TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025011646
公報種別
公開特許公報(A)
公開日
2025-01-24
出願番号
2023113874
出願日
2023-07-11
発明の名称
歯切工具およびその製造方法
出願人
株式会社不二越
代理人
個人
,
個人
主分類
B23F
21/10 20060101AFI20250117BHJP(工作機械;他に分類されない金属加工)
要約
【課題】歯切工具の表面に高硬度な硬質皮膜を厚膜にすると、硬質皮膜の圧縮応力が過大となり、硬質皮膜が自己破壊して剥離することがある。このような場合には歯形の精度が大きく損なわれるだけでなく、自己破壊した部分は母材が露出し、耐摩耗性が低下するという問題があった。
【解決手段】
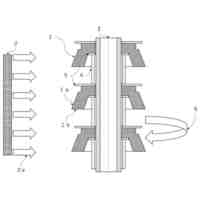
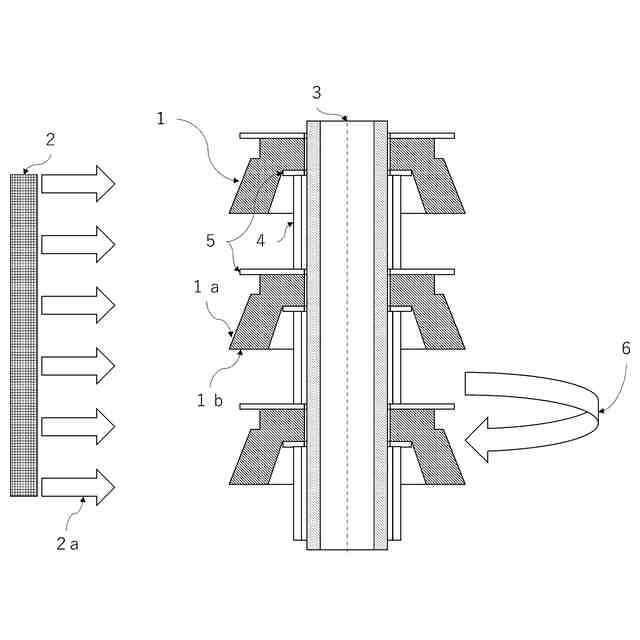
回転軸を中心として複数の切れ刃が円環状に配置されており、表面に硬質皮膜が被覆されている歯切工具において、切れ刃のすくい面における硬質皮膜の膜厚を切れ刃の逃げ面における硬質皮膜の膜厚の0.8倍以上とする。
【選択図】図1
特許請求の範囲
【請求項1】
回転軸を中心として複数の切れ刃が円環状に配置されており、表面に硬質皮膜が被覆されている歯切工具であって、前記切れ刃のすくい面における前記硬質皮膜の膜厚は、前記切れ刃の逃げ面における前記硬質皮膜の膜厚の0.8倍以上であることを特徴とする歯切工具。
続きを表示(約 1,400 文字)
【請求項2】
前記切れ刃のすくい面における前記硬質皮膜の膜厚は、前記切れ刃の逃げ面における前記硬質皮膜の膜厚の0.8倍以上1.5倍以下であること特徴とする請求項1に記載の歯切工具。
【請求項3】
前記切れ刃のすくい面における前記硬質皮膜の膜厚は、前記切れ刃の逃げ面における前記硬質皮膜の膜厚の0.8倍以上1.1倍未満であることを特徴とする請求項2に記載の歯切工具。
【請求項4】
前記硬質皮膜は、少なくとも2種類以上の金属元素を含有する硬質皮膜であることを特徴とする請求項1ないし3のいずれか1項に記載の歯切工具。
【請求項5】
前記歯切工具は、スカイビングカッタまたはピニオンカッタのうちのいずれかであることを特徴とする請求項4に記載の歯切工具。
【請求項6】
請求項1に記載の歯切工具の製造方法であって、前記歯切工具素材に対して前記硬質皮膜を被覆するコーティング工程は、前記歯切工具素材の表面に前記硬質皮膜を被覆する第1コーティング工程と、前記第1コーティング工程後に前記歯切工具素材の切れ刃の逃げ面を覆う治具を設置した状態で前記歯切工具素材の表面に前記硬質皮膜をさらに被覆する第2コーティング工程と、を有することを特徴とする歯切工具の製造方法。
【請求項7】
請求項2に記載の歯切工具の製造方法であって、前記歯切工具素材に対して前記硬質皮膜を被覆するコーティング工程は、前記歯切工具素材の表面に前記硬質皮膜を被覆する第1コーティング工程と、前記第1コーティング工程後に前記歯切工具素材の切れ刃の逃げ面を覆う治具を設置した状態で前記歯切工具素材の表面に前記硬質皮膜をさらに被覆する第2コーティング工程と、を有することを特徴とする歯切工具の製造方法。
【請求項8】
請求項3に記載の歯切工具の製造方法であって、前記歯切工具素材に対して前記硬質皮膜を被覆するコーティング工程は、前記歯切工具素材の表面に前記硬質皮膜を被覆する第1コーティング工程と、前記第1コーティング工程後に前記歯切工具素材の切れ刃の逃げ面を覆う治具を設置した状態で前記歯切工具素材の表面に前記硬質皮膜をさらに被覆する第2コーティング工程と、を有することを特徴とする歯切工具の製造方法。
【請求項9】
請求項4に記載の歯切工具の製造方法であって、前記歯切工具素材に対して前記硬質皮膜を被覆するコーティング工程は、前記歯切工具素材の表面に前記硬質皮膜を被覆する第1コーティング工程と、前記第1コーティング工程後に前記歯切工具素材の切れ刃の逃げ面を覆う治具を設置した状態で前記歯切工具素材の表面に前記硬質皮膜をさらに被覆する第2コーティング工程と、を有することを特徴とする歯切工具の製造方法。
【請求項10】
請求項5に記載の歯切工具の製造方法であって、前記歯切工具素材に対して前記硬質皮膜を被覆するコーティング工程は、前記歯切工具素材の表面に前記硬質皮膜を被覆する第1コーティング工程と、前記第1コーティング工程後に前記歯切工具素材の切れ刃の逃げ面を覆う治具を設置した状態で前記歯切工具素材の表面に前記硬質皮膜をさらに被覆する第2コーティング工程と、を有することを特徴とする歯切工具の製造方法。
発明の詳細な説明
【技術分野】
【0001】
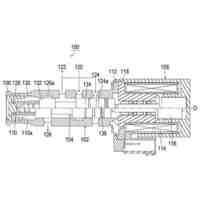
本発明は、歯車を加工する歯切工具、特に円周上に切れ刃を持つ切削工具を被加工歯車と同期回転させ、かつ工具と被加工歯車の回転軸が所定の傾きを持った状態で生じる滑りによって歯車を加工するパワースカイビング加工に用いるスカイビングカッタおよび被加工歯車と同期状態で被加工歯車の歯すじ方向に相対的に移動することにより切削を行うシェーパー加工に用いるピニオンカッタ等の歯切工具およびその製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
近年、歯車の製造にスカイビング加工(パワースカイビング加工)を用いる場合が増加している。スカイビング加工に用いるカッタは、スカイビングカッタとも呼ばれており、シェーパー加工に用いられるピニオンカッタとその形状はほぼ同一である。
【0003】
しかし、製造する歯車とは異なるねじれ角を持つことが特徴であり、このねじれ角の差によって被加工歯車とカッタを同期回転させた際に歯すじ方向に発生するすべりを用いて切削を行うことが特徴である。また、大部分のスカイビングカッタの表面には、TiAlNやAlCrN等に代表されるセラミックス皮膜(硬質皮膜)が被覆されている(特許文献1および2参照)。
【0004】
同じく歯車を加工する加工法であるホブ加工もしくはシェーパー加工などでは、特に切削油を用いたウェット加工で、かつ切削速度が200m/min未満の場合にはTiNの硬質皮膜が使用される場合や、すくい面を再研削してすくい面のセラミックス皮膜が除去された状態で使用される場合もある。
【0005】
一方、スカイビングカッタでは専らすくい面を再研削した後には再びセラミックス硬質皮膜を被覆する、いわゆる再コーティングが行われる。なお、再コーティング前に硬質皮膜を除去する(除膜)により逃げ面に残った古い硬質皮膜を除去する工程を経る場合と、そのまま重ねてセラミックス硬質皮膜を被覆する場合がある。
【0006】
これらのホブ加工やシェーパー加工とスカイビング加工との違いは、スカイビング加工においては切削中にすくい角が連続的に変化して、実効的にすくい角が大きな負の値(―20~―30゜)を取ることから、切りくずの変形が大きく、また逃げ場がないためにすくい面の温度が上がりやすく、耐熱・耐酸化温度の低いTiNの硬質皮膜やセラミックス硬質皮膜の無い状態で切削すると極端に工具寿命が低下することから生じている。
【0007】
したがって、スカイビングカッタに施されるセラミックス硬質皮膜には高い耐熱・耐酸化性が要求されることから、クロム、アルミニウムやシリコンを含む窒化膜であることが好ましく、AlCrNがより好ましい。これは、ホブ加工に置き換えると高速(250m/min以上)ドライ加工で要求される硬質皮膜の特性と共通であり、多くのスカイビングカッタは高速ドライ加工用ホブと同一の硬質皮膜が施されている。
【先行技術文献】
【特許文献】
【0008】
特許第4950276号
特開2022-74210号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかし、特許文献1に示すホブやピニオンカッタ及びブローチを含む歯切工具に関して耐酸化被覆層の膜厚と高硬度被覆層の膜厚について開示されているが、すくい面と逃げ面の膜厚については何ら開示も示唆もされていない。また、特許文献2に示すAlCrN膜やAlTiCrN膜を被覆したスカイビングカッタを用いた加工について開示されているが、こちらもすくい面と逃げ面の膜厚比については特に言及されていない。
【0010】
一般的な高速ドライホブ加工においては、すくい面において歯先からやや離れた部分にクレーター摩耗と呼ばれる摩耗が生じるのに対し、スカイビング加工においては刃先先端が損耗する摩耗形態をとることが多い。このためスカイビングカッタはホブなどに対して短寿命であり、工具費が高くなるという問題があった。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社不二越
電磁比例弁
1か月前
株式会社不二越
工具の製造方法
21日前
株式会社不二越
液圧駆動システム
13日前
株式会社不二越
超硬合金製ドリル
13日前
株式会社不二越
歯切工具およびその製造方法
5日前
株式会社不二越
転がり軸受部品用合金鋼,転がり軸受用軌道輪,転がり軸受および転がり軸受用軌道輪の製造方法
9日前
個人
作業用治具
3か月前
個人
トーチノズル
3か月前
日東精工株式会社
検査装置
3か月前
シヤチハタ株式会社
組立ライン
2か月前
日東精工株式会社
組み付け装置
2か月前
株式会社FUJI
工作機械
今日
有限会社津谷工業
切削工具
1か月前
株式会社不二越
タップ
2か月前
エンシュウ株式会社
工作機械
3か月前
トヨタ自動車株式会社
積層コア
21日前
株式会社ダイヘン
アーク溶接制御方法
2か月前
株式会社トーキン
溶接用トーチ
5日前
トヨタ自動車株式会社
検査方法
9日前
ダイハツ工業株式会社
冷却構造
2か月前
株式会社ツガミ
工作機械
9日前
株式会社不二越
歯車研削盤
2か月前
株式会社メドメタレックス
ドリル
20日前
株式会社オーエム製作所
工作機械
12日前
株式会社不二越
歯車加工機
1か月前
住友重機械工業株式会社
レーザ装置
2か月前
株式会社関本管工
エルボ管保持装置
5日前
トヨタ自動車株式会社
位相測定方法
20日前
株式会社FUJI
自動化用パレット
1か月前
株式会社浪速試錐工業所
防風カバー
2か月前
三菱電機株式会社
ねじ取り出し装置
13日前
株式会社ヤマダスポット
抵抗溶接機
1か月前
サムテック株式会社
加工物製造方法
20日前
津田駒工業株式会社
工作機械用の主軸装置
3か月前
株式会社メタルクリエイト
切削装置
2か月前
株式会社不二越
工具の製造方法
21日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ