とする請求項1又は2に記載の加工物製造方法。
【請求項5】
前記被加工物固定ステップは、前記固定台上において放射状に配置される複数の粘着テープを介して前記被加工物を固定することを特徴とする請求項1又は2に記載の加工物製造方法。
【請求項6】
前記複数の粘着テープは、前記被加工物の重心に対して放射状に配置されることを特徴とする請求項6に記載の加工物製造方法。
【請求項7】
前記固定台は、その上面において固定配置される複数のスペーサ部材を備えており、前記被加工物は、前記各スペーサ部材の上面に配置される前記粘着テープを介して固定されることを特徴とする請求項1又は2に記載の加工物製造方法。
【請求項8】
前記各スペーサ部材は、前記被加工物の重心に対して放射状に配置されることを特徴とする請求項7に記載の加工物製造方法。
【請求項9】
前記スペーサ部材の上面に配置される前記粘着テープは、前記スペーサ部材の上面の周縁部からはみ出すように構成されることを特徴とする請求項7に記載の加工物製造方法。
【請求項10】
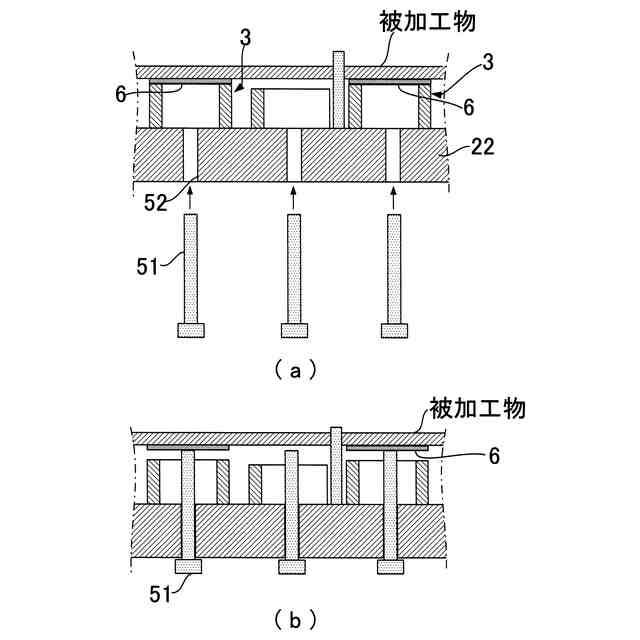
前記被加工物を前記固定台から取り外す被加工物取り外しステップを更に備えており、
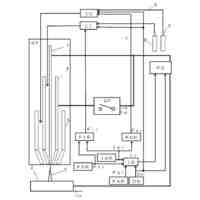
前記被加工物取り外しステップは、前記被加工物の重心に対して放射状に配置される複数のエジェクタ手段を備え、前記各エジェクタ手段は、前記被加工物を固定台に対して上方移動させることにより、前記固定台から取り外すことを特徴とする請求項1又は2に記載の加工物製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、加工物を製造する加工物製造方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
従来から、例えば、自動車のブレーキシステムを構成するブレーキディスクやハブ、ハブスペーサ等の加工物、その他各種の加工物を製造する際、加工対象である被加工物を固定台上に取り付けた後、該被加工物に対して切削加工等の機械加工が行われている。被加工物を固定台上に取り付ける方法としては、クランプによる固定方法や、磁石による固定方法、凍結による固定方法等が知られている。
【発明の概要】
【発明が解決しようとする課題】
【0003】
クランプによって被加工物を固定台に取り付ける方法の場合、被加工物の表面に傷等の損傷が生じるおそれがあり、また、磁石によって固定する場合には、非磁性体の被加工物に対して採用することができないという問題があった。また、凍結によって固定台に固定する方法の場合、加工対象である被加工物に範囲の大きな温度のばらつきが生じる結果、被加工物の長さ寸法にもばらつきが生じ、精度よく加工を行うことが難しくなるという問題があった。
【0004】
本発明は上記問題を解決すべくなされたものであり、傷が生じることを抑制して非磁性体の被加工物を簡便にかつ確実に固定し、機械加工を施して加工物を製造することができる製造方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
本発明の前記目的は、非磁性体の加工物を製造する加工物製造方法であって、非磁性体の被加工物を固定台に固定する被加工物固定ステップと、前記固定台に固定された前記被加工物に対して機械加工を施す機械加工ステップとを備えており、前記被加工物固定ステップは、前記固定台上において配置される粘着テープを介して前記被加工物を固定することを特徴とする加工物製造方法により達成される。
【0006】
また、上記加工物製造方法において、前記粘着テープは、絶縁性を備えていることが好ましい。
【0007】
また、前記機械加工ステップは、前記被加工物に対して荒加工をする荒加工工程と、それに続いて仕上げ加工をする仕上げ加工工程とを備えており、前記被加工物固定ステップは、前記荒加工工程時に実施される荒加工時固定工程と、前記仕上げ加工工程時に実施される仕上げ加工時固定工程とを備えており、前記荒加工時固定工程において前記被加工物を固定する前記粘着テープの厚みは、前記仕上げ加工時固定工程において前記被加工物を固定する前記粘着テープの厚みよりも大きいことが好ましい。
【0008】
また、前記被加工物固定ステップは、前記固定台上において配置される複数の粘着テープを介して前記被加工物を固定することが好ましい。
【0009】
また、前記被加工物固定ステップは、前記固定台上において放射状に配置される複数の粘着テープを介して前記被加工物を固定することが好ましい。
【0010】
また、前記複数の粘着テープは、前記被加工物の重心に対して放射状に配置されることが好ましい。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
12日前
個人
複合金属回転式ホーン
12日前
株式会社FUJI
工作機械
13日前
有限会社津谷工業
切削工具
2か月前
株式会社不二越
タップ
2か月前
トヨタ自動車株式会社
取付装置
12日前
株式会社トーキン
溶接用トーチ
18日前
トヨタ自動車株式会社
積層コア
1か月前
株式会社ツガミ
工作機械
11日前
トヨタ自動車株式会社
検査方法
22日前
株式会社ダイヘン
アーク溶接制御方法
2か月前
株式会社ツガミ
工作機械
22日前
株式会社メドメタレックス
ドリル
1か月前
株式会社オーエム製作所
工作機械
25日前
株式会社不二越
歯車加工機
2か月前
株式会社不二越
歯車研削盤
2か月前
株式会社ダイヘン
溶接トーチ
11日前
株式会社ダイヘン
溶接トーチ
11日前
トヨタ自動車株式会社
位相測定方法
1か月前
三菱電機株式会社
ねじ取り出し装置
26日前
サムテック株式会社
加工物製造方法
1か月前
株式会社ヤマダスポット
抵抗溶接機
2か月前
住友重機械工業株式会社
レーザ装置
2か月前
株式会社FUJI
自動化用パレット
1か月前
株式会社関本管工
エルボ管保持装置
18日前
株式会社浪速試錐工業所
防風カバー
2か月前
株式会社メタルクリエイト
切削装置
2か月前
株式会社ダイヘン
パルスアーク溶接制御方法
2か月前
DMG森精機株式会社
工作機械
22日前
工機ホールディングス株式会社
作業機
2か月前
工機ホールディングス株式会社
作業機
2か月前
株式会社ダイヘン
パルスアーク溶接制御方法
2か月前
株式会社不二越
工具の製造方法
1か月前
津田駒工業株式会社
バリ取り用スピンドル装置
12日前
株式会社ダイヘン
2重シールドティグ溶接方法
2か月前
株式会社ダイヘン
2重シールドティグ溶接方法
12日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ