TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024147854
公報種別
公開特許公報(A)
公開日
2024-10-17
出願番号
2023060526
出願日
2023-04-04
発明の名称
アークスタート制御方法
出願人
株式会社ダイヘン
代理人
主分類
B23K
9/067 20060101AFI20241009BHJP(工作機械;他に分類されない金属加工)
要約
【課題】消耗電極式アーク溶接において、常に良好な溶接開始部の品質を得ること。
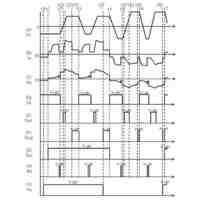
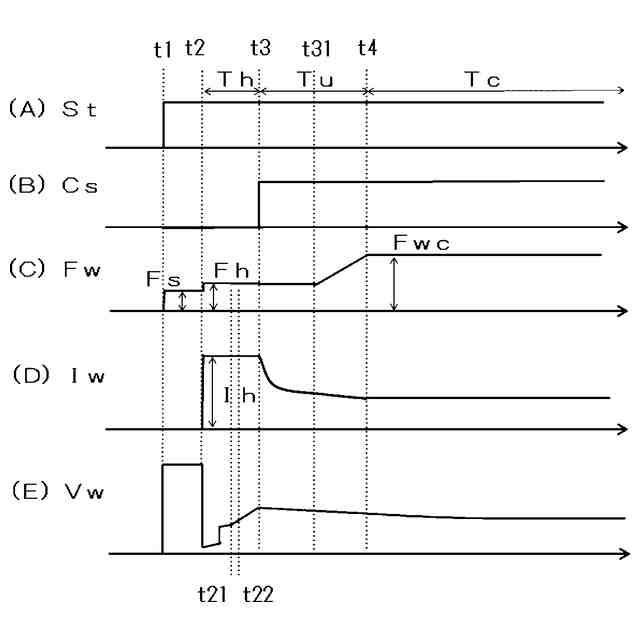
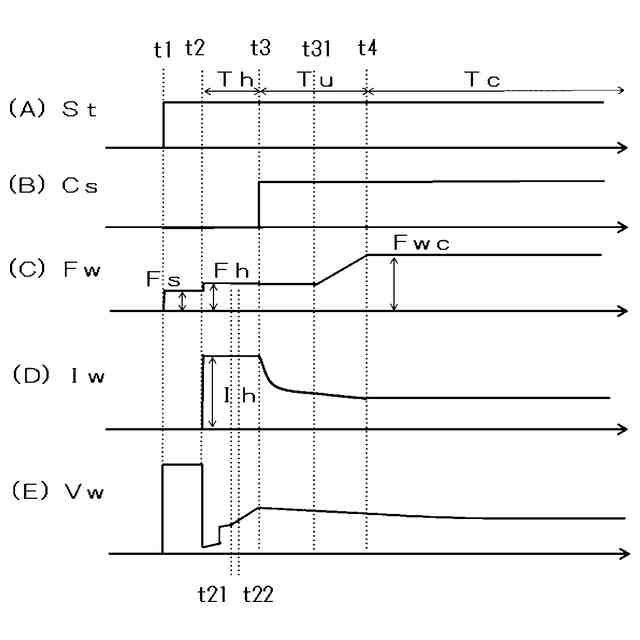
【解決手段】溶接電流Iwが通電を開始すると時刻t2~t3のホットスタート期間Thに入り、ホットスタート期間Th中は定電流制御によってホットスタート電流を通電すると共に送給速度Fwをホットスタート送給速度に設定し、その後は定電圧制御によって溶接電圧Vwが定常溶接電圧設定値と等しくなるように制御すると共に送給速度Fwを定常送給速度に設定するアークスタート制御方法において、ホットスタート期間Thの後に時刻t3~t4の送給速度増加期間Tuを設け、送給速度増加期間Tu中は送給速度Fwをホットスタート送給速度から定常送給速度まで予め定めた増加率で増加させ、ホットスタート期間Th中のアーク長を検出し、検出したアーク長が長いほど増加率が大きくなるように設定する。
【選択図】 図2
特許請求の範囲
【請求項1】
溶接開始に際して、溶接ワイヤが母材と接触して溶接電流が通電を開始するとホットスタート期間に入り、前記ホットスタート期間中は定電流制御によってホットスタート電流を通電すると共に送給速度をホットスタート送給速度に設定し、
その後は定電圧制御によって溶接電圧が定常溶接電圧設定値と等しくなるように制御すると共に前記送給速度を定常送給速度に設定するアークスタート制御方法において、
前記ホットスタート期間の後に送給速度増加期間を設け、前記送給速度増加期間中は前記送給速度を前記ホットスタート送給速度から前記定常送給速度まで予め定めた増加率で増加させ、
前記ホットスタート期間中のアーク長を検出し、前記アーク長が長いほど前記増加率が大きくなるように設定する、
ことを特徴とするアークスタート制御方法。
続きを表示(約 280 文字)
【請求項2】
前記アーク長を、前記ホットスタート期間の終了時点における前記溶接電圧の値によって検出する、
ことを特徴とする請求項1に記載のアークスタート制御方法。
【請求項3】
前記アーク長を、前記ホットスタート期間中の前記溶接電圧の平均値によって検出する、
ことを特徴とする請求項1に記載のアークスタート制御方法。
【請求項4】
前記送給速度増加期間中は、予め定めた送給速度増加溶接電圧設定値に基づいて前記溶接電圧を制御する、
ことを特徴とする請求項1~3のいずれか1項に記載のアークスタート制御方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、良好なアークスタート性を得ることができる消耗電極式アーク溶接のアークスタート制御方法に関するものである。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
溶接開始に際して、溶接ワイヤが母材と接触して溶接電流が通電を開始するとホットスタート期間に入り、ホットスタート期間中は定電流制御によってホットスタート電流を通電すると共に送給速度をホットスタート送給速度に設定し、その後は定電圧制御によって溶接電圧が定常溶接電圧設定値と等しくなるように制御すると共に送給速度を定常送給速度に設定するアークスタート制御方法が慣用されている。
【0003】
特許文献1の発明では、上記のホットスタート期間を、溶接電圧の検出値が基準値まで増加した時点で終了して定常期間に移行させるアークスタート制御方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2022-182226号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
従来技術では、アークスタート直後のアーク長がばらつきやすいために、定常のアーク長に収束するまでの過渡期間中の溶接状態が不安定になる場合がある。これにより、スタート部の溶け込み不良やスパッタなどが発生するという問題がある。
【0006】
そこで、本発明では、アークスタート直後のアーク長を円滑に定常アーク長に収束させて、アークスタート部の溶接品質を良好にすることができるアークスタート制御方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上述した課題を解決するために、請求項1の発明は、
溶接開始に際して、溶接ワイヤが母材と接触して溶接電流が通電を開始するとホットスタート期間に入り、前記ホットスタート期間中は定電流制御によってホットスタート電流を通電すると共に送給速度をホットスタート送給速度に設定し、
その後は定電圧制御によって溶接電圧が定常溶接電圧設定値と等しくなるように制御すると共に前記送給速度を定常送給速度に設定するアークスタート制御方法において、
前記ホットスタート期間の後に送給速度増加期間を設け、前記送給速度増加期間中は前記送給速度を前記ホットスタート送給速度から前記定常送給速度まで予め定めた増加率で増加させ、
前記ホットスタート期間中のアーク長を検出し、前記アーク長が長いほど前記増加率が大きくなるように設定する、
ことを特徴とするアークスタート制御方法である。
【0008】
請求項2の発明は、
前記アーク長を、前記ホットスタート期間の終了時点における前記溶接電圧の値によって検出する、
ことを特徴とする請求項1に記載のアークスタート制御方法である。
【0009】
請求項3の発明は、
前記アーク長を、前記ホットスタート期間中の前記溶接電圧の平均値によって検出する、
ことを特徴とする請求項1に記載のアークスタート制御方法である。
【0010】
請求項4の発明は、
前記送給速度増加期間中は、予め定めた送給速度増加溶接電圧設定値に基づいて前記溶接電圧を制御する、
ことを特徴とする請求項1~3のいずれか1項に記載のアークスタート制御方法である。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ダイヘン
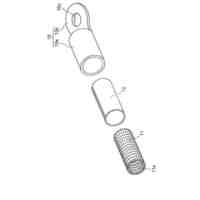
溶接トーチ
21日前
株式会社ダイヘン
溶接トーチ
21日前
株式会社ダイヘン
電力システム
1か月前
株式会社ダイヘン
リユース方法
今日
株式会社ダイヘン
電力システム
今日
株式会社ダイヘン
電力システム
1か月前
株式会社ダイヘン
電圧調整装置
15日前
株式会社ダイヘン
パルス電源装置
15日前
株式会社ダイヘン
積層造形溶接方法
今日
株式会社ダイヘン
充電装置および充電設備
22日前
株式会社ダイヘン
充電装置および充電設備
22日前
株式会社ダイヘン
プリント基板の補強構造
1か月前
株式会社ダイヘン
給電システム及び受電装置
21日前
株式会社ダイヘン
巻回支援装置及び取付方法
21日前
株式会社ダイヘン
2重シールドティグ溶接方法
今日
株式会社ダイヘン
2重シールドティグ溶接方法
22日前
株式会社ダイヘン
交流消耗電極アーク溶接制御方法
今日
白山商事株式会社
圧着接続部材
1日前
株式会社ダイヘン
交流消耗電極アーク溶接制御方法
22日前
株式会社ダイヘン
溶接検査装置および溶接検査方法
1か月前
株式会社ダイヘン
電力変換装置、および、電力システム
7日前
株式会社ダイヘン
ハンド装置及びハンド装置の制御方法
4日前
株式会社ダイヘン
システム、装置、および、意思決定方法
14日前
株式会社ダイヘン
非接触給電システム、および、送電装置
14日前
株式会社ダイヘン
消耗電極アーク溶接の溶接終了制御方法
22日前
株式会社ダイヘン
電力システム、および、蓄電池システム
14日前
株式会社ダイヘン
溶接波形制御装置及び溶接波形制御方法
1か月前
株式会社ダイヘン
非接触給電システム、および、送電装置
14日前
株式会社ダイヘン
スポット接合用電極及びスポット接合装置
1日前
株式会社ダイヘン
ロボット制御装置及び対象物の設置判定方法
22日前
国立大学法人九州工業大学
搬送ロボットの制御方法
8日前
株式会社ダイヘン
ロボット制御装置、キャリブレーション方法及びそれに用いられるセンサ装置
22日前
個人
スラッジ除去装置
22日前
個人
複合金属回転式ホーン
22日前
株式会社FUJI
工作機械
23日前
株式会社ダイヘン
積層造形溶接方法
今日
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ