TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025005720
公報種別
公開特許公報(A)
公開日
2025-01-17
出願番号
2023106021
出願日
2023-06-28
発明の名称
溶接波形制御装置及び溶接波形制御方法
出願人
株式会社ダイヘン
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
B23K
9/095 20060101AFI20250109BHJP(工作機械;他に分類されない金属加工)
要約
【課題】溶接の評価をしつつ、短時間で容易に、所望の溶接結果を得るための溶接波形を生成することができる溶接波形制御装置及び溶接波形制御方法を提供する。
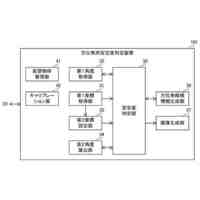
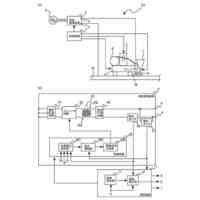
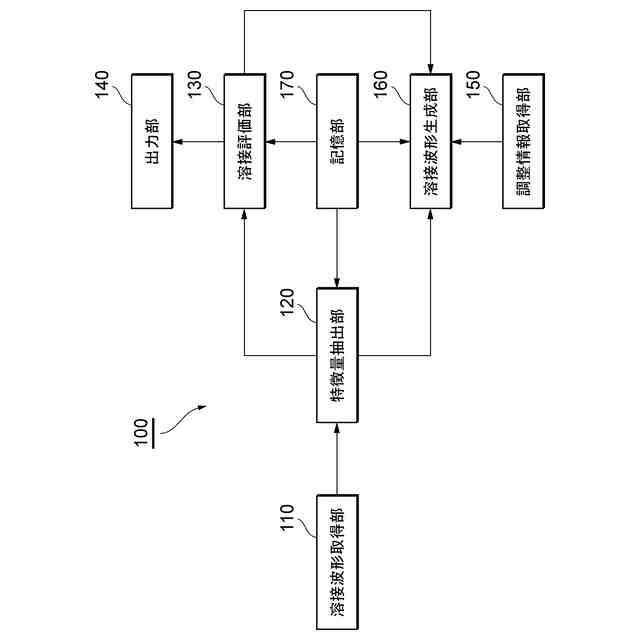
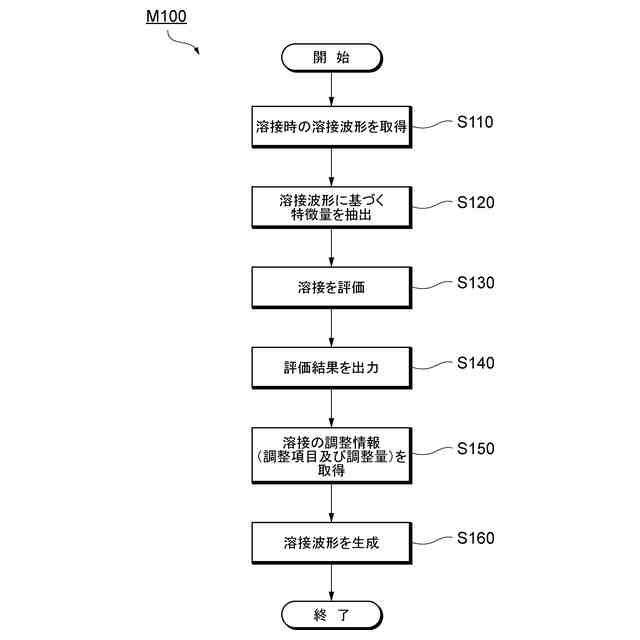
【解決手段】溶接波形制御装置100は、溶接時の溶接波形を取得する溶接波形取得部110と、取得した溶接波形に基づいて、当該溶接を評価する溶接評価部130と、評価した結果を出力する出力部140と、評価した結果に対する所望の溶接の調整情報を取得する調整情報取得部150と、取得した溶接波形及び所望の溶接の調整情報に基づいて溶接波形を生成する溶接波形生成部160と、を備える。
【選択図】図2
特許請求の範囲
【請求項1】
溶接時の溶接波形を取得する溶接波形取得部と、
前記取得した溶接波形に基づいて、当該溶接を評価する溶接評価部と、
前記評価した結果を出力する出力部と、
前記評価した結果に対する所望の溶接の調整情報を取得する調整情報取得部と、
前記取得した溶接波形及び前記所望の溶接の調整情報に基づいて溶接波形を生成する溶接波形生成部と、を備える、
溶接波形制御装置。
続きを表示(約 710 文字)
【請求項2】
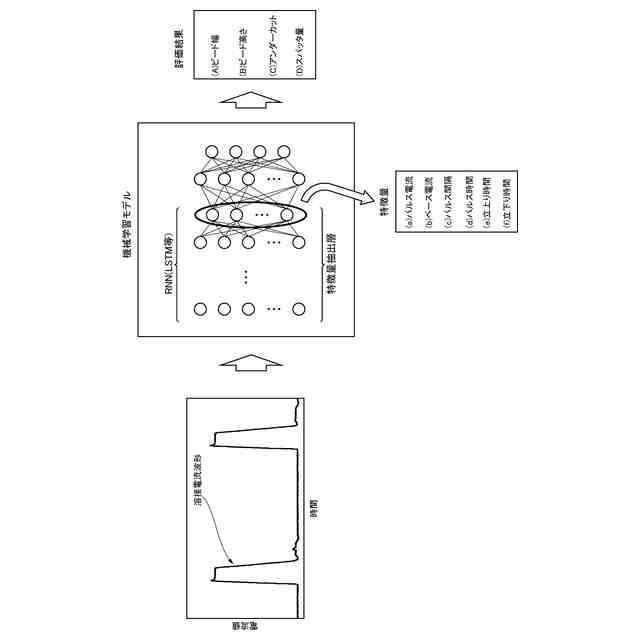
前記取得した溶接波形に基づいて特徴量を抽出する特徴量抽出部を、さらに備え、
前記溶接評価部は、前記抽出した特徴量に基づいて前記溶接を評価し、
前記溶接波形生成部は、前記抽出した特徴量及び前記所望の溶接の調整情報に基づいて溶接波形を生成する、
請求項1に記載の溶接波形制御装置。
【請求項3】
前記溶接評価部は、前記抽出した特徴量に基づいて、特徴量を入力データとして溶接の評価を出力データとする第1機械学習モデルを用いて前記溶接を評価する、
請求項2に記載の溶接波形制御装置。
【請求項4】
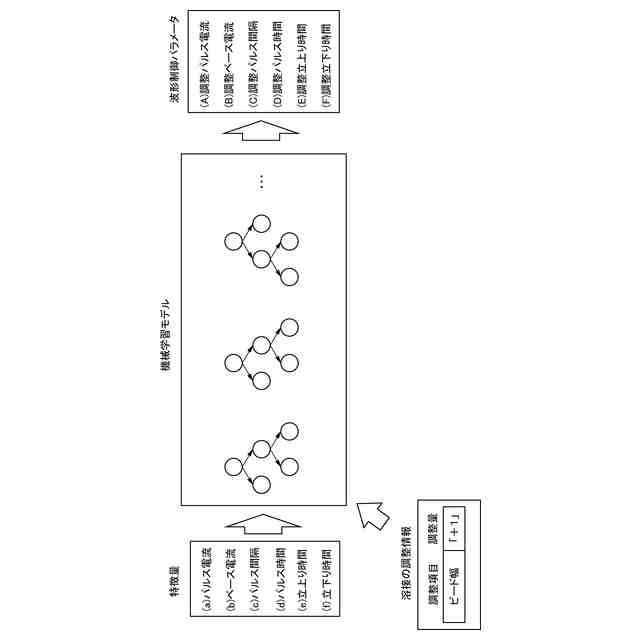
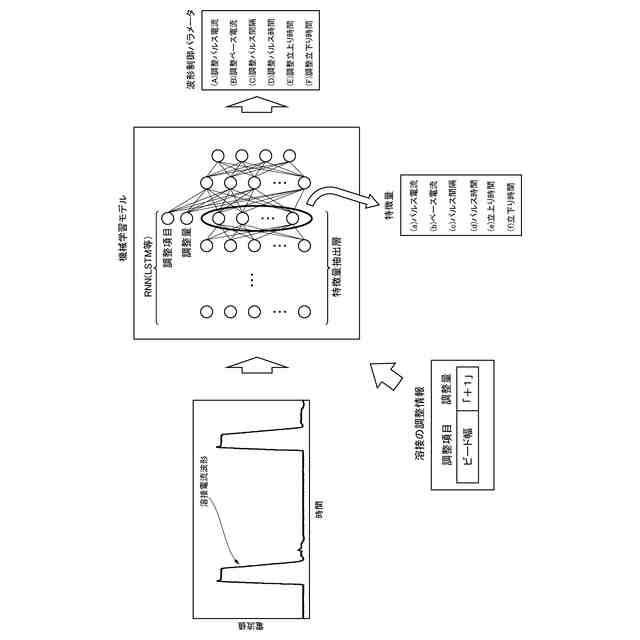
前記溶接波形生成部は、溶接波形に基づく特徴量及び溶接の調整情報を入力データとして、溶接波形を生成するための波形制御パラメータを出力データとする第2機械学習モデルを用いて、前記抽出した特徴量及び前記所望の溶接の調整情報に基づいて溶接波形を生成する、
請求項2又は3に記載の溶接波形制御装置。
【請求項5】
溶接時の溶接波形を制御する溶接波形制御装置によって実行される溶接波形制御方法であって、
溶接時の溶接波形を取得する溶接波形取得ステップと、
前記取得した溶接波形に基づいて、当該溶接を評価する溶接評価ステップと、
前記評価した結果を出力する出力ステップと、
前記評価した結果に対する所望の溶接の調整情報を取得する調整情報取得ステップと、
前記取得した溶接波形及び前記所望の溶接の調整情報に基づいて溶接波形を生成する溶接波形生成ステップと、を含む、
溶接波形制御方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶接波形制御装置及び溶接波形制御方法に関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
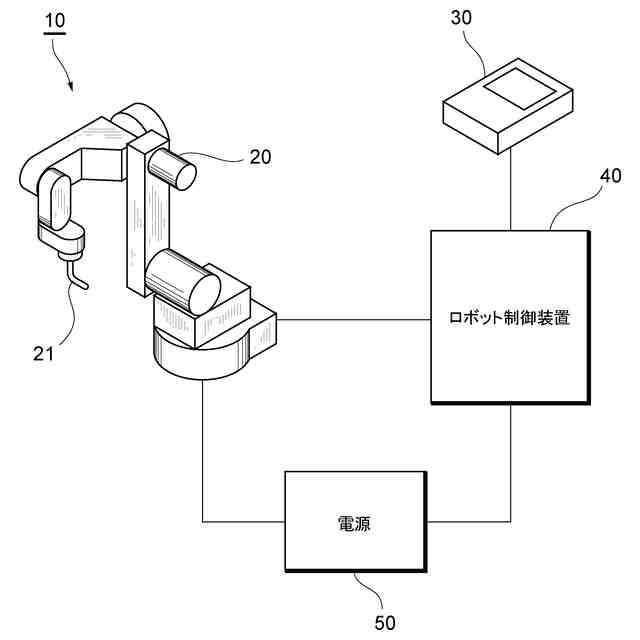
近年、産業界において、多くのロボットが普及している。当該ロボットは、例えば、電子部品及び機械部品の組み立て、溶接及び搬送等に用いられ、工場の生産ラインの効率化及び自動化が図られている。
【0003】
溶接ロボットでは、生産ラインの効率化のために溶接時間やタクトタイムの短縮化が求められる一方で、アーク溶接におけるビードの仕上がりを考慮した溶接品質を確保しなければならない。
【0004】
一般的には、溶接速度、溶接時間、溶接電流及び溶接電圧などの溶接条件を調整することによって、所望の溶接結果(ビードの仕上がり等)を得られるようにする。
【0005】
例えば、特許文献1では、ニューラルネットワークを用いて溶接条件を適切に調整することによって、サイクルタイムを短縮させて、かつ溶接結果を良好な状態で安定化させる技術が開示されている。
【先行技術文献】
【特許文献】
【0006】
特開2021-159969号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1に開示されている技術では、サイクルタイムを短縮させて、かつ溶接結果を良好な状態で安定化させることができるものの、溶接の仕上がりについては、ユーザから様々な細かな要望があり、更なる改良が求められている。
【0008】
ところで、所望の溶接結果について、ユーザの詳細な要望を叶えるために、溶接時の溶接電流波形及び/又は溶接電圧波形などの溶接波形を調整する手法も知られている。このような溶接波形の調整は、作業者のスキルへの依存が大きく、たとえ、熟練者であったとしても所望の溶接結果を得るには膨大な時間を費やしてしまう場合があり、容易ではない。
【0009】
そこで、本発明は、溶接の評価をしつつ、短時間で容易に、所望の溶接結果を得るための溶接波形を生成することができる溶接波形制御装置及び溶接波形制御方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の一態様に係る溶接波形制御装置は、溶接時の溶接波形を取得する溶接波形取得部と、取得した溶接波形に基づいて、当該溶接を評価する溶接評価部と、評価した結果を出力する出力部と、評価した結果に対する所望の溶接の調整情報を取得する調整情報取得部と、取得した溶接波形及び所望の溶接の調整情報に基づいて溶接波形を生成する溶接波形生成部と、を備える。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ダイヘン
搬送装置
13日前
株式会社ダイヘン
溶接装置
9日前
株式会社ダイヘン
溶接装置
9日前
株式会社ダイヘン
溶接トーチ
8日前
株式会社ダイヘン
溶接トーチ
9日前
株式会社ダイヘン
溶接トーチ
9日前
株式会社ダイヘン
溶接トーチ
13日前
株式会社ダイヘン
直流電源回路
8日前
株式会社ダイヘン
安定度向上装置
8日前
株式会社ダイヘン
フラックス回収装置
7日前
株式会社ダイヘン
サブマージアーク溶接機
9日前
株式会社ダイヘン
サブマージアーク溶接機
7日前
株式会社ダイヘン
パルスアーク溶接制御方法
20日前
株式会社ダイヘン
2重シールドティグ溶接方法
20日前
株式会社ダイヘン
2重シールドティグ溶接方法
20日前
株式会社ダイヘン
吸引ノズルおよびその製造方法
7日前
株式会社ダイヘン
受電装置及びワイヤレス給電システム
22日前
株式会社ダイヘン
ベルト伝動機構およびこれを備えた搬送ロボット
13日前
株式会社ダイヘン
治具、および、プラズマ切断トーチの電極の寿命の確認方法
8日前
株式会社ダイヘン
サブマージアーク溶接システム、および、サブマージアーク溶接方法
9日前
個人
タップ
2か月前
個人
加工機
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
1か月前
株式会社不二越
ドリル
2か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社北川鉄工所
回転装置
1か月前
日東精工株式会社
ねじ締め装置
16日前
株式会社FUJI
工作機械
20日前
株式会社FUJI
工作機械
8日前
株式会社アンド
半田付け方法
2か月前
株式会社アンド
半田付け方法
2か月前
株式会社トヨコー
被膜除去方法
1か月前
村田機械株式会社
レーザ加工機
1か月前
村田機械株式会社
レーザ加工機
1か月前
株式会社ダイヘン
溶接装置
9日前
有限会社 ナプラ
ソルダペースト
13日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ