TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024156246
公報種別
公開特許公報(A)
公開日
2024-11-06
出願番号
2023070546
出願日
2023-04-24
発明の名称
組立ライン
出願人
シヤチハタ株式会社
代理人
主分類
B23P
19/00 20060101AFI20241029BHJP(工作機械;他に分類されない金属加工)
要約
【課題】
本発明は、搬送装置の搬送停止・再開の煩雑な動作制御をすることなく、組立装置により対象物の組立が可能な組立ラインを提供する。
【解決するための手段】
対象物に部材を組み付ける組立装置と、一定間隔毎に対象物を保持する複数の溝を形成した固定レールと、前記溝と同間隔で前記対象物を保持する凹部を形成し前記固定レールに対して上下及び長さ方向に相対的に反復運動する駆動レールとを有し、前記対象物の搬送過程において前記駆動レールが、前記対象物と接触した状態の移送状態と、前記対象物と非接触の非移送状態とを繰り返す事により前記組立装置に前記対象物を搬送する搬送装置と、からなる組立ラインであって、前記組立装置は、前記搬送装置が非移送状態のときに前記対象物の組立作業を行うように制御されている事を特徴とする組立ライン
【選択図】図5
特許請求の範囲
【請求項1】
対象物に部材を組み付ける組立装置と、
一定間隔毎に対象物を保持する複数の溝を形成した固定レールと、前記溝と同間隔で前記対象物を保持する凹部を形成し前記固定レールに対して上下及び長さ方向に相対的に反復運動する駆動レールとを有し、前記対象物の搬送過程において前記駆動レールが、前記対象物と接触した状態の移送状態と、前記対象物と非接触の非移送状態とを繰り返す事により前記組立装置に前記対象物を搬送する搬送装置と、
からなる組立ラインであって、
前記組立装置は、前記搬送装置が非移送状態のときに前記対象物の組立作業を行うように制御されている事を特徴とする組立ライン。
続きを表示(約 52 文字)
【請求項2】
前記対象物が筆記具本体であることを特徴とする請求項1に記載の組立ライン。
発明の詳細な説明
【技術分野】
【0001】
本発明は、搬送装置の搬送停止・再開の煩雑な動作制御をすることなく、組立装置により対象物の組立が可能な組立ラインに関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
従来から、工場で筆記具の量産を行うにあたり、回転テーブルを用いて組立装置に筆記具本体を搬送し、順次部材の組付けを行う筆記具組み立てラインが知られている(特許文献1)。この場合、組立作業時に搬送動作を一時停止し、次の組立装置へ移送する際に搬送動作を再開する必要があり、搬送装置の動作制御が煩雑であった。
一方、対象物が載置される固定レールと、固定レールに載置された対象物を持ち上げて水平方向に搬送する駆動レールとからなる搬送装置(所謂ウォーキングビーム方式の搬送装置)は、特許文献2、3に開示がある。この方式の搬送装置は、対象物の搬送過程において駆動レールが、前記対象物と接触した状態の移送状態と、前記対象物と非接触の非移送状態とを繰り返す事により対象物を搬送するものである。即ち、「非移送状態」においては、対象物が静止する時間が存在するものであり、この性質を利用して、当該静止時間に組立装置による組立作業を行うように制御した組立ラインは従来技術には無かった。
【先行技術文献】
【特許文献】
【0003】
特公昭55-41200号
特開平07-40697号
実開昭56-158421号
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明は上記問題点を解決すべくなされたものであって、搬送装置の搬送動作の停止・再開の煩雑な動作制御をする必要が無い組立ラインを提供することを目的とする。
【課題を解決するための手段】
【0005】
上記の課題を解決するために完成された本発明は、対象物に部材を組み付ける組立装置と、一定間隔毎に対象物を保持する複数の溝を形成した固定レールと、前記溝と同間隔で前記対象物を保持する凹部を形成し前記固定レールに対して上下及び長さ方向に相対的に反復運動する駆動レールとを有し、前記対象物の搬送過程において前記駆動レールが、前記対象物と接触した状態の移送状態と、前記対象物と非接触の非移送状態とを繰り返す事により前記組立装置に前記対象物を搬送する搬送装置と、からなる組立ラインであって、前記組立装置は、前記搬送装置が非移送状態のときに前記対象物の組立作業を行うように制御されている事を特徴とする組立ラインである。また、前記対象物が筆記具本体であることが好ましい。
【発明の効果】
【0006】
本発明は、対象物に部材を組み付ける組立装置と、一定間隔毎に対象物を保持する複数の溝を形成した固定レールと、前記溝と同間隔で前記対象物を保持する凹部を形成し前記固定レールに対して上下及び長さ方向に相対的に反復運動する駆動レールとを有し、前記対象物の搬送過程において前記駆動レールが、前記対象物と接触した状態の移送状態と、前記対象物と非接触の非移送状態とを繰り返す事により前記組立装置に前記対象物を搬送する搬送装置と、からなる組立ラインであって、前記組立装置は、前記搬送装置が非移送状態のときに前記対象物の組立作業を行うように制御されている事を特徴とする組立ラインである為、搬送過程で対象物が静止する時間(非移送状態)が存在し、この時間に組立装置により対象物の組立が可能となる。従って、搬送装置の搬送動作の停止・再開の煩雑な動作制御をすることなく、装置の簡略化が望める。
【図面の簡単な説明】
【0007】
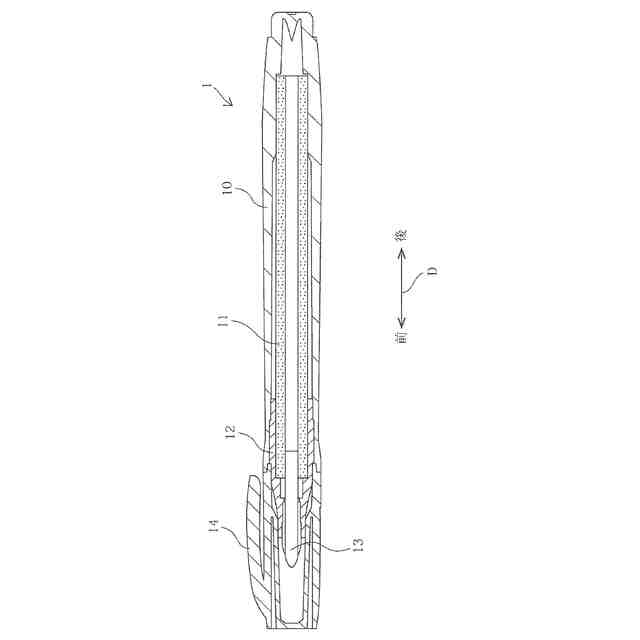
組立てられた筆記具の中央縦断面図である。
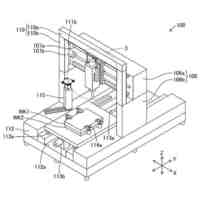
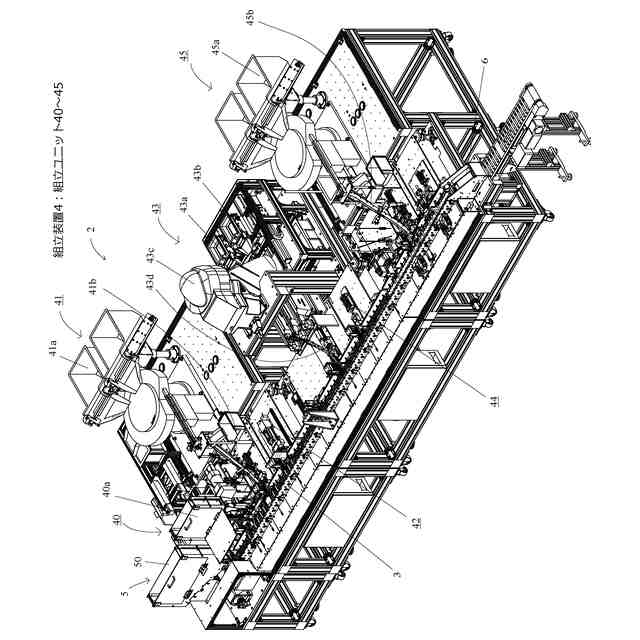
実施形態の組立ラインの全体図である。
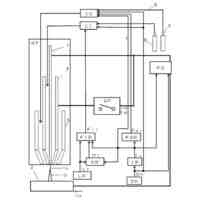
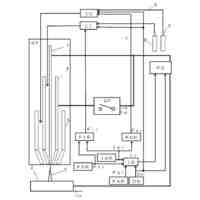
実施形態の各組立ユニットを側面視で概略的に示した模式図である。
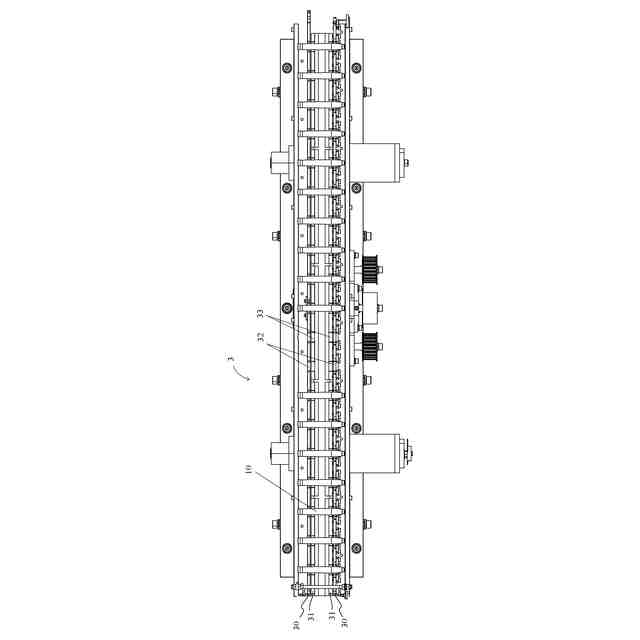
実施形態の搬送装置の平面図である。
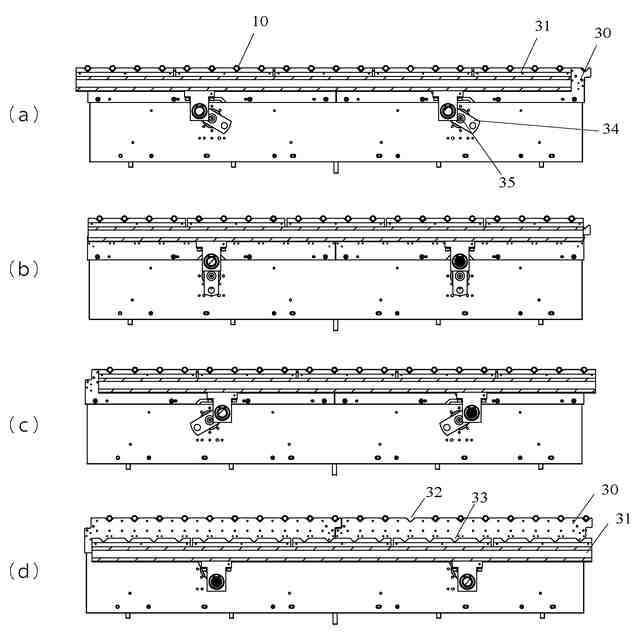
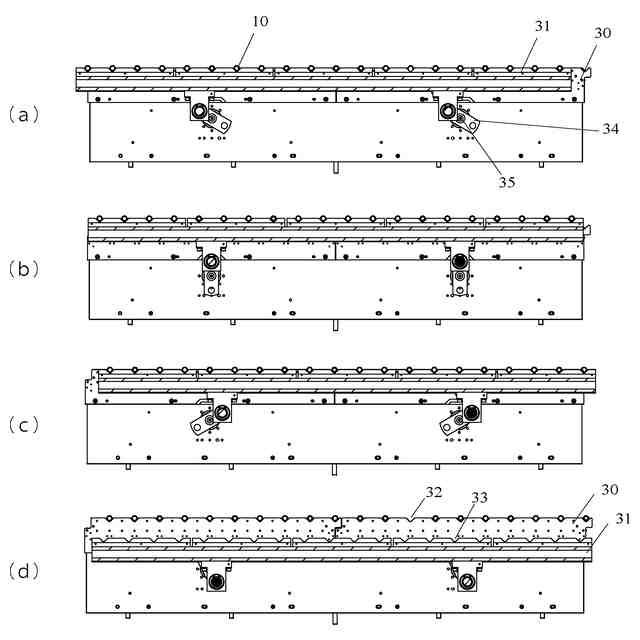
実施形態の搬送装置の搬送過程を説明する為の断面図である。
【発明を実施するための形態】
【0008】
(筆記具)
以下に本発明の実施形態を説明するが、まず、組立てられた筆記具1の構造を示す。
図1は、この筆記具1の中央縦断面図であり、中空の筆記具本体10の内部に細長円筒状の吸収体11が挿入されている。吸収体11は多孔質であり、インクを含浸させてある。筆記具本体10の開口端部にはペン芯ホルダ12が嵌合されている。ペン芯ホルダ12は中心孔を備え、その内部にペン芯13が挿入されている。ペン芯13の一端は吸収体11に差し込まれている。ペン芯ホルダ12とペン芯13はキャップ14で覆われている。なお、本明細書では、図1に示す筆記具1の軸線方向Dにおいて、ペン芯13側を前側、ペン芯13側と反対側を後側とする。
【0009】
本実施形態における筆記具組立ライン2は、図2に示すように、筆記具本体10に各部材(吸収体11、ペン芯ホルダ12、ペン芯13、キャップ14)を組み付けるための複数の組立ユニットから構成される組立装置4と、各組立ユニットに筆記具本体10を搬送するための搬送装置3と、搬送装置3の最上流位置に筆記具本体10を供給する筆記具本体供給装置5と、完成された筆記具1を排出する排出部6とからなる。
【0010】
(組立装置)
本実施形態における筆記具1の組立装置4の概略を説明する。組立装置4は図2に示されるように、搬送装置3に沿って直線状に配置され、搬送装置3から搬送されてくる筆記具本体10に各部材の組付けを行うための複数の組立ユニットから構成されている。具体的には、筆記具本体10に吸収体11を挿入する吸収体挿入ユニット40と、吸収体11にペン芯ホルダ12を係止するペン芯ホルダ係止ユニット41と、ペン芯ホルダ12を吸収体11とともに筆記具本体10の内部に圧入し嵌合させるペン芯ホルダ圧入ユニット42と、筆記具本体10に嵌合されたペン芯ホルダ12にペン芯13を挿入するペン芯挿入ユニット43と、挿入されたペン芯13を圧入するペン芯圧入ユニット44と、筆記具本体10にキャップ14を被せるキャップ挿入・圧入ユニット45と、から構成される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
作業用治具
2か月前
個人
トーチノズル
2か月前
日東精工株式会社
検査装置
2か月前
日東精工株式会社
組み付け装置
2か月前
シヤチハタ株式会社
組立ライン
2か月前
有限会社津谷工業
切削工具
1か月前
エンシュウ株式会社
工作機械
2か月前
株式会社不二越
タップ
1か月前
トヨタ自動車株式会社
積層コア
10日前
株式会社ダイヘン
インチング制御方法
3か月前
ダイハツ工業株式会社
冷却構造
2か月前
株式会社ダイヘン
アーク溶接制御方法
1か月前
株式会社オーエム製作所
工作機械
1日前
株式会社不二越
歯車加工機
1か月前
株式会社メドメタレックス
ドリル
9日前
株式会社不二越
歯車研削盤
1か月前
津田駒工業株式会社
工作機械用の主軸装置
2か月前
株式会社FUJI
自動化用パレット
25日前
トヨタ自動車株式会社
位相測定方法
9日前
住友重機械工業株式会社
レーザ装置
1か月前
三菱電機株式会社
ねじ取り出し装置
2日前
サムテック株式会社
加工物製造方法
9日前
株式会社ヤマダスポット
抵抗溶接機
1か月前
株式会社ダイヘン
アークスタート制御方法
3か月前
株式会社メタルクリエイト
切削装置
2か月前
株式会社浪速試錐工業所
防風カバー
1か月前
工機ホールディングス株式会社
作業機
1か月前
エンシュウ株式会社
摩擦撹拌接合装置
2か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
株式会社不二越
工具の製造方法
10日前
ブラザー工業株式会社
工作機械
2か月前
工機ホールディングス株式会社
作業機
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
11日前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ