TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025008142
公報種別
公開特許公報(A)
公開日
2025-01-20
出願番号
2023110064
出願日
2023-07-04
発明の名称
転がり軸受部品用合金鋼,転がり軸受用軌道輪,転がり軸受および転がり軸受用軌道輪の製造方法
出願人
株式会社不二越
代理人
個人
,
個人
主分類
C22C
38/00 20060101AFI20250109BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】本発明においては、隣接する金属製品との耐電食機能を有しながら、本来備えている硬度を保持できる転がり軸受部品用合金鋼,転がり軸受用軌道輪,転がり軸受および転がり軸受用軌道輪の製造方法を提供する。
【解決手段】
重量%で、C:1.0~1.5%、Si:1.0~4.0%、Mn:0.2~2.0%、Cr:1.0~9.0%、Mo:1.5~6.0%、Al:0.01~5.0%を含有し、残部がFeおよび不可避不純物からなる転がり軸受部品用合金鋼とする。これにより、隣接する金属製品との耐電食機能を有しながら、本来備えている硬度を保持できる。
【選択図】なし
特許請求の範囲
【請求項1】
重量%で、C:1.0~1.5%、Si:1.0~4.0%、Mn:0.2~2.0%、Cr:1.0~9.0%、Mo:1.5~6.0%、Al:0.01~5.0%を含有し、残部がFeおよび不可避不純物からなることを特徴とする転がり軸受部品用合金鋼。
続きを表示(約 590 文字)
【請求項2】
さらに、重量%で、V:0.01~1.2%を含有することを特徴とする請求項1に記載の転がり軸受部品用合金鋼。
【請求項3】
さらに、重量%で、W:0.01~2.0%を含有することを特徴とする請求項2に記載の転がり軸受部品用合金鋼。
【請求項4】
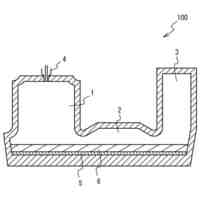
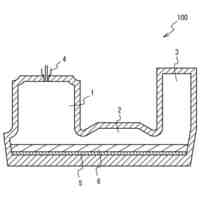
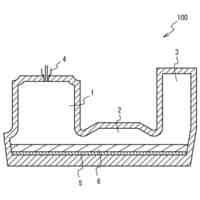
請求項1ないし請求項3のいずれか1項に記載の転がり軸受部品用合金鋼を用いた転がり軸受用軌道輪であって、前記転がり軸受部品用合金鋼には酸化皮膜が被覆されていることを特徴とする転がり軸受用軌道輪。
【請求項5】
請求項4に記載の転がり軸受用軌道輪は、転がり軸受用内輪もしくは転がり軸受用外輪のいずれかの転がり軸受部品であって、前記転がり軸受用内輪もしくは転がり軸受用外輪のいずれかの転がり軸受部品を有することを特徴とする転がり軸受。
【請求項6】
請求項4に記載の転がり軸受用軌道輪の製造方法であって、500℃以上600℃以下の温度範囲で前記転がり軸受部品用合金鋼の表面に前記酸化皮膜を形成することを特徴とする転がり軸受用軌道輪の製造方法。
【請求項7】
少なくとも、酸素または水蒸気のいずれかを含む雰囲気下で前記転がり軸受部品用合金鋼の表面に前記酸化皮膜を形成することを特徴とする請求項6に記載の転がり軸受用軌道輪の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、クロムやモリブデンなど含有する転がり軸受部品用合金鋼,転がり軸受用軌道輪,転がり軸受および転がり軸受用軌道輪の製造方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
従来、鋼材を用いて絶縁性を必要とされる部品を製造するには、絶縁性を有するアルミナなどのセラミックスで部品の一部を置き換えたり、あるいは部品の表面をPPSなどの樹脂で覆ったりすることにより、絶縁性を付与する対策が取られている(特許文献1参照)。
【0003】
または、所定の成分で製造された鋼材の中には、高温加熱により部品の表面に絶縁性を有する酸化層を形成することで、その部品に絶縁性を持たせる場合がある(特許文献2および3参照)。
【先行技術文献】
【特許文献】
【0004】
特開2009-236259号公報
特開2013-199674号公報
特開2004-84767号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、特許文献1に開示された部品の一部を樹脂で置き換えて追加した場合は、鋼材と比べて、耐摩耗性や強度が不足するという問題があった。また、セラミックスの場合は、鋼材と比べ靭性が不足し、被加工性にも問題があった。加えて、これらの材料はいずれも鋼材より材料のコストが高く、部品全体のコストが高くなってしまう。
【0006】
一方で、特許文献2に開示されているように、鋼材の表面を酸化させて部品に絶縁性を付与する場合、コスト面では有利なものの、従来からある合金鋼の硬さは50HRC(HRC:ロックウエル硬さCスケール)を下回るものであり、耐摩耗性や耐疲労強度などを必要とする高負荷の環境下では、部品として長期間に渡って使用することが難しかった。
【0007】
これは、合金鋼の硬さに大きく寄与する炭素の含有量が極めて少ないことが原因であり、加えて、酸化層を形成する際に必要な温度が980~1220℃程度と高温域であるため、処理前に高硬度であったとしても軟化してしまう恐れがあった。
【0008】
仮に、焼入れと酸化処理を兼ねて1200℃程度の加熱を行うことにより、高硬度が得られたとしても、処理前後で寸法が大きく変動する。そのため、高精度の部品を製造するには、酸化処理後に研削加工等が必要となり、せっかく形成された酸化層が研削除去されてしまうことになる。
【0009】
さらに、特許文献3に開示された材料においても、鋼材の表面を酸化させて部品に絶縁性を持たせる手段が説明されているが、材料の硬さや強度に関する情報は開示されておらず、格段配慮されている記述も無い。また、酸化層の形成方法は酸液への浸漬であり、水素脆化による材料強度の低下や自然環境への負荷が問題になっている。
【0010】
そこで、本発明は隣接する金属製品との間に電気的絶縁性を有しながら、高い強度(または硬度)を保持できる転がり軸受部品用合金鋼,それを用いた転がり軸受用軌道輪,転がり軸受および転がり軸受用軌道輪の製造方法を提供することを課題とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社不二越
歯車研削盤
18日前
株式会社不二越
軸受付き歯車
10日前
株式会社不二越
管用テーパタップ
3日前
株式会社不二越
軸受用冠型保持器
10日前
株式会社不二越
電食防止転がり軸受
10日前
株式会社不二越
インタラップタップ
10日前
株式会社不二越
ロボットビジョンシステム
3日前
株式会社プロテリアル
焼結体
17日前
株式会社神戸製鋼所
鋼線
4か月前
ハイモ株式会社
水中金属の回収除去方法
1か月前
大同特殊鋼株式会社
鋼材及び金型
3か月前
JFEスチール株式会社
鋼
4か月前
古河機械金属株式会社
高クロム鋳鉄
4か月前
JX金属株式会社
銅製錬の操業方法
4か月前
国立大学法人東北大学
高耐食銅合金
24日前
有限会社 ナプラ
電解めっき用電極
4か月前
JX金属株式会社
銅製錬の操業方法
1か月前
日本特殊陶業株式会社
複合材
5か月前
株式会社神戸製鋼所
銅合金板
4か月前
JX金属株式会社
銅製錬の操業方法
1か月前
株式会社神戸製鋼所
銅合金板
5か月前
日本製鉄株式会社
鋼材
4か月前
日本製鉄株式会社
鋼材
4か月前
日本製鉄株式会社
鋼材
4か月前
日本製鉄株式会社
鋼線
1か月前
日本製鉄株式会社
鋼材
5か月前
日本製鉄株式会社
鋼材
5か月前
三洋化成工業株式会社
重金属回収用イオン液体
4か月前
日本製鉄株式会社
ボルト
5か月前
国立大学法人東北大学
腐食環境用銅合金
24日前
日本製鉄株式会社
鋼材
4か月前
日本製鉄株式会社
鋼材
10日前
日本製鉄株式会社
ボルト
3か月前
日本製鉄株式会社
ボルト
3か月前
住友金属鉱山株式会社
銅の製錬方法
2か月前
日本製鉄株式会社
継目無鋼管
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ