TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025014652
公報種別
公開特許公報(A)
公開日
2025-01-30
出願番号
2023117386
出願日
2023-07-19
発明の名称
2重シールドティグ溶接方法
出願人
株式会社ダイヘン
代理人
主分類
B23K
9/167 20060101AFI20250123BHJP(工作機械;他に分類されない金属加工)
要約
【課題】2重シールドティグ溶接方法において、母材がアルミニウム又はその合金であるときに、母材の温度が上昇しても溶接状態を安定に維持すること。
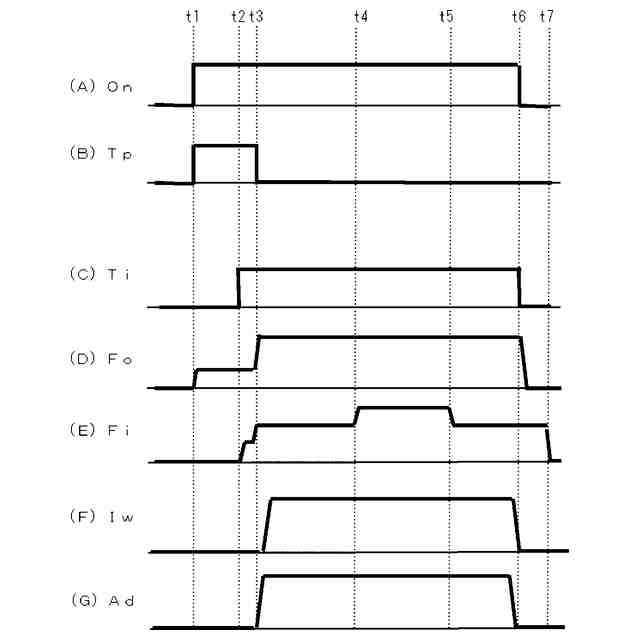
【解決手段】インナーガスを噴出させるインナーノズル及びアウターガスを噴出させるアウターノズルを備えた溶接トーチを使用し、溶接線上をアークを発生させながら溶接する2重シールドティグ溶接方法において、溶接線を複数の区間に分割し、インナーガスの流量Fiを、時刻t3~t4の第1区間、時刻t4~t5の第2区間及び時刻t5~t6の第3区間ごとに設定する。
【選択図】 図2
特許請求の範囲
【請求項1】
インナーガスを噴出させるインナーノズル及びアウターガスを噴出させるアウターノズルを備えた溶接トーチを使用し、
溶接線上をアークを発生させながら溶接する2重シールドティグ溶接方法において、
前記溶接線を複数の区間に分割し、
前記インナーガスの流量を前記区間ごとに設定する、
ことを特徴とする2重シールドティグ溶接方法。
続きを表示(約 210 文字)
【請求項2】
前記インナーガスの流量を前記区間が円弧部であるときは直線部であるときとは異なる値に設定する、
ことを特徴とする請求項1に記載の2重シールドティグ溶接方法。
【請求項3】
溶接ロボットを使用して溶接し、
前記区間ごとの前記インナーガスの流量を前記溶接ロボットの教示データとして保存する、
ことを特徴とする請求項1又は2に記載の2重シールドティグ溶接方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、2重シールドティグ溶接方法に関するものである。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
インナーガスを噴出させるインナーノズル及びアウターガスを噴出させるアウターノズルを備えた溶接トーチを使用し、溶接線上をアークを発生させながら溶接する2重シールドティグ溶接方法が慣用されている(例えば、特許文献1参照)。インナーガス及びアウターガスとしては、アルゴン、ヘリウム等の不活性ガスが使用される。
【先行技術文献】
【特許文献】
【0003】
特開2020-15048号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
溶接線には直線部、円弧部等の複数の区間が含まれる場合がある。インナーガスの噴出状態が変化するとアークの硬直性が変化してビード形状及び溶け込み形状が変動する。溶接線の区間が直線部であるときと円弧部であるときとではインナーガスの噴出状態が変化するために、ビード形状及び溶け込み形状が変化するという問題が発生する。溶接線が複数の直線部から形成されている場合でも、溶接線の周辺の状態からインナーガスの噴出状態が変化すると上記と同様の問題が発生する。
【0005】
そこで、本発明では、溶接線の一部の区間でインナーガスの噴出状態が変化しても、ビード形状及び溶け込み形状を良好に維持することができる2重シールドティグ溶接方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上述した課題を解決するために、請求項1の発明は、
インナーガスを噴出させるインナーノズル及びアウターガスを噴出させるアウターノズルを備えた溶接トーチを使用し、
溶接線上をアークを発生させながら溶接する2重シールドティグ溶接方法において、
前記溶接線を複数の区間に分割し、
前記インナーガスの流量を前記区間ごとに設定する、
ことを特徴とする2重シールドティグ溶接方法である。
【0007】
請求項2の発明は、
前記インナーガスの流量を前記区間が円弧部であるときは直線部であるときとは異なる値に設定する、
ことを特徴とする請求項1に記載の2重シールドティグ溶接方法である。
【0008】
請求項3の発明は、
溶接ロボットを使用して溶接し、
前記区間ごとの前記インナーガスの流量を前記溶接ロボットの教示データとして保存する、
ことを特徴とする請求項1又は2に記載の2重シールドティグ溶接方法である。
【発明の効果】
【0009】
本発明に係る2重シールドティグ溶接方法によれば、溶接線の一部の区間でインナーガスの噴出状態が変化しても、ビード形状及び溶け込み形状を良好に維持することができる。
【図面の簡単な説明】
【0010】
本発明の実施の形態に係る2重シールドティグ溶接方法を実施するための溶接装置のブロック図である。
本発明の実施の形態に係る2重シールドティグ溶接方法を示す図1の溶接装置における各信号のタイミングチャートである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ダイヘン
電気機器
6日前
株式会社ダイヘン
蓄電池システム
6日前
株式会社ダイヘン
分離装置、分離方法、溶接切断装置
1日前
株式会社ダイヘン
処理装置、プログラム、及び処理方法
今日
日東精工株式会社
ねじ締め装置
27日前
株式会社FUJI
工作機械
1か月前
有限会社 ナプラ
金属粒子
22日前
株式会社FUJI
工作機械
2日前
株式会社ダイヘン
積層造形溶接方法
1か月前
ブラザー工業株式会社
工作機械
今日
ブラザー工業株式会社
工作機械
今日
株式会社ナベヤ
締結装置
1か月前
株式会社FUJI
チャック装置
12日前
大和ハウス工業株式会社
溶接方法
28日前
オークマ株式会社
工作機械
1か月前
津田駒工業株式会社
2連回転割出し装置
22日前
株式会社コスメック
クランプ装置
7日前
オークマ株式会社
工作機械
21日前
オークマ株式会社
診断装置
1か月前
株式会社不二越
管用テーパタップ
1日前
株式会社コスメック
クランプ装置
16日前
オーエスジー株式会社
ドリル
8日前
豊田鉄工株式会社
レーザー溶接装置
23日前
トヨタ自動車株式会社
レーザ加工機
13日前
スター精密株式会社
工作機械
27日前
株式会社恵信工業
アプセット溶接方法
15日前
アサダ株式会社
バンドソー装置
12日前
アサダ株式会社
バンドソー装置
12日前
宮川工機株式会社
プレカット加工装置
8日前
株式会社プロテリアル
クラッド材の製造方法
22日前
株式会社恵信工業
アプセット溶接方法
8日前
エンシュウ株式会社
摩擦撹拌接合装置
7日前
株式会社プロテリアル
クラッド材の製造方法
22日前
株式会社マキタ
ジグソー
16日前
株式会社ダイヘン
サブマージアーク溶接装置
13日前
トヨタ自動車株式会社
銅線の接合方法
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ