TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025025999
公報種別
公開特許公報(A)
公開日
2025-02-21
出願番号
2023131315
出願日
2023-08-10
発明の名称
交流消耗電極アーク溶接制御方法
出願人
株式会社ダイヘン
代理人
主分類
B23K
9/073 20060101AFI20250214BHJP(工作機械;他に分類されない金属加工)
要約
【課題】交流消耗電極アーク溶接方法において、板厚が異なる重ねすみ肉継手及び突き合わせ継手をウィービング溶接するときに、溶け落ち、溶け込み不良当の溶接欠陥の発生を抑制して要項な溶接品質を得ること。
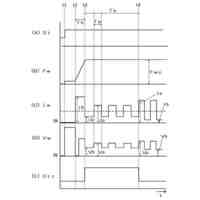
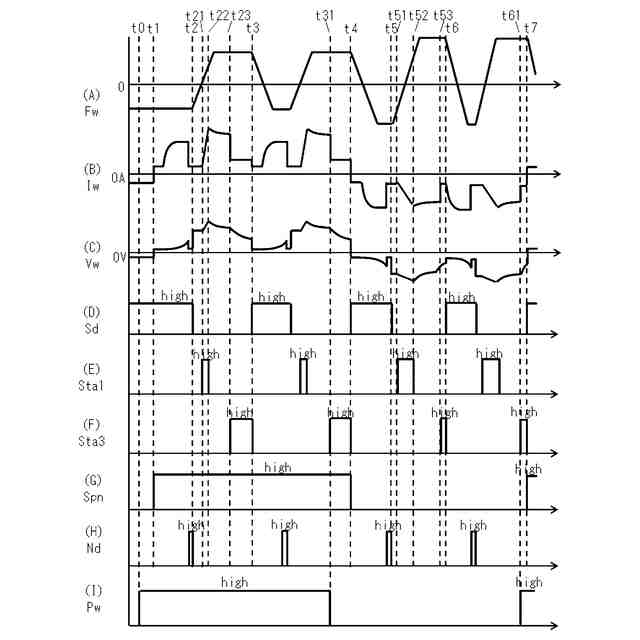
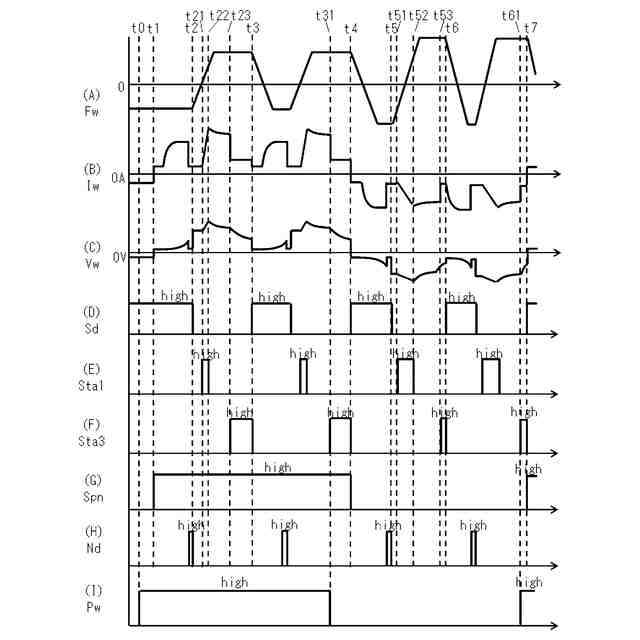
【解決手段】電極極性を複数周期の短絡期間及びアーク期間を含む電極プラス極性期間と電極マイナス極性期間とに周期的に切り換え、第1ワークと第2ワークとの境界線を横切るように溶接トーチをウィービングさせながら溶接する交流消耗電極アーク溶接制御方法において、第1ワークが第2ワークよりも薄板であるときは、時刻t4~t7の第1ワークの溶接を溶接電流Iw及び溶接電圧Vwが負の値となる電極マイナス極性期間で行い、時刻t1~t4の第2ワークの溶接を溶接電流Iw及び溶接電圧Vwが正の値となる電極プラス極性期間で行う。
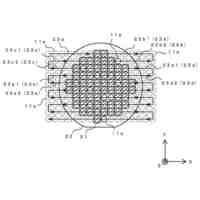
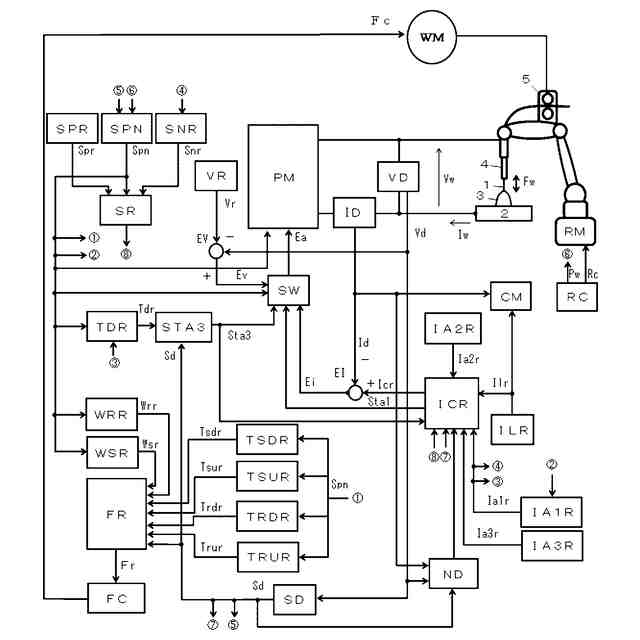
【選択図】 図2
特許請求の範囲
【請求項1】
溶接ワイヤと母材との間で短絡期間とアーク期間とを繰り返し、
電極極性を複数周期の前記短絡期間及び前記アーク期間を含む電極プラス極性期間と電極マイナス極性期間とに周期的に切り換え、
第1ワークと第2ワークとの境界線を横切るように溶接トーチをウィービングさせながら溶接する交流消耗電極アーク溶接制御方法において、
前記第1ワークが前記第2ワークよりも薄板であるときは、前記第1ワークの溶接を前記電極マイナス極性期間で行い、前記第2ワークの溶接を前記電極プラス極性期間で行う、
ことを特徴とする交流消耗電極アーク溶接制御方法。
続きを表示(約 220 文字)
【請求項2】
前記電極マイナス極性期間と前記電極プラス極性期間との切り換えを、前記溶接トーチが溶接線上を通過する時点で行う、
ことを特徴とする請求項1に記載の交流消耗電極アーク溶接制御方法。
【請求項3】
前記電極マイナス極性期間と前記電極プラス極性期間との切り換えを、前記溶接トーチが溶接線上を通過した後の前記短絡期間中に行う、
ことを特徴とする請求項1に記載の交流消耗電極アーク溶接制御方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶接ワイヤとワークとの間で短絡期間とアーク期間とを繰り返し、電極極性を電極プラス極性期間と電極マイナス極性期間とに周期的に切り換えて溶接する交流消耗電極アーク溶接制御方法に関するものである。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
電極極性を、複数周期の短絡期間及びアーク期間を含む電極プラス極性期間と電極マイナス極性期間とに周期的に切り換えて溶接する交流消耗電極アーク溶接方法が慣用されている(例えば、特許文献1参照)。
【0003】
また、第1ワークと第2ワークとの境界線を横切るように溶接トーチをウィービングさせながら溶接する場合もある。特許文献2では、溶接トーチのウィービング動作に溶接条件変更を同期させる発明が開示されている。
【先行技術文献】
【特許文献】
【0004】
特許第6601870号公報
特許第4958630号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
板厚が異なる第1ワーク及び第2ワークから形成される重ねすみ肉継手及び突き合わせ継手を溶接する場合において、ウィービング溶接が採用される。しかし、薄板側が溶け落ちて溶接欠陥が発生するという問題がある。
【0006】
そこで、本発明では、板厚が異なる重ねすみ肉継手及び突き合わせ継手をウィービング溶接する場合において、溶け落ち、溶け込み不良当の溶接欠陥の発生を抑制して要項な溶接品質を得ることができる交流消耗電極アーク溶接制御方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上述した課題を解決するために、請求項1の発明は、
溶接ワイヤと母材との間で短絡期間とアーク期間とを繰り返し、
電極極性を複数周期の前記短絡期間及び前記アーク期間を含む電極プラス極性期間と電極マイナス極性期間とに周期的に切り換え、
第1ワークと第2ワークとの境界線を横切るように溶接トーチをウィービングさせながら溶接する交流消耗電極アーク溶接制御方法において、
前記第1ワークが前記第2ワークよりも薄板であるときは、前記第1ワークの溶接を前記電極マイナス極性期間で行い、前記第2ワークの溶接を前記電極プラス極性期間で行う、
ことを特徴とする交流消耗電極アーク溶接制御方法である。
【0008】
請求項2の発明は、
前記電極マイナス極性期間と前記電極プラス極性期間との切り換えを、前記溶接トーチが溶接線上を通過する時点で行う、
ことを特徴とする請求項1に記載の交流消耗電極アーク溶接制御方法である。
【0009】
請求項3の発明は、
前記電極マイナス極性期間と前記電極プラス極性期間との切り換えを、前記溶接トーチが溶接線上を通過した後の前記短絡期間中に行う、
ことを特徴とする請求項1に記載の交流消耗電極アーク溶接制御方法である。
【発明の効果】
【0010】
本発明に係る交流消耗電極アーク溶接制御方法によれば、板厚が異なる重ねすみ肉継手及び突き合わせ継手をウィービング溶接する場合において、溶け落ち、溶け込み不良当の溶接欠陥の発生を抑制して要項な溶接品質を得ることができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ダイヘン
電圧調整装置
7日前
株式会社ダイヘン
電力システム
17日前
株式会社ダイヘン
無線給電システム
7日前
株式会社ダイヘン
多層盛り溶接方法
9日前
株式会社ダイヘン
金属材料の分離方法
今日
株式会社ダイヘン
制御装置、および、蓄電池システム
11日前
株式会社ダイヘン
非消耗電極アーク溶接の溶接開始方法
9日前
株式会社ダイヘン
パルスアーク溶接のアークスタート制御方法
9日前
個人
タップ
1日前
株式会社不二越
ドリル
25日前
日東精工株式会社
ねじ締め機
29日前
日東精工株式会社
多軸ねじ締め機
29日前
株式会社FUJI
工作機械
1か月前
エフ・ピー・ツール株式会社
リーマ
11日前
株式会社ダイヘン
多層盛り溶接方法
9日前
日進工具株式会社
エンドミル
11日前
ブラザー工業株式会社
工作機械
1か月前
トヨタ自動車株式会社
接合方法
23日前
ブラザー工業株式会社
工作機械
1か月前
株式会社不二越
超硬合金製ドリル
7日前
ビアメカニクス株式会社
レーザ加工装置
29日前
株式会社不二越
管用テーパタップ
1か月前
株式会社コスメック
クランプ装置
1か月前
大肯精密株式会社
自動送り穿孔機
23日前
株式会社プロテリアル
金属箔の溶接方法
29日前
株式会社ダイヘン
溶接装置
22日前
株式会社不二越
通り穴加工用タップ
15日前
株式会社不二越
スカイビングカッタ
24日前
個人
管の切断装置及び管の切断方法
9日前
トヨタ自動車株式会社
グラフ生成方法
1か月前
株式会社ダイヘン
非消耗電極アーク溶接方法
23日前
株式会社アドウェルズ
超音波加工装置
7日前
株式会社ダイヘン
2重シールドティグ溶接方法
23日前
宸チエ精機股フェン有限公司
伸縮カバー
15日前
東レエンジニアリング株式会社
レーザ加工装置
1か月前
高周波熱錬株式会社
鋼材接合体及びその製造方法
23日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ